Ti(CxN1-x)基金属陶瓷刀具材料的应用研发
2019-09-17文晓
文 晓
(厦门钨业股份有限公司技术中心,福建 厦门 361009)
1 前 言
在交通工具领域中,高温合金、钛合金、不锈钢、复合材料等难加工材料,需要大量的切削加工才能完成。硬质合金刀具以高效率、高速度、高精度和长寿命等特性,满足了飞机、汽车等关键部件的加工需求。在机械加工中,刀具材料的切削性能是决定加工效率、加工质量和加工成本的关键因素之一,因此,正确选用刀具材料至关重要[1, 2]。高速钢和硬质合金是目前使用最多的两种刀具材料。近年来,以硬质合金为材料的刀具占到了50%以上[3]。然而,钨资源在世界多数国家是比较匮乏的,研发不含钨或少含钨的刀具材料具有世界性的战略意义[4-7]。日本早在20世纪80年代就最先开展了碳氮化钛基陶瓷刀具的研制和应用。研究表明,金属陶瓷材料非常适合高端精密切削加工和近净成形加工,其应用范围正在不断扩大[8-10]。作为一种可部分替代硬质合金的刀具材料[11, 12],金属陶瓷材料正受到越来越多的关注,成为近年来研究的热点[13-16]。由于我国开展金属陶瓷刀具方面的研究与开发较晚,发展较为缓慢,产品质量水准及质量稳定性与国外产品差距较大,难以与国外同类产品相竞争。国家在《中长期科学和技术发展规划纲要(2006~2020)》中明确列出了高强超硬低成本碳氮化钛基金属陶瓷材料的研究与开发,可见对此材料的重视。
厦钨金属陶瓷材料产业化基地依托“厦门钨业技术中心”和“国家钨材料工程技术研究中心”平台,专注于金属陶瓷材料的研发、产品设计和应用拓展,建立了材料研发、产品设计、精益生产过程管理、产品质量控制和材料应用开发的科学体系。目前,基地已具备产值5000万/年的金属陶瓷材料产品生产能力。
2 Ti(CxN1-x)基金属陶瓷的优势
(1)资源优势 典型的Ti(CxN1-x)基金属陶瓷与WC-Co硬质合金的成分对比如表1所示。由表1可见,Ti(CxN1-x)基金属陶瓷的配比组分比WC-Co硬质合金更加复杂,主要组分TiCN的用量占到50%,相较WC-Co硬质合金极大地缩减了战略资源——钨的用量。众所周知,钛在地球上的贮量为钨的70倍,具有极大的成本和资源优势[2]。
