响应面法优化红果参油的提取工艺
2019-09-13陈晓娟陈聪颖谭丽彬顾仁勇
陈晓娟,陈聪颖,谭丽彬,李 佳,顾仁勇
(吉首大学 化学化工学院,湖南 吉首 416000)
红果参[Campnumoea lancifolia ( Roxb.) Merr]系桔梗科多年生草本长叶轮钟草。其味甘、微苦,性平;具益气补虚、祛瘀止血功效[1];红果参果实营养丰富,尤其是VC和Ca、P等元素较为丰富[2]。随着有关红果参中多糖、黄酮类化学物的提取及抗氧化的研究报道[3-4],红果参的开发利用也日益受到人们重视,在湖南湘西地区和云南曲靖地区已经开展了红果参的人工种植。功能性油脂是一类具有特殊生理功能的油脂,对人体有一定保健功能和药用功能,尤其对预防高血压、心脏病、癌症等有积极作用,主要是由于其含有多不饱和脂肪酸和磷脂[5-7]。通常,由植物的果实、种子等提取出的油脂称为天然植物油脂[8],近年来,从常见的植物如菜籽、棕榈、大豆和花生等的研究不断见诸报道[9]。它是功能性油脂的主要来源,如枸杞籽油、亚麻籽油、葡萄籽油等,其中均含有大量的亚油酸,油茶籽油中油酸含量超过70%[10]。现今充分利用植物油脂的天然无毒性开发各种功能性食品和保健品既顺应时代的发展又满足了人类对天然产品返璞归真的渴望[11-12]。
本文研究了红果参油的提取工艺,优化提取条件,开发出新资源产品,为红果参这一新型特色水果资源的综合开发利用提供试验基础及理论依据。
1 材料与方法
1.1 材料与试剂
红果参:曲靖万远中药材种植合作社提供的成熟新鲜果实,经粗破碎后在恒温干燥箱中60℃烘干备用;石油醚(b.p 60~90℃,分析纯):成都金山化学试剂有限公司。
1.2 仪器与设备
KM-410A超声波清洗机:广州市科洁盟实验仪器有限公司;101-2AB型电热鼓风干燥箱:天津市泰斯特仪器有限公司;FW80高速万能粉碎机:天津市泰斯特仪器有限公司;JA2003电子天平:上海舜宇横平科学仪器有限公司。
1.3 试验方法
1.3.1 红果参油的提取方法
