浅谈垃圾渗沥液处理的工程应用
2019-09-23王明峰
王明峰
(无锡锡东环保能源有限公司, 江苏 无锡 214000)
0 引言
近年来,国内外在污水处理上应用较多,效果比较好的技术大多是几种工艺的组合方式,如物化+生化组合工艺、生化+膜处理工艺等。垃圾渗沥液处理工艺和传统的污水处理工艺类似,但由于渗沥液的水量波动大、水质复杂以及高危害性等特点,因此其处理工艺更加复杂,技术要求更高。在实际处理中既要保证技术的可行性,还要考虑经济性。
目前垃圾焚烧厂的渗沥液处理,一般采用由预处理、厌氧处理、生化处理、深度处理以及浓缩液处理单元组成。具体形式以厌氧+A/O+MBR超滤膜+NF/RO组合工艺是运用较多且运行效果尚佳的渗沥液处理工艺[1-3]。
本文结合某项目公司的垃圾渗沥液处理工程进行探讨,该垃圾渗沥液处理主要工艺采用预处理+调节池+厌氧系统+二级A/O系统+超滤+纳滤+反渗透处理系统。浓缩液处理:纳滤、反渗透浓缩液回喷处理,后续预留浓液处理系统;污泥处理:机械压缩脱水至含水率达80%之后采用干泥输送泵通过管道输送至垃圾仓焚烧;臭气处理:臭气经管道收集加压送至垃圾焚烧仓负压区进行综合处理[1-3]。
1 渗沥液进水、出水的水质特点
垃圾焚烧厂主要收集的是城镇居民生活垃圾,经过几天发酵腐熟以提高热值后滤出的液体,即称“渗沥液”。相对于垃圾填埋场而言,焚烧厂的渗沥液属新鲜的原生渗沥液,呈黄褐色或灰褐色。一般而言,垃圾渗沥液中CODCr、BOD5的浓度、BOD5/CODCr比随垃圾存放的“年龄”增长而降低。主要指标如表1所示。
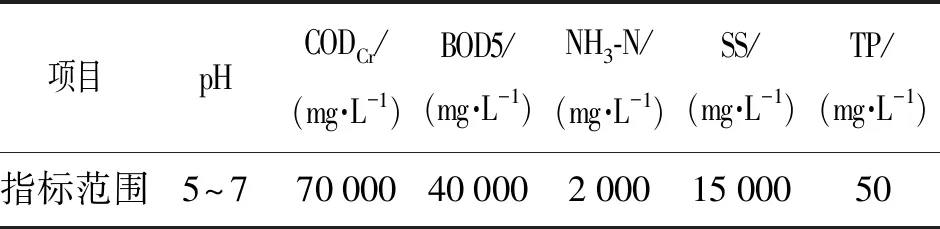
表1 项目公司垃圾渗沥液主要水质指标