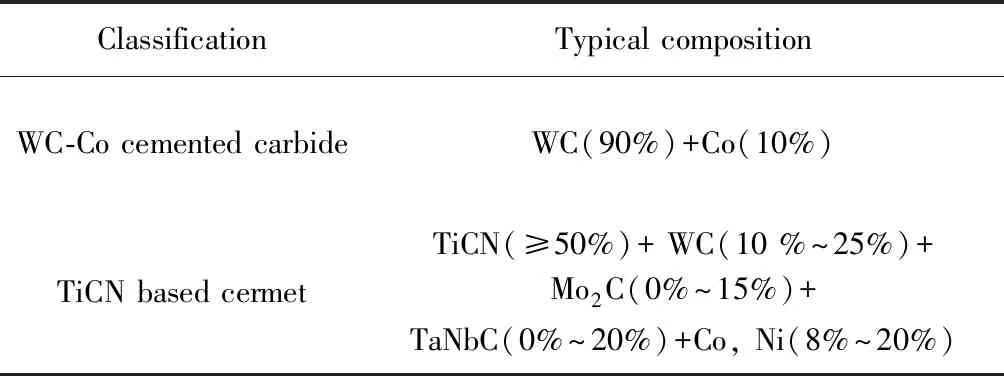
表1 典型的金属陶瓷与WC-Co硬质合金的成分对比
(2)加工优势 Ti(CxN1-x)基金属陶瓷材料摩擦系数低,抗粘结和抗扩散能力强,不易粘刀及产生积屑瘤,车铣削工件的速度可高出 1~3 倍,可大幅度提高加工效率、改善加工工件表面质量和加工精度。从图1可见,金属陶瓷具有独特的芯-壳显微结构,相成分组成非常复杂,金属陶瓷烧结过程中的冶金反应要比WC-Co硬质合金复杂得多,工艺控制难度很高,需要专门的制备设备和控制工艺,也正因金属陶瓷优异的使用性能和高难度的制备要求,使其产品附加值远高于硬质合金。
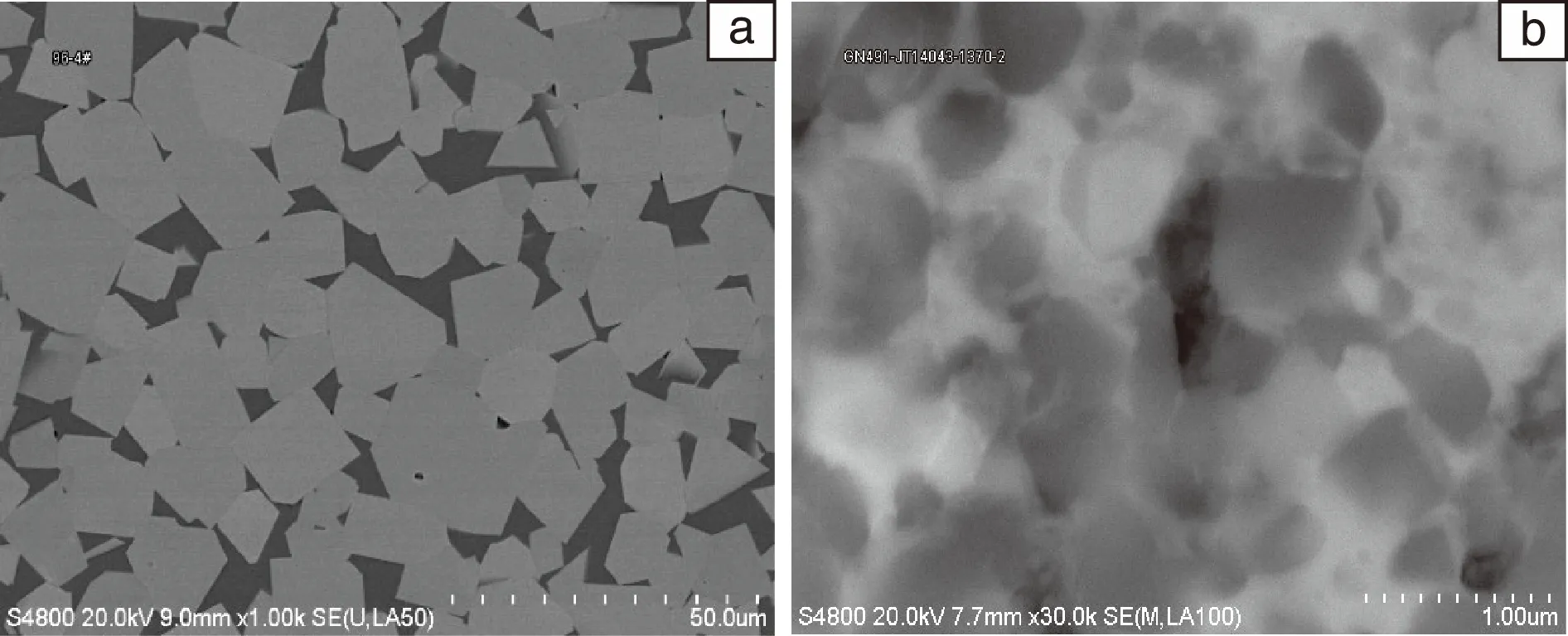
图1 TiCN基金属陶瓷与硬质合金的组织结构对比:(a)WC-Co硬质合金,(b)TiCN基金属陶瓷Fig.1 Comparison of microstructure between TiCN-based metals and cemented carbides: (a) WC-Co cemented carbide, (b) TiCN-based cermet
(3)性能优势 金属陶瓷兼具了陶瓷材料和金属材料的优点,具备陶瓷材料高耐磨性、高化学稳定性的优势,同时具备优秀的耐冲击性和抗破损性,能够满足现代金属加工中的复杂工况。
(4)前期基础 厦钨金属陶瓷研发团队,自2008年开始研制的多款牌号,尤其在材料成分和微观结构上进行了特殊设计,使得产品在钢、有色金属等加工过程中,达到了传统硬质合金刀具寿命的2倍以上,且加工终表面的光洁度得到了极大改善。目前产品广泛应用于汽车、3C行业、模具加工、航天材料、医用工具等高端领域,应用效果出色。

表2 厦钨自行研发的系列高性能金属陶瓷材料机械性能
3 Ti(CxN1-x)基金属陶瓷的技术瓶颈
Ti(CxN1-x)基金属陶瓷是在WC 基金属陶瓷和TiC基金属陶瓷基础上发展起来的一种具有更高强度、更高硬度以及更加优良的耐高温、耐磨性能的新型金属陶瓷。目前,金属陶瓷刀具的技术瓶颈主要是强度和韧性不足以及产业化质量不稳定。