取适量新鲜红果参,经粗破碎后于60℃恒温干燥箱中干燥8~10h,然后用粉碎机粉碎至80目。称取所需量并粉碎物料,分装于烧杯中,加入石油醚,于超声功率为240W的超声波清洗机中调定适宜条件后进行提取,抽滤,滤液于100℃恒温水浴蒸发溶剂,最后将样品放置于干燥箱中80℃干燥,冷却后称粗油重[13]。按下式计算红果参提取率(%):
提取率(%) = 红果参油的质量(g)/干燥红果参原料质量(g)×100
1.3.2 单因素试验
采用单因素试验法,以提取率为指标,初步优选料液比、超声处理温度、超声处理时间三个因素的最优条件。三因素的水平如下:
料液比:1∶3、1∶4、1∶5、1∶6、1∶7(g/mL)
处理温度:30、40、50、60、70 (℃)
处理时间:20、30、40、50、60 (min)
1.3.3 响应面优化试验[14-15]
在单因素试验基础上,根据Box-Behnken 中心组合设计原理,选取料液比、超声温度、超声时间为考察因素,以提取率为响应值,进行中心组合试验设计,优选红果参油提取的工艺参数。
2 结果与分析
2.1 单因素试验结果
2.1.1 料液比对提取率的影响
固定超声处理温度50℃,处理时间40min,料液比分别为1∶3、1∶4、1∶5、1∶6、1∶7g/mL,按照1.3.1所述方法提取红果参油,不同料液比所得提取率见图1。
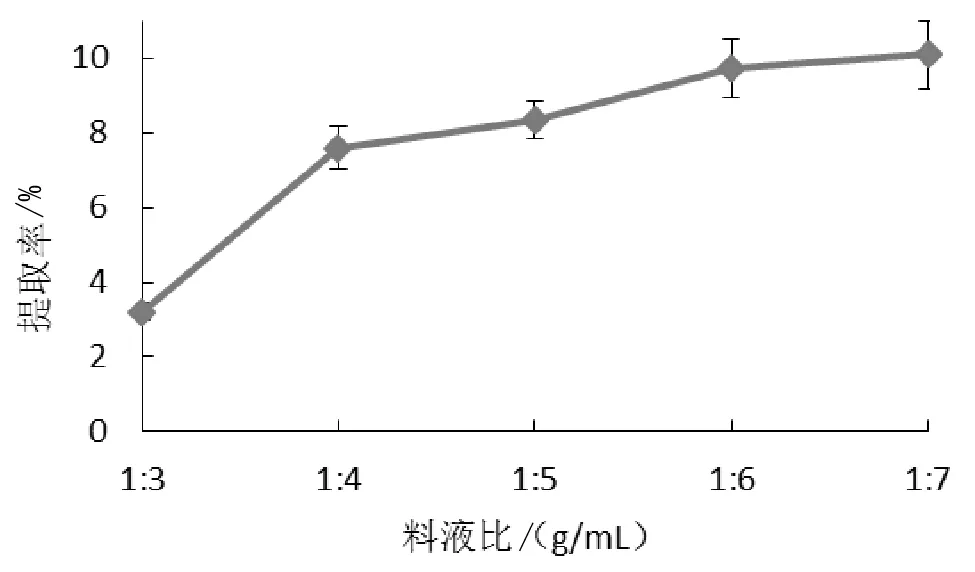
图1 料液比对提取率的影响Fig.1 Effect of material -water ratio on Hong Guo Ginseng 0il yield
由图1可见,随着溶剂用量(料液比)加大,红果参油提取率逐步增加,料液比由1∶3(g/mL)增大至1∶6(g/mL)时,提取率由3.21%增加到9.2%。再继续增大溶剂用量,提取率增加不明显。导致这种现象的原因是当溶剂用量较小时,与底物接触不充分,导致提取效果较差。当溶剂量的增大到一定值时,溶剂与底物达到充分接触,即便再增加溶剂作用效果已不明显。综合经济成本与提取率,料液比为 1∶6(g/mL)最适宜。
