一体成型技术在服装中的应用与发展
2019-09-10罗晓菊


摘 要:一体成型服装比常规缝纫服装更加舒适、美观,且生产过程具有损耗少、效率高等特点,一直是服装领域研究的热点。回顾了4种主要的一体成型技术在服装生产中的应用与发展历程,从最早的模压成型生产罩杯技术,到目前蓬勃发展的两种针织技术(无缝内衣和全成型毛针织),以及初见端倪的3D打印服装技术。了解一体成型技术的起源与应用现状有助于推动服装设计创意与技术的融合,促进服装技术的创新发展和新技术在服装设计中的应用,推动未来服装产业的变革。
关键词:服装;无缝技术;模压成型;针织;3D打印
中图分类号:TS941.64
文献标志码:A
文章编号:1009-265X(2019)03-0056-06
Application and Development of Integrated MoldingTechnologies in Garment Production
LUO Xiaoju
(School of Design and Textiles, Jiaxing Vocational Technical College, Jiaxing 314001, China)
Abstract:Integrated molding garment is more comfortable and fashionable than conventional garment, and its production process is characterized by little loss and high efficiency. It has been a hot topic in the field of clothing research. The application and development history of four main integrated molding technologies were reviewed, ranging from early compression molding technology for cup production to two booming knitting technologies (seamless underwear and full molding wool knitting), and the emerging 3D printing clothing technology. Understanding the origin and application status of integrated molding technologies contributes to promoting integration of garment design creativity and technology, facilitating innovative development of garment technology and application of new techniques in garment design, and driving the reform of garment industry in the future.
Key words:garment; seamless technology; compression molding; knitting; 3D printing
服裝在加工过程中需要进行拼接缝合,拼接缝合不但消耗了材料资源,浪费了时间,同时也会增加拼接处的硬度,对穿着后的行动造成不便,对服装美观性也有所影响。“一体成型服装”也叫“全成型服装”,其生产采用低耗损或零耗损的方式拼接,一次性成型。设计者们仅需要在一体成型设备操控的电脑前,轻触屏幕,设置技术参数,就可以制作出各式各样的成衣,大大减少了裁剪缝合时间,节省了材料,有利于缓解服装行业劳动密集型企业的用工压力。从消费价值来看,无缝服装在舒适性、无挤压感、轻便、透气、美观性等方面具有明显的优势。目前,设计者们正在努力通过加强相关技术设备的发明和新材料的应用等方面来提升无缝服装的时尚价值和商业价值[1-2]。