金属陶瓷共经历了3代:第1代主要成分是TiC和Ni两相;第2代主要特点是通过Mo, Co的添加改善合金润湿,从而显著提升整体强韧性;第3代金属陶瓷是日本科学家通过复合碳化物和氮化物的添加,使其在红硬性、化学稳定性和耐用性方面有了显著提升,并极大拓展了应用范围[17-20]。表3为碳氮钛基金属陶瓷材料近20年来的研究进展。
厦钨于2010年申报立项,开始实施“高强度高韧性Ti(CxN1-x)基金属陶瓷刀具的研发与产业化”项目,重点任务就是要攻克Ti(CxN1-x)基金属陶瓷的技术瓶颈,以填补国家及福建省在该领域的空白。

表3 TiCN基金属陶瓷材料近20年研究进展
厦钨金属陶瓷研发团队,采用细化晶粒、优化成分、改善材料组织结构等措施,提升材料性能。同时,设计工艺技术路线,严格控制主要工艺流程:配料→球磨→真空干燥→加成型剂→制粒→压制→烧结→精加工。将每轮试验结果对原材料、成分配比、成型剂、球磨工艺及烧结工艺等主要工序进行数据反馈及工艺参数优化,以确定最佳工艺流程及工艺参数,并在此基础上确立工业化生产工艺流程及设备,以此来进一步突破金属陶瓷产业化生产中质量稳定性控制难等问题。
有研究表明,近年来Ti(CxN1-x)基金属陶瓷的强度得到不断提高,从700~800 MPa 提高到2000~2800 MPa。获得了比传统TiC基金属陶瓷更高的韧性和强度[33-35],见表4。
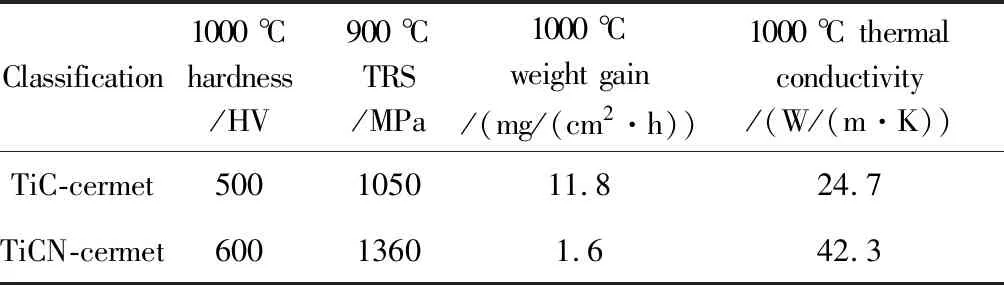
表4 Ti(C,N)和TiC基金属陶瓷高温性能对比[35]
4 Ti(CxN1-x)基金属陶瓷的应用
金属陶瓷刀具的不足之处主要是韧性不够高、切削刃抗塑性变形的能力不够强,因此不适用于粗加工,也不适用于淬硬钢和冷硬铸铁等硬脆材料的加工[1]。
Ti(CxN1-x)基金属陶瓷材料的特点主要包括耐高温、抗氧化、超耐磨、摩擦系数小、无需涂层和密度低等。耐高温,适宜干切,节约成本更环保;抗氧化,可实现高速加工,提高生产效率;超耐磨,使寿命延长;摩擦系数小,可实现被加工工件镜面效果;无需涂层,方便重复修整使用;密度低,使同样重量的材料可以做两倍数量的终端产品,是一种资源经济型材料。可以实现在精加和半精加领域的高寿命、高效率和高表面光洁度加工,具体应用加工领域见表5。