2.1.2 超声处理温度对提取率的影响
选择料液比1∶6(g/mL),固定超声时间40min,超声温度分别为20、30、40、50、60℃,按照1.3.1所述方法提取红果参油,不同温度下提取率见图2。
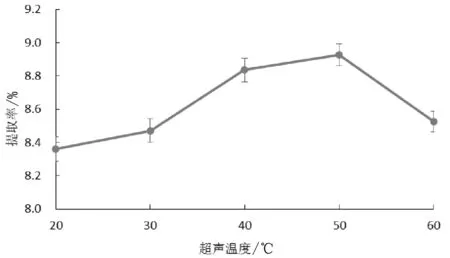
图2 超声处理温度对提取率的影响Fig.2 Effect of ultrasound treatment temperature on Hong Guo Ginseng 0il yield
由图3可见,随超声处理温度升高,红果参油提取率呈现先增大后减少的变化趋势,超声温度为50℃时提取率最高,达到了8.92%。当超声处理温度较低时,分子扩散运动能力较小,物料的空化作用不够完全,影响油脂提取率;而当温度高于 50℃ 后,此时接近石油醚的初始沸点,且物料略有糊化而造成提取率降低。综合经济成本,选择超声处理温度为 45℃为宜。
2.1.3 超声处理时间对提取率的影响
选取料液比1∶6(g/mL)、超声温度 45℃,超声处理时间分别为30、40、50、60、70min,按1.3.1所述方法提取红果参油,不同提取时间的提取率见图2。

图3 超声波处理时间对提取率的影响Fig.3 Effect of ultrasound treatment time on Hong Guo Ginseng 0il yield
由图3可见,随着超声时间的延长,红果参油提取率不断提高。超声时间由30min增加到50min时,提取率由8.95%增加到10.44%,超过50min后,提取率增加不明显。这是由于超声波作用在开始阶段对红果参细胞膜的破碎作用较大,溶出物多,得率不断升高,当溶解度达到饱和时,有效成分不再溶出,故选择超声处理时间为50min最佳。
2.2 响应面优化试验结果
2.2.1 试验方案与结果