由表1可知,垃圾焚烧发电厂渗沥液属原生垃圾渗沥液,其水质特性如下:
(1)成分复杂
原生垃圾渗沥液一般具备有机物浓度高、成分复杂、金属含量高和含有大量病毒、致病菌等特点。
(2)水质、水量变化大
垃圾焚烧厂渗沥液产生量及成分受诸多因素影响,具有很大的不确定性。由于季节、运输条件、运行管理等因素的影响,垃圾焚烧厂渗沥液的水量变化很大。一般情况下,冬季干旱季节水量较少,夏季多雨季节水量较多。
(3)可生化性好,但营养比例失调
垃圾焚烧厂渗沥液属原生渗沥液,BOD5/CODCr超过0.4,一般情况下可生化性较好,属较易生物降解的高浓度有机废水。对于处理系统而言,垃圾焚烧厂渗沥液中营养物比例失调,主要体现在相对COD、BOD指标而言,磷含量偏低,氨氮含量偏高。
(4)悬浮物浓度高
相对于填埋场垃圾渗沥液来说,焚烧厂垃圾渗沥液悬浮物浓度高,SS一般能高达8 000~15 000 mg/L,因此在处理工艺中必须重点考虑。一般说来,垃圾焚烧发电厂渗沥液可生化性较好,其BOD/COD值在0.6以上,属较易生物降解的高浓度有机废水。该渗沥液处理站最终产水水质需达到《GB/T19923—2005 城市污水再利用工业用水水质》中敞开式循环冷却水水质标准,主要指标具体如表2所示[4-7]。
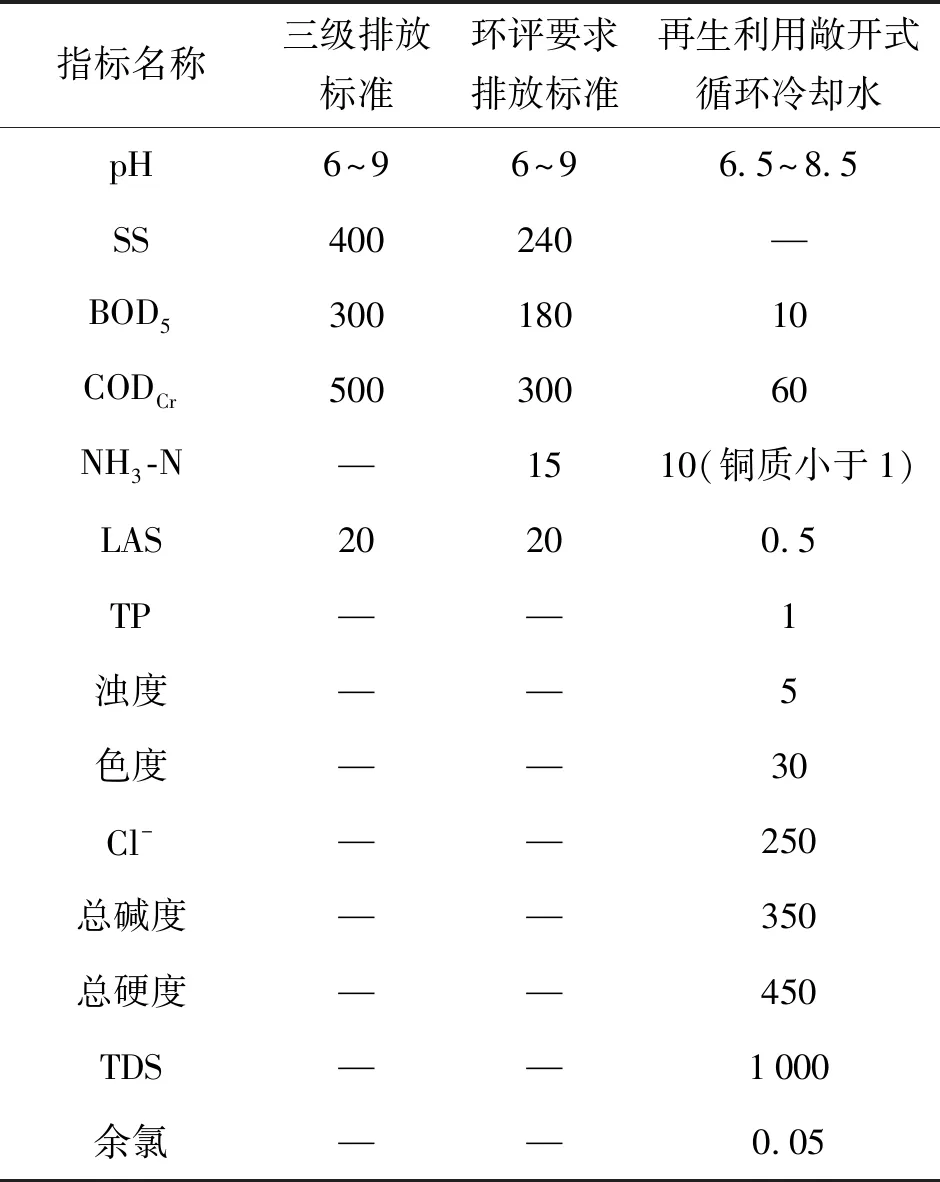
表2 排放标准及环评要求
2 渗沥液工艺说明
该项目公司渗沥液处理系统工艺流程为调节池+厌氧(双层内外循环)+两级A/O+超滤+纳滤+反渗透[1-3]。
来自垃圾仓的渗沥液在进入渗沥液处理系统前,通过设置的旋转除渣机拦截一部分悬浮物后进入初沉池。由于渗沥液中含有的悬浮物和胶体物质数量很大,初沉池使渗沥液中的大部分悬浮固体及胶体污染物得到去除,COD去除率亦可达30%,从而减轻了后续构筑物的处理负荷。经初沉池后的上清液进入调节池。初沉池沉淀下来储存在泥斗的污泥定期用渣浆泵排至污泥浓缩池进行处理。