表5 TiCN基金属陶瓷的适合加工领域
×:inappropriate ○:suitable ◎:fit well
P-steel,M-Stainless steel,N-nonferrous metal,H-hardened materials,S-hard to process materials
金属陶瓷材料产业化基地自筹建以来,自主开发了系列牌号的高性能金属陶瓷材质,其组织结构特征如图2所示。其中,GN491牌号适用于硬度低于HRC40的碳钢、低合金钢、不锈钢、铝合金等材料的精加工、半精加工,连续车削、铣削和开槽加工,尤其擅长铝合金的高精表面加工,高耐磨性,高表面光洁度,高切削效率;GN391牌号具有优良的耐磨性和韧性,易于磨削加工成型刀具产品;GN431牌号适用于不锈钢和硬度在50-60HRC的高硬钢的精加工和半精加工,可适应复杂工况大余量加工冲击;GN251牌号的耐高温性能出色,化学稳定性尤其优异,适于高速切削和大余量加工。
目前,Ti(CxN1-x)基金属陶瓷已基本替代了TiC基金属陶瓷,得到了广泛应用。Ti(CxN1-x)基金属陶瓷材料所衍生出来的产品主要涉及数控刀片、轴承成型刀片和整体铣刀类产品等,如表3所示。其中数控刀片是金属陶瓷材料最成熟的应用,种类涉及车刀、铣刀、螺纹刀和切槽刀等等。但该领域由于国外品牌进入较早,目前在国内市场占有率上处于优势地位,近年来,国内品牌也开始强势崛起。
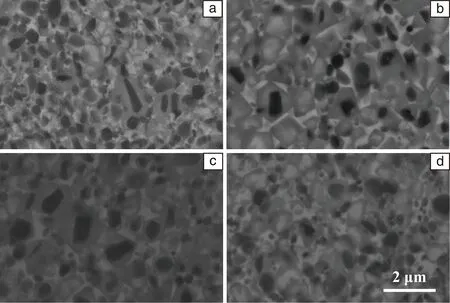
图2 厦钨Ti(C, N)基金属陶瓷材质组织结构照片:(a)GN491,(b)GN391,(c)GN431,(d)GN251Fig.2 Microstructure of Ti(C,N)-based cermets made by Xiamen Tungsten Co., LTD: (a) GN491, (b) GN391, (c) GN431, (d)GN251

图3 厦钨研发的数控刀片材质及加工实例Fig.3 Products derived from TiCN-based cermet materials