根据Box-Benhnken 中心组合试验设计原理,在单因素试验基础上,选取料液比(A)、超声温度(B)、超声时间(C)为考察因素,以红果参提取率(Y)为响应值,进行 Box-Benhnken 中心组合试验,因子水平编码见表1,试验方案及结果见表2。

表1 因素水平表Table 1 Experimental variables and levels
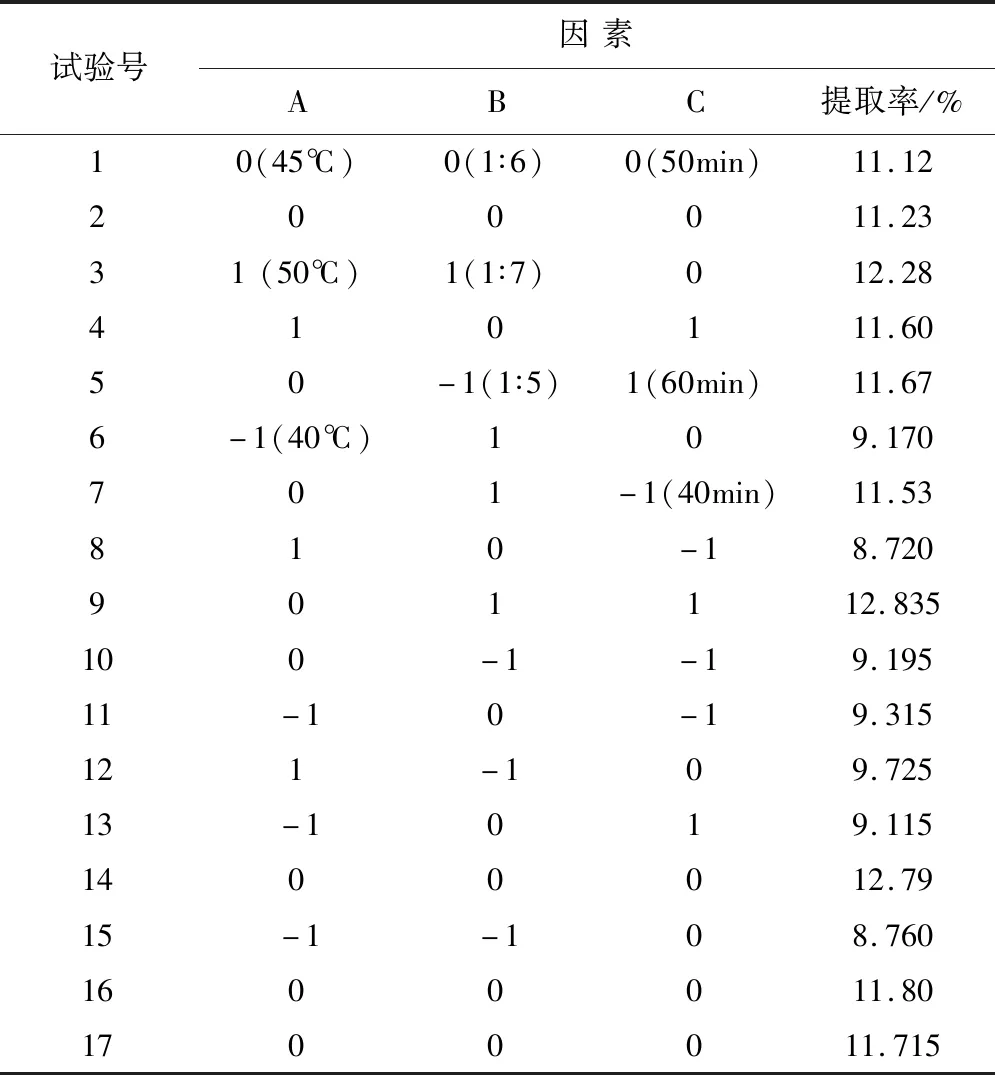
表2 试验设计及结果Table2 Experimental design arrangement and results
2.2.2 模型建立与方差分析
采用Design-Expert 8.0.6软件对17个试验点的提取率进行回归分析,得到红果参油提取得率的回归方程为: 提取率(Y)=-96.67+4.79A-62.80B-0.076C+3.76AB+0.015AC-1.03BC-0.067A2-73.33B2-3.60×10-3C2对回归模型进行方差分析,结果见表3。
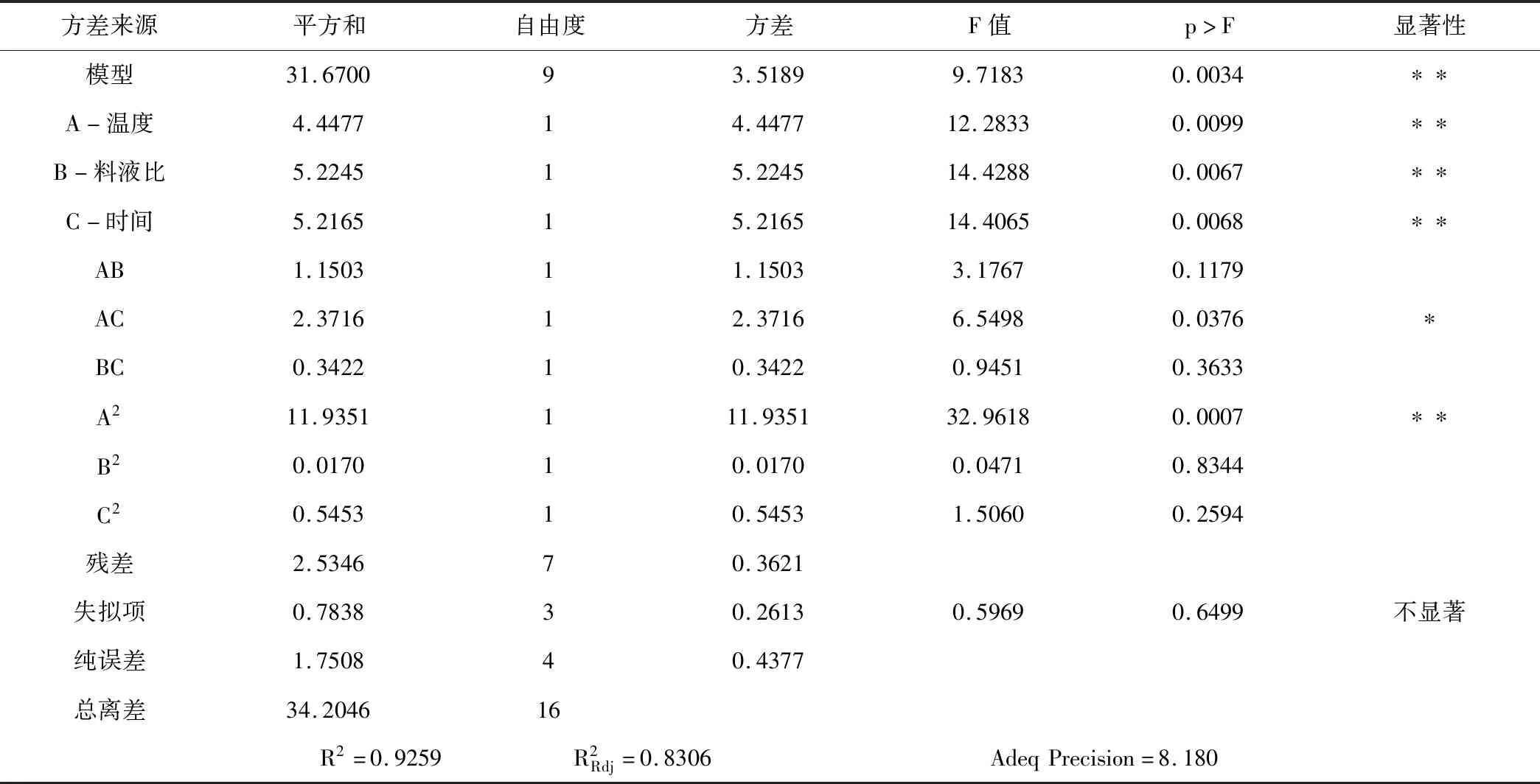
表3 方差分析表Table 3 ANOVA for the regression response surface model
注: *为显著( p<0.05),**为极显著( p<0.01)。
由表3可见,所得二次方程模型极显著(P<0.01),失拟项不显著(P>0.05),表明回归方程具有显著意义。回归决定系数 R2=0.9259,说明响应值的变化有 92.59% 来源于所选因子变化,拟合程度好,模型能够较好的描述红果参油提取试验结果,能很好地对响应值进行预测。精密度(Adeq Precision)值大于4.0视为合理,本试验精密度为8.180,表明其为一个适宜的信号[16-17]。从方差分析结果可知,因素A(超声温度)、B(超声时间)和C(料液比)对提取率具有极显著的影响(P<0.01);二次项A2对响应值曲线效应影响极显著(P<0.01);交互项AC对响应值影响显著(P<0.01),AB和BC影响不显著(P>0.05),表明超声温度与超声时间对提取率具有协同作用,超声温度与料液比、料液比与时间的交互作用均较弱;由各因素 F 值可以得出,三个因素对提取率影响的主次顺序为:料液比> 超声时间>超声温度。
