日本东京艺术大学访学游
——磨刀记
2019-09-18周胤君
周胤君

左小信制作所及内部制作环境
Over the past a year of studying woodcarving at Tokyo University of the Arts, I have gained and been inspired a lot. The first step of woodcarving is to learn to grind a graver. I’m deeply moved by knifesmith’s refinement of knife-making process and the professor’s rigorous teaching. This experience is very impressive. I hope to record and share it with you.
于日本东京艺术大学访学结束已三月有余,在东艺大访问学习木雕共两个学期,收获颇多,在此执笔望记述一二。
初入东艺大木雕工作坊,担当教授深井隆先生便安排我参与了本科一年级生的木雕课程,课程前两周的任务便是磨刀。在木雕课本科教学安排里,一年级生制作木雕禁止使用一切电动工具,全程需手工制作,目的是为了让初学者能够更直接地与木头接触,感悟材料、工具与手之间这种有温度的关系。刀
学校统一订购左小信家的木刻刀,先生说这是日本木刻刀界的“爱马仕”。左小信为小信株式会社的注册名称,从小信开始到现在时长近百年,师承三代。日本传统的雕刻刀刀刃一般为两层,是由钢材和软铁接合锻造而成,刀的好坏除了制刀工艺之外,最重要的便是钢材的选择。左小信家选择的钢材中碳与铬的含量较高,这样可提高刀的硬度、韧度以及耐磨性,属于高级钢材。在我还未到日本前,常驻东艺大的前辈便告诉我左小信的这套刀很好用,一定要买。学校统一订的是几把最常用的雕刻刀,其中雕刀5把,刻刀4把。
刚到东京时,我专程去过小信株式会社所在地,想了解更多刻刀的工艺及工坊的相关历史。由于没有提前进行预约,到达时店门未开,我只得看了一下制刀的场所与环境,并计划着下一次的来访。小信制作所位于东京都西东京市田无町,从田无站大概走10分多钟,在一个很不起眼的巷子里能看到“小信制作所”几个字,寻常的建筑及朴素的招牌,与一般的工匠铺子别无二致。在日本,经常能看到类似小信制作所这样的工坊,店铺不大,无特殊标示,却是已经营了好几代人,历时长达百年的老工坊。日本的手艺传统也是如此,世代相传,从未变样,工坊不走连销扩大经营的路线,而是严守那份手艺,坚守这份信念,严格把控工艺,踏踏实实地经营着那片小天地。
后来,我通过邮件与左小信现任担当齐藤先生取得联系,向其简单咨询了一些关于工坊的信息。左小信的传承可简单的列为:羲宗—信吉—小信—左小信。羲宗时专为宫廷木匠做道具,到信吉时,道具使用范围扩展至佛教造像及高级民间工匠。1920年,信吉(龙口信吉)的长子(龙口六之助)独立后创建小信,当时在东艺大附近建了工坊,1948年后迁至现在的西东京市。1958年左右长子龙口清继承小信,2003年由龙口清的弟子齐藤先生与芳作先生负责担当,并以左小信为名注册直至现在。
弧形雕刻刀研磨流程图
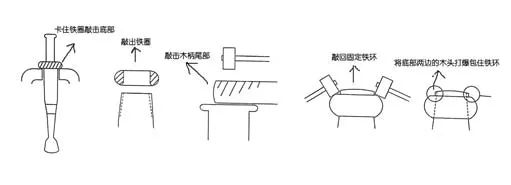
雕刻刀刀柄处理流程图

东京艺术大学统一订购的雕刻刀
在日本,匠人的技术传承一般有两种:一种是师徒制,徒弟实为低薪员工,在工坊内做些繁琐的打杂工作,以换取学习技艺的良机,等到习得技艺之后,在师傅的准许之下可出师独立行业,这在日本被称作“分暖帘”(暖簾分け)。另一种是“一子相传”,就是家中由一子来继承技术与家产,这一子通常是长子,但也可以是其他的儿子,女婿,如果没有儿子女婿,或者儿子不长进,收养徒弟为养子来继承,也非罕见之事。左小信也就是通过这样一代代传承从義宗走到现在的。
磨
磨刀之前首先要学习如何处理刀柄。新做的雕刀刀柄是已做好防水处理的,但柄尾需重新加固。先将柄尾铁环敲出,用铁锤敲打木柄尾部,把尾部的木头敲实,再放回铁环敲击扣牢,并将柄尾的木头打爆,牢牢地将铁环包住,这样的处理是为了今后用锤敲打刀尾时保证木柄不会被敲裂,使其更加牢固耐用。
刻刀的刀柄都需要做防水处理。最开始会使用一种硬化黏合剂,类似国内使用的AB胶,两种胶体混合涂抹在刀柄与钢材衔接的面。待半小时左右胶体硬化,之后便用砂纸打磨整个刀柄,然后使用一种质感类似于漆、蜡、胶混合的液体,将刀柄通体涂抹均匀,至4~5遍达到一定的厚度。磨刀要见水,因此做好防水处理是非常重要的一个环节。