轴承成型刀是金属陶瓷材料最好的应用之一,用于轴承套圈的成型加工,被加工材料主要为GCr15,材料硬度HRC24-28,硬质合金材料无法适应其更高表面光洁度和更长使用寿命的要求。厦钨研制开发的Ti(CxN1-x)基金属陶瓷系列轴承加工刀片GN491,每刃加工件数可达472件,刀片寿命超出同类企业20%以上,见图4。
金属陶瓷整体铣刀和镗、铰刀具系列,拥有不需涂层、高转速、小余量、高耐磨性、高寿命、高效率、高表面光洁度等特点。正好符合模具加工领域所需的中高转速、小余量加工要求。厦钨使用Ti(CxN1-x)基金属陶瓷制造的整体铣刀加工HRC25的45#钢和HRC35的P20模具钢,刀具寿命是常规硬质合金涂层刀具的3~5倍,且被加工件表面光洁度效果良好,如图5所示。

图4 厦钨研发的轴承加工刀片材质及加工实例Fig.4 Products derived from TiCN-based cermet materials

图5 金属陶瓷整体铣刀加工表面效果Fig.5 Machining surface effect of cermet end mill
5 国产化路线
作为一种新兴资源经济型切削工具材料,Ti(CxN1-x)基金属陶瓷刀具产品得到了市场很好的认可,但日本、韩国等国的企业进入较早,市场占有率和客户认可度较高,且价格便宜,因此国内企业要想进入有很大难度,简单地降低价格并不利于该产品的良性发展。
根据国家统计局中国机床工具工业协会工具分会统计数据,2018年中国刀具行业总体规模为400亿RMB,图6所示。其中金属陶瓷材料的市场份额仅占2%,约为8亿RMB,如表6所示。该数值在欧美、日韩等发达国家,比例达到20%~25%[3],因此,金属陶瓷材料产品在国内市场有很大的成长空间。设计Ti(CxN1-x)基金属陶瓷刀具领域的国产化路径势在必行。
厦钨通过创建金属陶瓷材料产业化基地,致力于国内金属陶瓷材料及其刀具系列产品的研发设计和生产制造全流程的设计。目前该基地拥有从湿磨、喷雾干燥、精密压制到气氛和压力控制烧结的全套金属陶瓷材料生产设备,以及端面磨、无心磨、4~6轴工具磨床等先进金属陶瓷材料加工和刀具制造设备。同时,在生产过程中的各个关键工序控制点,拥有从材料成分分析、机械物理力学性能检测到微观组织结构表征(SEM、EPMA和TEM等)的国际一流水平分析测试设备。