2.2.3 因素交互效应分析
为考察因素对红果参油提取率的交互效应,采用降维分析得回归方程如下:
YAC=-96.67+4.79A-0.076C+0.015AC-0.067A2-3.60×10-3C2
YAB= -96.67+4.79A-62.80B+3.76AB-0.067A2-73.33B2
YBC= -96.67-62.8B-0.076C-1.03BC-73.33B2-3.60×10-3C2
依据回归方程作交互因素的响应面和等高线图见图4~图6。
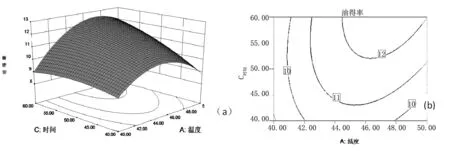
图4 超声温度和超声时间影响提取率的响应面(a)及等高线图(b)Fig.4 Response surface(a)and contour line(b)of material -water ratio and ultrasound time to Hong Guo Ginseng 0il yield
响应面图坡度大表明因素对响应值影响大,等高线密集呈椭圆形表示两因素交互影响较大,而坡度平缓、等高线呈圆形则与之相反。图4可看出,响应值(提取率)沿A (超声温度)方向移动的响应面坡度明显要比沿C(超声时间)方向更加陡峭,等高线更加密集,表明超声时间对响应值的贡献更大。等高线的形状接近椭圆,表明两因素的交互作用较强,结果与方差分析结果一致,也即超声温度和超声时间对红果参油提取效果存在明显的协同效应。

图5 超声温度和料液比对红果参油提取率的响应面(a)及等高线图(b)Fig.5 Response surface(a)and contour line(b)of ultrasound temperature and material -water ratio to Hong Guo Ginseng 0il yield
