X6132C万能铣床的PLC改造
2019-09-11薛晓勋
薛晓勋
(广东富华重工制造有限公司,广东江门 529700)
1 存在的问题
车间1 台齐齐哈尔二机床(集团)有限责任公司制造的X6132C 万能铣床(图1),投入运行时间将近20 年,由于常年频繁使用,故障率较高。查阅该台设备iEAM 系统显示的维修记录发现,近半年以来由于电气故障导致的停机次数是11 次,总维修时间是29.23 h,平均修复时间(MTTR)为2.66 h,大大超过部门要求的MTTR≤1.5 h 的考核目标。此台万能铣床沿用传统的继电器、接触器控制,电气柜内线路凌乱,很多线号标识已经看不清楚,检修比较麻烦,考虑到其机械方面仍有较高的使用价值,决定对该台设备的电控部分进行PLC 改造。
2 改造措施
铣床原有的基本控制要求不变,例如主轴正反转、主轴点动、主轴制动及上刀、顺序控制(主轴旋转后工作台才可以工进)、两地控制、电气联锁保护、冷却泵选择等。为了操作方便以及便于维修人员进行现场故障诊断,加装有主轴电机、走刀电机、水泵电机过载报警蜂鸣器,主轴启动、停止和工作台快速走刀均有相应按钮指示灯。生产管理方要求有圆工作台功能,装上回转圆形工作台后可以铣弧形槽。设计时选用三菱公司的FX3u-32MR/ES 型PLC,该款PLC 共有32 个I/O 点,其中16 个输入点,16 个输出点。具体的I/O 分配见表1。