图6 2015~2018年度中国刀具行业总体规模分析Fig.6 Analysis of the market of domestic tool industry in 2015~2018

ClassificationMarket share/Billion yuanRatioHigh-speed steel2050%Cemented acabide1845%Cermet0.82%Ceramic0.41%PCD/PCBN0.82%Domestic tool industryoverall scale of 201840100%
同时,通过金属陶瓷整体刀具的应用开发,积极培育潜在的高性能金属陶瓷棒材产品客户,拓展全流程过程产品的市场和销售。
历经10年研发,厦钨在金属陶瓷整体刀具的设计、磨削工艺开发、产品应用和市场推广等方面不断突破瓶颈,已掌握核心专利2项、技术诀窍26个,对牌号设计、产品组织结构、核心工艺参数等关键技术形成了充分的保护。现有牌号金属陶瓷产品在国内同类产品中处于领先地位,性价比高,具有较强的市场竞争力。
6 结 语
厦门钨业技术中心长期聚焦于钨、钼、稀土和能源新材料领域的应用技术开发和共性基础理论研究,面向集团企业和全行业提供技术服务和成果转化。2007年筹建的国家钨材料工程技术研究中心,2010年通过科技部验收,是国内钨材料领域唯一的国家级工程技术研发与产业化转化平台。长期坚持对技术研发的稳定投入,每年以不低于销售收入的3%作为技术研发费用,见图7。
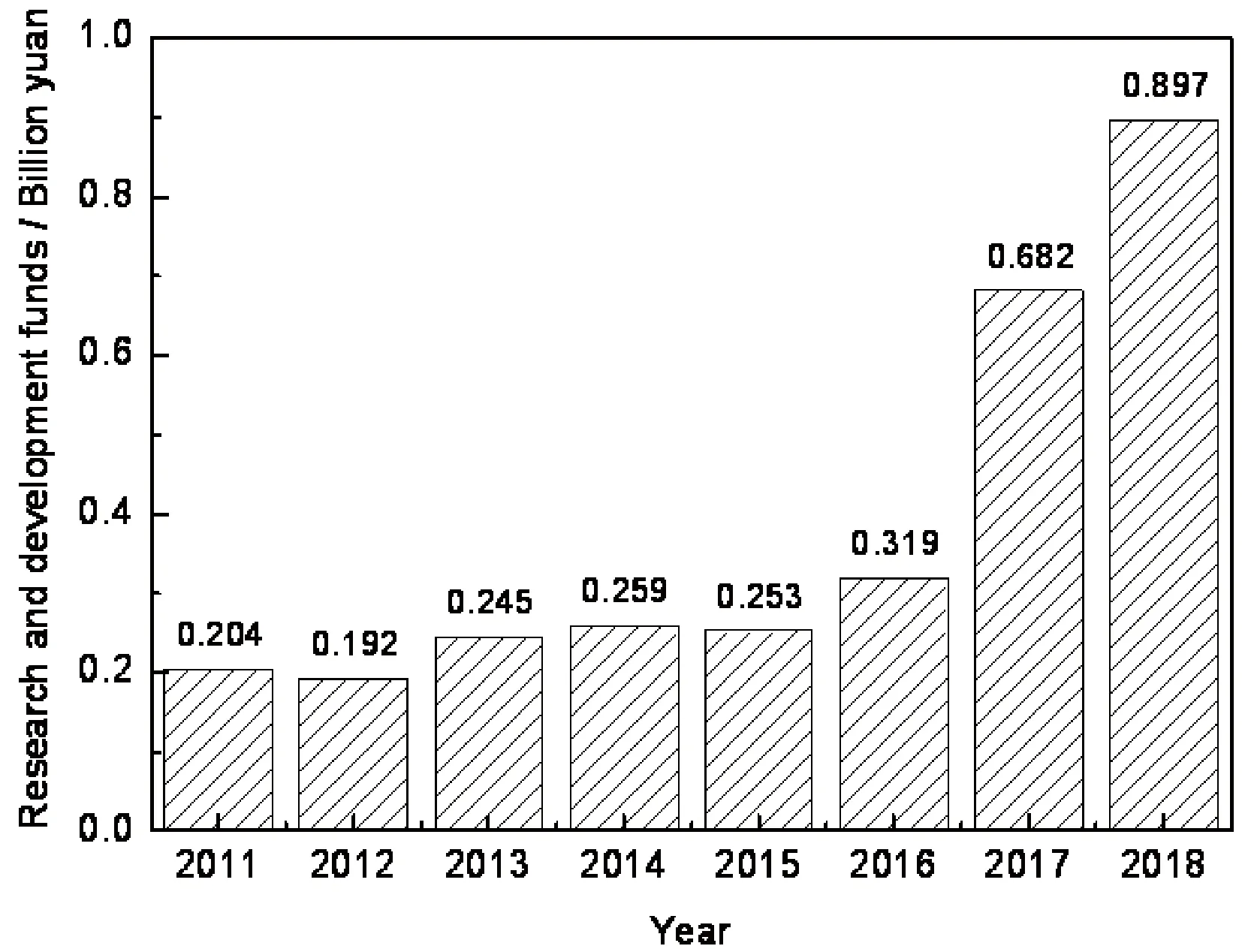
图7 厦钨历年的研究开发经费趋势图(单位:10亿元)Fig.7 Research and development funds for Xiamen Tungsten Co., Ld. in the past years ( unit: billion RMB)
Ti(CxN1-x)基金属陶瓷材料尽管在刀具材料市场尚属于小众产品,但因其特点鲜明而潜力无限,并且是国家鼓励发展的新材料之一,同时基于厦钨的技术和人才支撑、充足的经费保障,相信小产品终会有大市场。