本文主要回顾4种一体成型技术在服装生产中的发展历程和现状,包括模压成型制备罩杯技术,针织圆机制备无缝内衣技术,电脑横机制备全成型毛针织服装技术,以及3D打印服装技术,通过了解服装技术的发展状态,促进服装产品的科技创新。
1 模压成型罩杯
采用模压成型技术可以把平面的坯布制成具有立体效果的罩杯。该技术起源于美国,最早可以追溯到1887年,在醋酸纤维发明前,大多数的成型都是在热固型材料上进行的。因此,该技术是一种将高分子材料在模具内加热、加压的成型技术,形成的罩杯成为一体结构,避免了拼接问题,光滑、无缝的罩杯形态避免剖缝结构对杯体产生的压力,具有更良好的穿着舒适性。1949年,Bihaly[3]在专利中公开了一种利用热塑性醋酸纤维与非热塑性纱组合制作罩杯的成型方法,被称为Bihaly专利。随后,Shearer[4]也做了类似的罩杯成型研究,比Bihaly专利在成型过程更自动化。1963年,美国专利中首次报道了用蕾丝面料装饰的模压一体成型文胸[5],标志着模压罩杯技术的成熟。
国内对模压成型罩杯研究的起步较晚,始于20世纪90年代。近十年才开始对模压成型罩杯进行深入研究,在成型效果、水洗效果等性能方面进行改进,包括衬垫材料[6],生产工艺[7],模压罩杯的性能[8-9]的全面研究,使罩杯的模压成型技术日趋成熟。
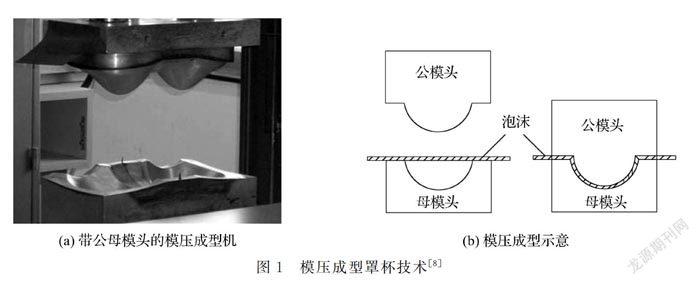
模压成型罩杯技术如图1,目前衬垫材料使用的主要是聚氨酯泡沫,其成型装备和成型示意图如图1(a)、图1(b)所示,将聚氨酯发泡板置于固定的母模头上,在温控器的控制下,将模具头加热到预定的温度,然后通过压缩空气垂直压下公模具头,成型后自动释放。
这种模压成型方法直接由模具尺寸和形态来生产,生产效率高。该技术的关键是控制模压成型参数,Wu等[10]采用反应曲面分析法(RSM)分析成型因素对模压罩杯形状的影响,并且得到了一个二次多项式预测模型。
Y=β0+∑βiXi+∑βiiX2i+∑βijXiXj+ε
式中:Y为响应结果(这里为设计形状与实际成型的一致率),β为拟合系数,X为影响因素(成型温度、时间和模头尺寸大小),ε拟合误差。
通过该模型预测得到,在温度200 ℃,模压时间140 s,36C模头的成型一致率最高,达到83%。另外,徐瑶瑶等[11]采用三维扫描仪获取模杯的点云数据,用逆向工程软件进行实体模型构建,获得控制文胸模杯曲面形态的特征曲线,实现模杯的直接设计。随着女性对曲线美与舒服性要求的提高,基于精确模杯曲面形态特征的提取和重构,实现个性化模杯定制具有广阔的市场前景。
2 圆机制备无缝内衣
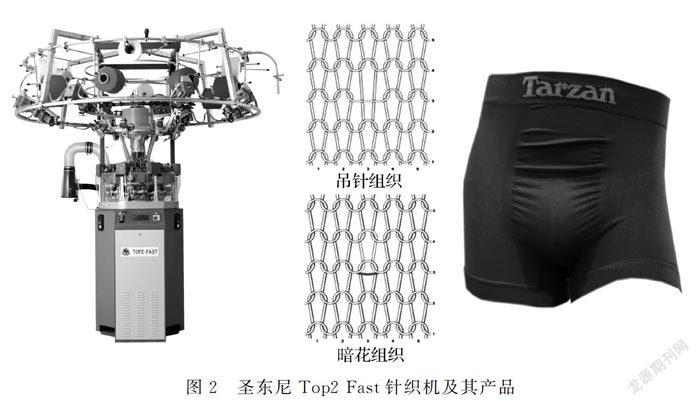
无缝内衣技术主要指采用最小的接缝数量,颈、腰、臀等部位无需接缝一次成型,胸部、腰部、肩部的余量通过添加不同的组织结构进行消除。该技术源自袜机,早在1978年,Johnson[12]在专利中描述了一种用圆袜机制造无缝内裤的方法,该内裤由横、纵向交错编织的前后两幅片组成,后片纵向较长,且比前片更厚实,前后幅片中间由回旋编织的裤裆闭合,纵向延伸的布边与袜翻口形成腿部开口。1984年,意大利胜歌(Sangiacomo)公司申请了一项无缝内衣针织机的专利,并与一家以色列公司合作制造了无缝内衣针织机的样机[13]。该公司2004年加入Lonita公司[14],目前主要机型为JUMBO型单针筒无缝成形针织机,可根据不同的原料编制单层和双层的腰边,可生产同一线圈中横列中多个颜色提花和底色组织。1988年,Lonita公司发明了第一台无缝针织机,当时圣东尼(Santoni)就是Lonita公司无缝针织机研发小组的研发者和负责人。至今,他们依然是无缝针织机器的领跑者,圣东尼拥有最宽的8路到12路的无缝全成型机型[15],其中Top2 Fast是其最新的一款高速单面电子提花针织圆机,具有8路喂纱系统,每路2只16级选针器,每两只选针器控制1路喂纱系统,成圈三角由步进马达控制,可在程序指令下自动调节线圈密度。具备3功位或者二功位+1个色纱编制技术,可编织平针、提花、浮线、集圈、假罗纹、吊针、浮线添纱花型及橡筋衬垫等组织。