磨刀工具及手势
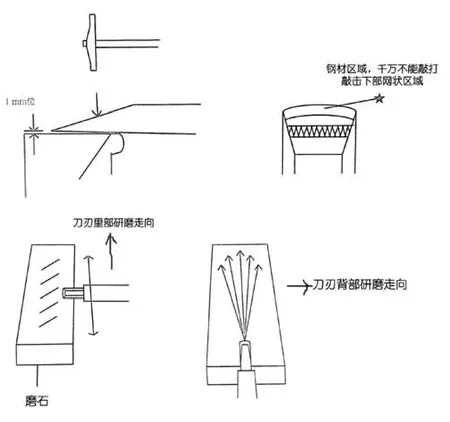
平口雕刀研磨流程图

刀柄处理及防水材料
手动磨刀所需的工具简单:磨石及打磨所需的金钢砂板、水、以及打磨刀具的双手。先生对磨刀的要求十分严格,一招一式均有标准。首先规定磨刀的姿势,身体需扎稳,两手一只按压刀头,另一只固定刀柄,每种刀形都有其特定的按压姿势与打磨方向。两只手臂固定姿势前后移动,使用手腕改变刀的方向与走势。在这寻常的本科课堂内,就这简单的磨刀练习,便使我深刻地体会到所谓的日本“工匠精神”,更确切地说是学校内对职人精神的贯彻。对一件事情的精益求精、对所行之事的准则要求、对传统工艺的敬重之情无不体现了传统的职人精神。
从江户时期至今日日本,所谓职人,包含的职业范围很广。在江户时期,几乎可以说服务业与手工制造业,任何略有一技之长的人,都可称之为职人。时至今天,除了制造业、不少有现代技能的工人和拥有传统工艺技能的手工业者均被称之为职人。职人精神是日本社会里各行各业都有的专业精神。在同样具有职人精神的基础课堂上,在之后的磨刀学习里,每个环节都需遵守其已形成的规则与要求。
1.平口雕刀。为了能够磨出刀刃正面漂亮的弧形,需要先将刀头在另一面向里敲出一定的弯度,继而进行打磨。将刀刃放在锤台带弧面的一端,刀刃轻轻翘起约离锤台1mm的高度,然后用金属锤敲击刀刃背面(敲击位置如图网状区域),一定要避开钢材部分,敲打在软铁靠上的部位。将敲击好的刀刃横放在磨石上,压平定稳后来回研磨,磨一会儿便会发现刀刃里部开始出现明亮的钢面,且刀头的弧线开始向里收起,继而再继续敲击,继续研磨,反反复复若干次,直到刀刃里部出现漂亮的弧线,且弧线与刀刃顶部的距离大致到2~3mm为止,这样才算是将刀头磨出。之后将刀刃背面竖置贴于磨石之上,刀柄微微翘起,然后从左至右开始研磨,其走向呈扇形。雕刻刀研磨的走向根据不同人的研磨习惯呈现不同形状,磨刀所“画”出的轨迹也不尽相同。东艺大的传统方式是以扇形为主,这是代代师承下来的研磨方式。平口刻刀的研磨方式与雕刀相同,刻刀刀刃较薄,因此无需敲打。
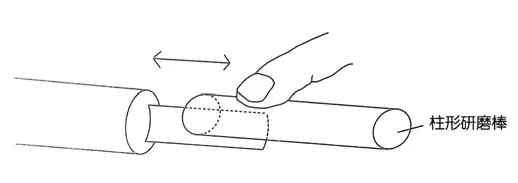
2.弧形雕刻刀。刀刃里部有专用的柱形磨石。我原以为里部与木头接触面极小,不必太过研磨,几次都感觉良好地拿给先生评定,他毫不客气地说“全然ダメだよ”(完全不可以)!轧钢产生的纹路在之后雕刻的过程中可能会在木头上产生微弱的影响,对于一般人而言这点影响几乎可以忽略,但先生的要求需尽量达到完美,以避免给之后的创作带去任何不必要的麻烦。
3.磨刨刀。与雕刻刀刀片相同,刨刀的刀片也是由钢材和软铁接着锻造而成。日式刨刀有内凹处理,原因与雕刻刀相同,是防治在研磨时不易滑脱。刨刀除刀片外还有一块压铁,一般的压铁不用细磨,但其与刀片一定能够紧密贴合。在安装时,压铁距刀锋最合适的距离为0.3~0.5mm,这样刨出来的木屑是一片一片的,压铁离刀锋越远,刨出来的花就越卷。
在所有刀研磨之后,金属的部分一定要涂抹防护油,因为这些金属氧化生锈非常快。研磨好的刀具内面朝上平放,刀刃尽量不要与其它金属及地面相碰。刨刀平时需侧立,防止刀锋与其它硬物摩擦受损。
记
磨刀是一种机械重复性的工作,在磨到第3日时,我才对磨刀有了初步的感悟,开始会去注意研磨的速度,手与刀之间的力度,刀刃游走在磨石之上的轨迹以及刀与石摩擦所发出的声音……。磨刀的过程磨的不仅仅是刀,磨的是人更是精气神。
在这半个月的磨刀学习中,我不仅学会了磨刀,更是感悟到了日本人对做每件事情严谨认真的态度。他们这种贯穿于生活、工作中的精神代表着一个民族的气质,与坚定、踏实、精益求精紧密相连。
制刀的匠人:他们对自己的出品几近苛刻,对自己的手艺充满骄傲甚至自负,对自己的工作从无厌倦并永远追求尽善尽美,这与收获多少金钱无关,而是一种对自身职业的热爱与尊重。
教学的先生:他的严苛不是在所有方面,在艺术创作的过程中,先生不会过多干涉,他会按照自己的经验给予一定的建议,选择与决定权掌握在学生手中。但对于最基础的一些工艺与技术而言,规矩、原则定不会少,并且需严格遵循,这种形式更像是传统的师傅带徒弟,是对自己也是对学生的一种负责。
磨刀的过程比较枯燥,效果也不会立竿见影。记得曾经看过的一部日本影片《入殓师》,说到:“当你做某件事的时候,你就要跟它建立起一种难割难舍的情结,不要拒绝它,要把它看成是一个有生命、有灵气的生命体,要用心跟它进行交流。”这大概也是此次磨刀带给我的最大收获。