采油污水池气体回收处理工艺设计建议
2019-09-23张同国孙敢闯冯晓红
张同国 孙敢闯 冯晓红
(1.中国石化中原油田分公司安全环保处;2.中国石化中原油田石油工程技术研究院)
0 引 言
目前,油田采油、作业产生的废水经过污水处理站统一处理达标后回注地层进行驱油。油田已进入开采中后期,采出液含水升高,污水产生量增大,这些污水在处理过程中会挥发出有机气体。尽管油田污水处理技术和工艺已经相对完善,但污水处理站一般都建设较早,且受当时的技术条件等限制,未采取封闭措施,会有挥发性有机气体和恶臭气体逸出[1]。
随着国家大气污染治理的深入,油田现有的污水处理设施已经不能完全满足当前环保要求,因此在某采油厂展开了污水池密闭、废气回收处理,为油田推广采油污水池无组织废气处理提供一种有效的解决途径。
1 污水处理站现状
某采油厂污水处理站有两座污水池,分别建于1992年和2005年,设计规模为12 000 m3/d,目前实际处理水量10 000 m3/d左右。两座污水池为钢筋混凝土敞口池,尺寸均为70 m×40 m×3.5 m(长×宽×深),中间设一道隔墙。没有无组织废气回收处理设施,在运行过程中散发出挥发性有机气体和恶臭气体,对环境空气造成一定影响。
2 主要工艺路线
根据现场考察情况,对厂界进行采样监测,发现下风向臭气浓度明显高于上风向,且存在超标风险,可以确定污水站厂界高浓度恶臭主要是从未密封的污水池挥发出来。通过对现场进行考察研究后,实施对污水池进行加盖密闭,将气体通过管路收集至废气处理设备处理后,经15 m高排气筒排放。
2.1 废气处理工艺流程
收集的气体在负压条件下进入喷淋塔,废气由喷淋塔下部进气口进入,经过填料与碱液接触,气体中酸性物质溶解于碱液,经两层喷淋后,气体再经除雾器去除大部分水分后进入干燥箱,水分在干燥箱中进一步去除,然后进入等离子光氧复合设备对高分子有机气体进行分解,后由引风机经15 m排气筒达标排放。采油污水池废气处理工艺流程见图1。

图1 采油污水池废气处理工艺流程
2.2 工艺处理主要单元
2.2.1 喷淋塔
喷淋塔内填料层作为气液两相间接触构件的传质设备。填料塔底部装有填料支承板,树脂多孔多面空心球填料(直径5 cm)以乱堆方式放置在支承板上。填料的上方安装填料压板,以防被上升气流吹动。喷淋塔中的喷淋液(碱液)从塔顶经液体分布器喷淋到填料上,并沿填料表面流下。气体从塔底送入,经气体分布装置分布后,与液体呈逆流连续通过填料层的空隙,在填料表面上,气液两相密切接触进行传质。当液体沿填料层向下流动时,有时会出现壁流现象,壁流效应造成气液两相在填料层中分布不均,从而使传质效率下降。因此,喷淋塔内的填料层分为两段,中间设置带孔隔板形成再分布装置,经重新分布后喷淋到下层填料上。