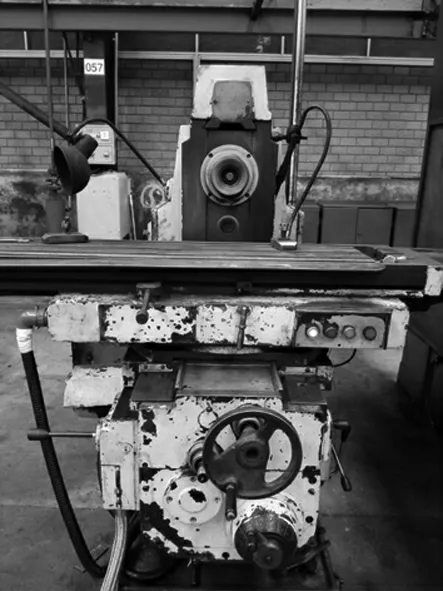
图1 X6132C 万能升降台铣床
该设备电气控制柜由左、右两部分组成,分别用主柜、副柜表示(图2)。接线可以大致分为侧面操作面板、铣床主柜、铣床副柜、工作台部分、XT3 线排、PLC 接线。
PLC 梯形图程序用GX Developer 软件编写。主轴电机正反转与主轴点动、主轴上刀、主轴刹车设计有电气互锁,走刀电机正反转亦有电气互锁。主轴电机、走刀电机、水泵电机过载时会有报警指示。主轴启动、主轴停止、快速走刀设计有相应的指示灯,可以显示出对应的工作状态。
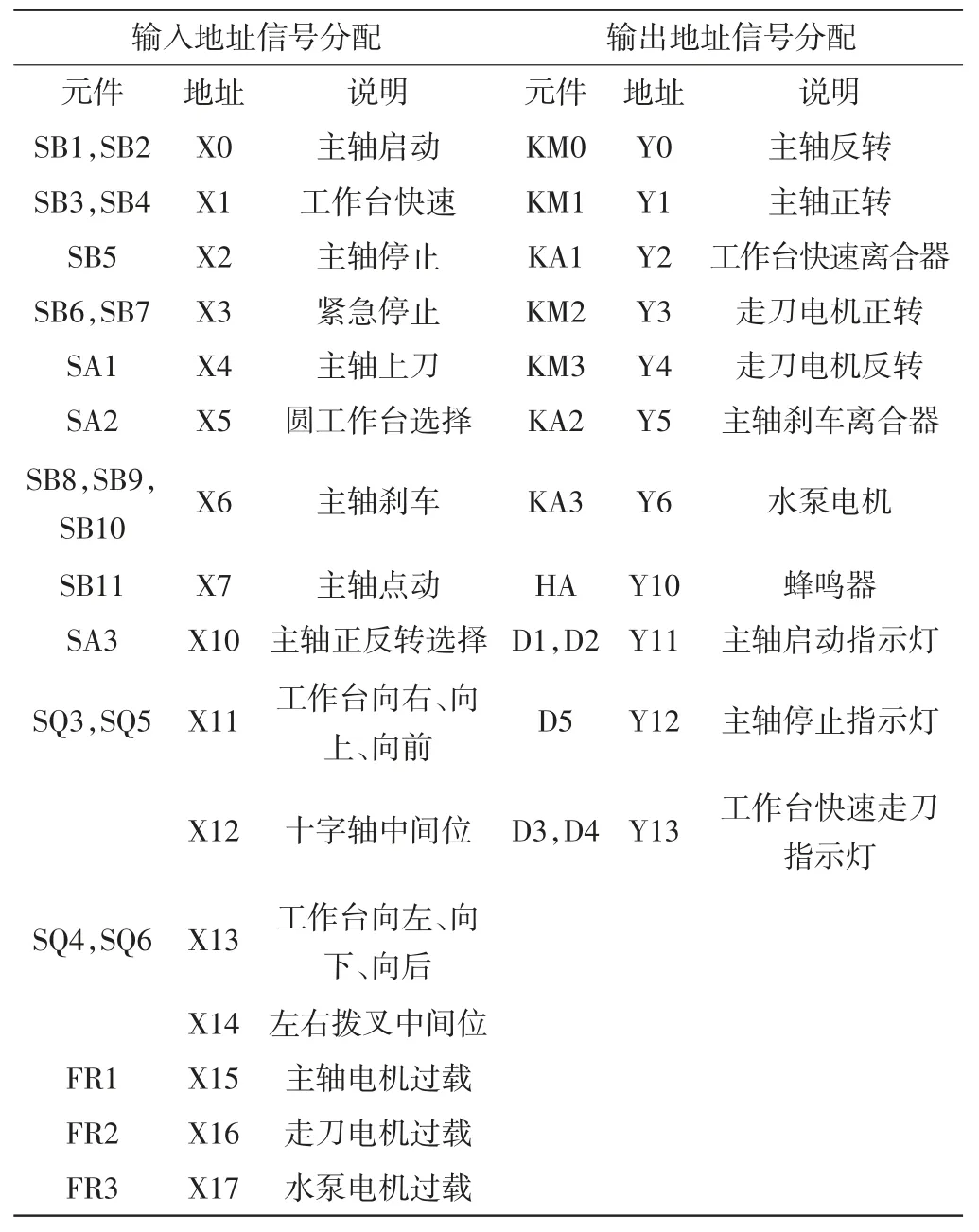
表1 输入、输出信号地址分配
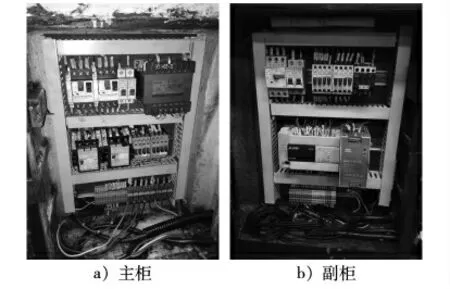
图2 设备电气控制柜
3 改造效果
按照接线图接好线路,测量主回路及控制回路、DC 24 V无短路、接地情况就可以通电试机,在确保主轴、工作台各部位动作稳定可靠运行后方可交付生产使用。实践证明,X6132C 万能铣床的控制线路经过PLC 改造后运行状况良好,提高了此台设备电气控制系统的工作性能,极大的方便了故障的诊断与维修,对降低设备平均维修时间(MTTR)具有较大的应用价值。