厌氧系统:调节池内渗沥液经调节池出水泵打至厌氧罐进行厌氧处理。厌氧处理采用UAIC高效厌氧处理罐。厌氧罐15 m3/h系统利用厌氧细菌分解有机物的能力去除渗沥液中COD和BOD值,减去后续好氧系统的负荷。系统产生的沼气送至焚烧炉焚烧处理并设置事故时应急火炬。
好氧系统:厌氧罐出水进入厌氧出水沉淀池,通过潜污泵将厌氧出水提升至生化池。生化池采用两级A/O工艺分为两个系列。厌氧出水首先进入A池(缺氧池),在缺氧条件下反硝化菌利用污水中的有机碳将硝酸盐还原为氮气,在脱氮的同时降低了有机负荷,并补充了后续硝化反应的碱度,同时部分悬浮污染物被吸附并分解,提高了污水的可生化性,随后污水通过推流进入O池(好氧池),在好氧条件下残余的有机物被进一步降解,同时硝化菌将污水中的氨氮氧化为硝酸盐氮,再回流至A池进行反硝化脱氮。最后出水经提升泵提升进入超滤膜系统。
超滤系统:设置浸没式MBR。进一步去除生化系统未降解的有机物等污染物质,作为纳滤系统的预处理,为纳滤系统安全稳定运行提供保障。结合原水水质及纳滤进水水质要求,对原水处理的主要任务是去除COD、BOD、氨氮等有机污染物。
深度处理系统:深度处理采用纳滤和反渗透系统。纳滤进一步去除超滤出水未拦截的大分子有机物、高价离子等污染物质,为出水指标达到要求而提供保障。反渗透技术是利用压力差为动力的膜分离过滤技术,由于其膜孔径非常小(仅为10 A左右),因此能够有效地去除水中的溶解盐类、胶体、微生物、有机物等,去除生物的COD、悬浮物、氨氮、氯离子等污染指标,最终出水作为冷却塔循环冷却水补水。