优点:①净化效率高,净化率可达80%以上;②设备安装方便;③耐腐蚀、不磨损,使用寿命长;④设备运行可靠,维护简单、方便[2-4]。
2.2.2 干燥箱
干燥箱主要采用活性炭吸附加球形填料,共4层,中间两层使用树脂多孔多面空心球填料(每层约10 cm厚)进行切水,外面两层活性炭吸附材料,可将来气的含水降至8%以下,为废气进入等离子光氧复合设备进一步处理做准备。
2.2.3 等离子光氧复合设备
众所周知,臭氧对有机物具有极强的氧化作用。该设备运用高能UV紫外线光束及臭氧对废气进行协同分解氧化反应,去除硫化氢、氨、苯、甲苯、二甲苯、甲醛、乙酸乙酯、乙烷、丙酮、尿烷、树脂等气体,将有机物变为无机物[5-6]。
该技术应用于恶臭气体治理,具有处理效果好、运行费用低廉、无二次污染、运行稳定、操作管理简便、即开即用等优点。它应用范围广,基本不受气温和污染物成分的影响,对恶臭异味的臭气浓度有良好的分解作用,恶臭异味的去除率达80%~98%。
3 实施效果
3.1 处理设施排放口废气
项目实施后,对处理设施排放口进行了4次取样监测,非甲烷总烃监测浓度平均值、硫化氢和氨排放速率等统计见表1。
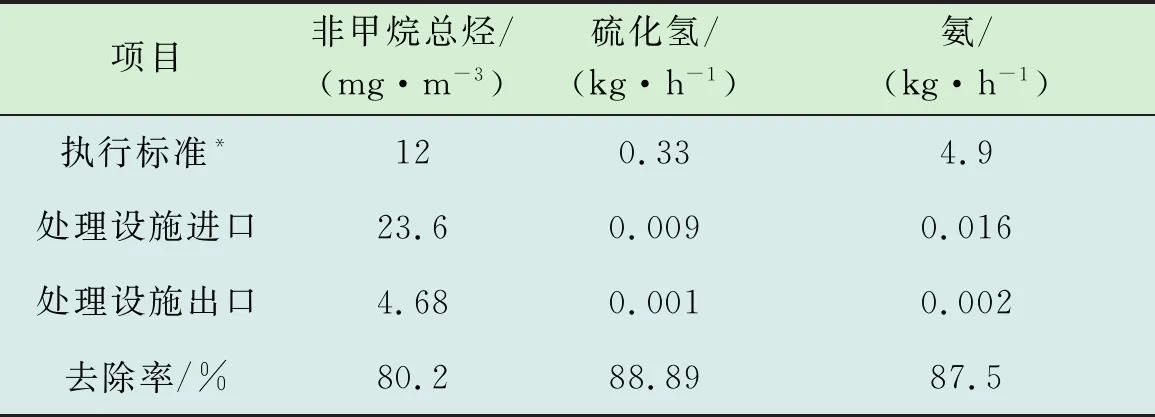
表1 治理后废气处理效果
*硫化氢和氨执行GB 14554—1993《恶臭污染物排放标准》中15 m排气筒;非甲烷总烃执行GB 16297—1996《大气污染物综合排放标准》中二级标准。
由表1可看出,污水站厂界硫化氢、氨的排放速率满足GB 14554—1993《恶臭污染物排放标准》中15 m排气筒高度的要求,且远远低于标准值;废气中非甲烷总烃可以满足GB 16297—1996《大气污染物综合排放标准》中二级标准要求。
3.2 厂界浓度对比分析
项目实施前,对厂界空气质量进行了取样监测;项目实施后,对厂界空气质量进行了连续3 d取样监测,监测浓度平均值及去除率见表2。

表2 治理前后臭气浓度对比 mg/m3
*GB 14554—1993《恶臭污染物排放标准》二级,新改扩建。
由表2可看出,污水站厂界恶臭气体浓度满足GB 14554—1993《恶臭污染物排放标准》。
污水池密闭后,废气全部收集进入处理装置,污水池周边不再有明显的恶臭和油气味。由于设计缺陷,未考虑到废气含水量极大的问题,并未设置导流和回收废水管线,导致水流溢出,后期安装了回水管路,问题得以解决。
4 结论与建议
项目实施后,该采油厂污水站厂界恶臭气体浓度和排气筒有组织排放的各项指标满足GB 14554—1993《恶臭污染物排放标准》和GB 16297—1996《大气污染物综合排放标准》要求,减小环保污染风险,实现了清洁生产。
由于是污水池产生的废气,其含水率较一般的废气高很多,而在设计废水回收设施时未能充分考虑,导致运行后喷淋塔和干燥箱全部滞留过量的水溢出,因此设计时需要考虑解决水导流和水回收的问题。