图5可看出,响应值(提取率)沿A (超声温度)方向移动的响应面坡度明显要比沿B(料液比)方向更加陡峭,等高线更加密集,表明超声时间对响应值的贡献比料液比更大。等高线的形状接近圆形,表明两因素的不存在明显交互作用。
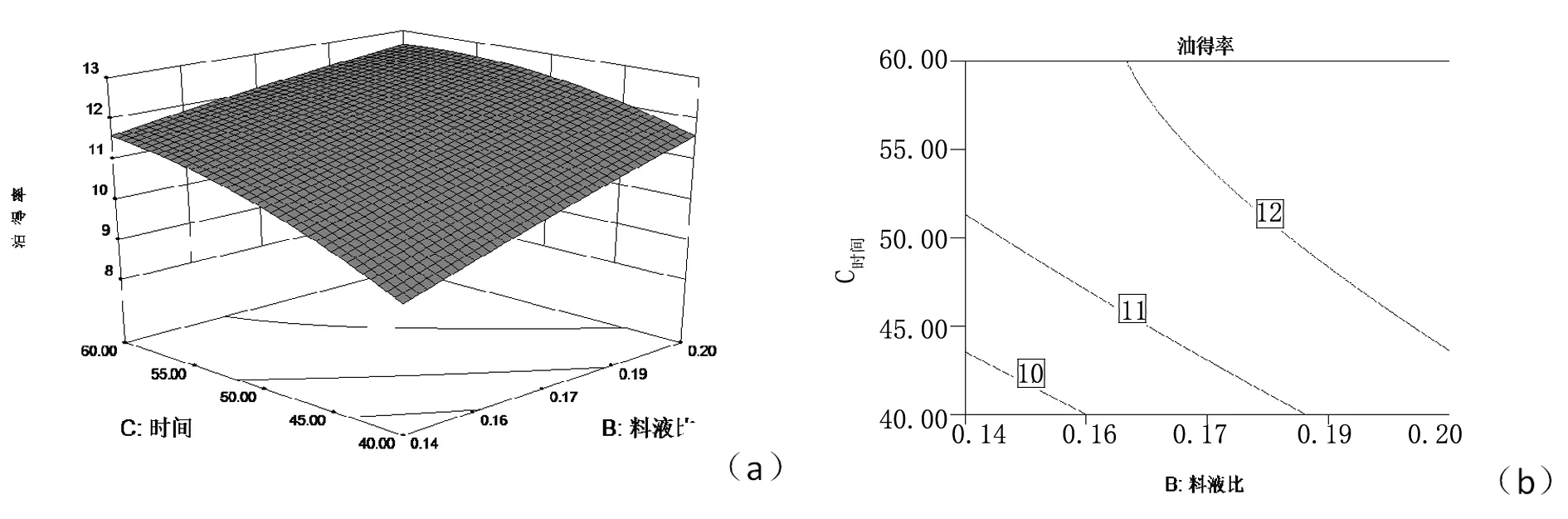
图6 料液比和超声时间对红果参油提取率的响应面(a)及等高线图(b)Fig.6 Response surface(a)and contour line(b)of material -water ratio and ultrasound time to Hong Guo Ginseng 0il yield
由图6可看出,响应值(提取率)沿B (料液比)方向移动的响应面坡度与沿C(超声时间)方向接近,等高线密集程度基本一致,表明料液比和超声时间对响应值的贡献相当。等高线的形状接近圆形,表明两因素不存在交互作用。
2.2.4 最优条件的求解及验证试验
采用Design-Expert 8.0.6对回归方程进行数学处理,分析得到最优响应值时各因素取值为:超声温度45.78℃,料液比1∶5(g/mL),超声时间为58.44min,此时提取率的模型理论预测值为12.878%。考虑实际可操作性,选定优化工艺条件参数为超声温度46℃,料液比为1∶5,超声时间为58min。
以优化后的工艺条件进行红果参油提取的验证试验,三次平行试验所得提取率的平均值为12.2%,与模型理论预测值误差在 1% 以内,表明优化得到的工艺参数准确可靠。
3 结论
采用Box-Behnken试验设计,以提取率为响应值,优化超声波辅助溶剂法提取红果参油的最佳工艺。料液比、超声时间和超声温度对提取率均存在极显著影响,且3个因素的影响顺序为料液比>超声时间>超声温度与超声时间之间存在明显的交互效应。通过回归优化及验证试验所得红果参油的最佳提取工艺为:超声温度46℃,料液比为1∶5,超声时间为58min,以此工艺处理提取率为12.2%。此工艺为红果参这一野果的综合开发利用提供了指导方向,具有较高应用价值。