污泥处理系统:初沉池、厌氧系统、好氧系统都会产生一定量的污泥,均排至污泥浓缩池进行减量化处理,再经泵送至离心脱水机、旋转挤压机脱水干化,干化污泥运送到焚烧炉焚烧处理,避免产生二次污染。离心后清液溢流至污水池,经泵提升至老调节池。
除臭系统:渗沥液在净化过程中,会向周围环境散发恶臭气体,其主要成份为氨、硫化氢和甲硫醇等。通过对可能散发臭气的设备、处理单元和建(构)筑物进行密闭,并对该密闭的空间进行抽风使之保持微负压状态,从而阻断恶臭气体外逸。收集的臭气通过焚烧炉送风机送至焚烧炉内,进行焚烧处理,彻底解决渗沥液系统臭气对环境的影响问题。
沼气处理系统:将厌氧罐产生的沼气收集至沼气储罐,入炉焚烧处理。同时配备内燃式火炬,作为应急备用。
垃圾渗沥液处理工艺流程如图1所示。

图1 工艺流程图
3 渗沥液各单元污染物处理效果
项目公司对垃圾渗沥液处理的各个单元都进行监督分析,严格过程控制,确保系统稳定运行。主要污染物去除率如表3所示。
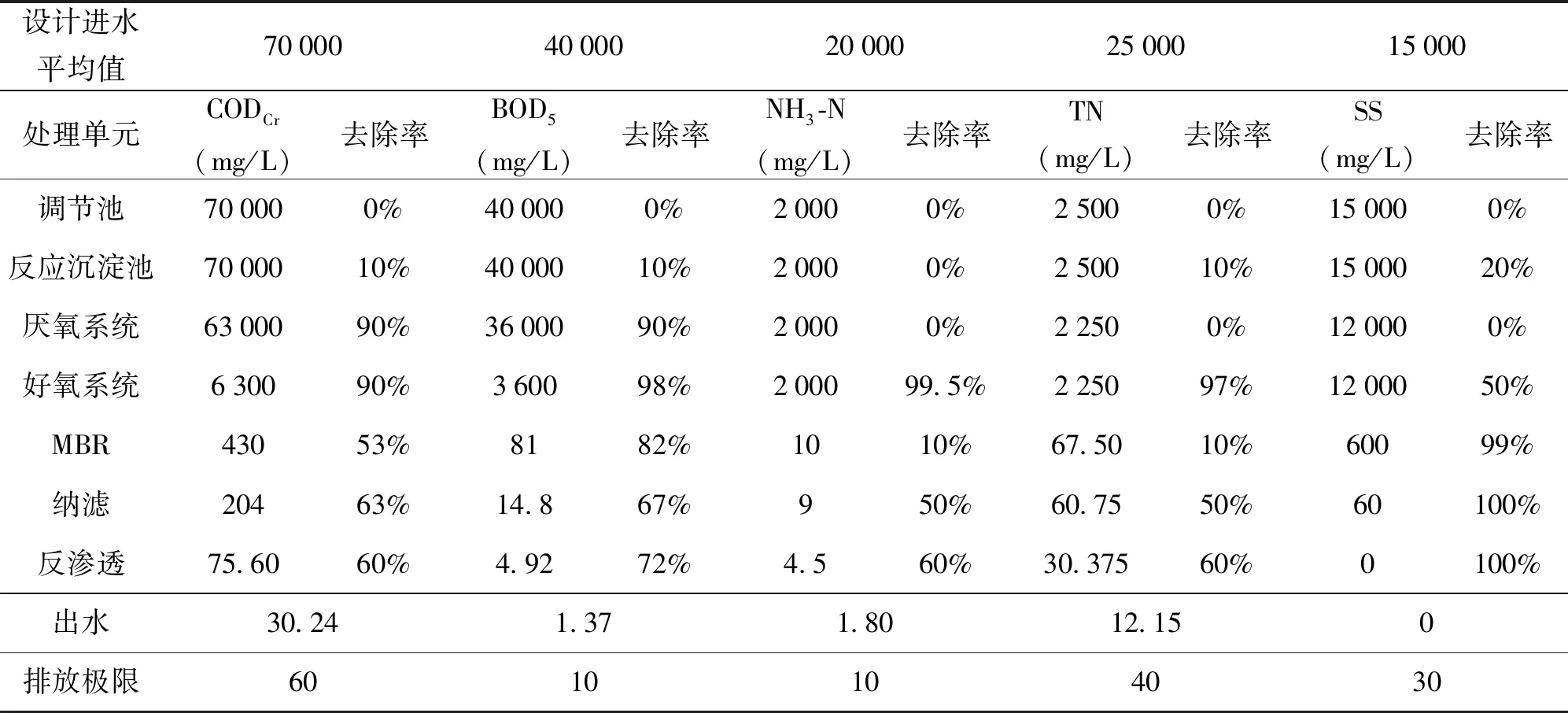
表3 各单元污染物去除率
4 结束语
综上所述,垃圾渗沥液处理主要工艺采用预处理+调节池+厌氧系统+二级A/O系统+超滤+纳滤+反渗透处理系统时,可做到以下几方面:
(1)当各个工艺阶段出水水质情况不同时,及时调整设备的启停;当生化系统处理效果较好时,可采用纳滤系统出水直接作为浓水回用于焚烧厂石灰浆制备用水。
(2)对于膜处理产生的浓缩液的处理问题,采用本工艺,可结合垃圾焚烧厂生产实际采用将浓缩液作为石灰浆制备用水,实现全量回用。
(3)厌氧-MBR组合系统这种高效污水处理工艺,在处理垃圾渗沥液工程的应用中效果良好,直接运行成本较低,对其它垃圾渗沥液处理工程的设计、运行有一定的参考价值。