哈夫盘上的哈夫针可实现自动扎口,高锤沉降片在程序指令下可实现面料局部毛巾组织的编织。程序控制无级变速,可在机器运转中随意设定转速。该设备不仅可用于生产内衣、运动装,还能生产针织外套,图2为圣东尼Top2 Fast无缝针织圆机及其产品,代表着目前无缝针织圆机领域的最先进技术。另外还有一家德国Merz公司,也是作为无缝技术设备的主要生产商之一,但其布局重点在医用无缝针织领域[16],在服装领域的普及度远不及圣东尼,主要的机型为CC4Ⅱ-8型,8路,筒径范围25.4~43.18 cm(10~17英寸),独立选针,全3功位编织技术,具备移圈功能,可用来生产双面折口、弹力折口,以及网眼、皱褶和加固组织等。
目前在无缝硬件设备基本成熟的情况下,其发展研究主要集中在“软件”上,软件主要指款型和组织结构设计方面[17]。朱文俊等[18]介绍了单面无缝内衣组织结构的设计方法,并以具体花型为例,说明了无缝内衣的编织工艺。金子敏等[19-20]对男女无缝内衣的压力舒适性分别进行了研究。王迪等[21]通过二维与三维相结合的设计方法,建立了用于纬编无缝内衣生产的原型纸样的研究。未来,款式和舒适依然是无缝内衣追求的主要方向,在特定无缝机型下,款式的创新主要由原料和组织结构变化来实现,因而可更多地关注原料、组织结构、版型和舒适性之间的相关性研究。
3 全成型电脑横机
手工编织毛衣应该是最早的无缝服装[22],由于手工效率低,现已基本被电脑横机取代。1991年,Spencer[23]首先公开了用四针床横机舌针纬编编织一体服装的方法,生产过程不需任何缝合,由两针床分别编制身体和袖子的前片和后片,另外两针床用于翻针移圈实现整体编织服装。而Spencer[24]提出了用传统两针床横机舌针编织整体服装的方法,首先,同时编织袖子和身体到袖孔部分,然后将这两部分连接,最后编織剩余身体部分从而完成整件服装。Yu等[25]讨论了三维针织横机生产不同层次的三维织物,通过毛衫针脚、管子和盒子制作带不同立体针织效果的无缝羊毛衫。
目前在全成型服装设备领域,主要为德国的斯托尔(Stoll)公司和日本岛精(Shima Seiki)公司。斯托尔公司成立于1873年,它先后发明了世界上第一台可双反面组织编织的手摇横机和电脑横机,如今,已实现了无缝服装的一次性成型制作,斯托尔称这种技术为“织可穿”。目前,公司织可穿共有5种机型,分别为CMS 530 HP,CMS 730 T,CMS 822 HP,CMS 830 S,CMS 830 C。以上机器均配有起针梳和切夹纱装置,部分型号配备有一些特殊装置,如:压脚、长闭弹簧式沉降片、二次线圈调整、马达控制的线圈预备三角及电磁夹纱装置等。其中CMS 530 HP是小尺码编织机型,工作宽度为127 cm,适用于编织织可穿婴儿装、童装及附件配饰。CMS 730T型是唯一可配备2个辅助针床,工作宽度183 cm,机号E6.2到E7.2,可编织12到14针的平针无缝织物。CMS 822HP配备有4个系统,工作宽度213 cm,在合机头的情况下可高效编织超大尺寸的织可穿织物。CMS 830S的工作宽度可218 cm,使得生产织可穿产品最优化,可织特大号服装。CMS 830C配备有3个系统,工作宽度213 cm,机号E 2,5.2,尤其适合超粗针距的缝织物的生产,纱线消耗量低,产量高,可生产超大尺寸织物。
日本岛精公司成立于1937年,在制造轻质服装尤其在舒适无缝服装领域成绩显著[26-27],比如早期的swg-v和swg-x系列整体电脑横机,就能编织一件有连续图案的毛衣[28]。今天,该公司提供了一系列更先进的自动针织机,可编织所有类型和风格的无缝手套和袜子,以及全成型的服装。该公司的全成型横机命名为“WHOLEGARMENT”,配备独家研发的SlideNeedle全成型针,可生产各种各样的产品。目前最先进的MACH系列,共有MACH2XS、MACH2X、MACH2S3种型号,MACH2XS在以往的V型针床上增加2张针床,并配备了R2CARRIAGE急速回转机头系统和弹簧式可动式沉降片,加快了每行的机头回转速度,更容易编织复杂的组织。采用i-DSCS+DTC智能型数控纱环系统+能动张力控制装置可以实现根据需要进行送纱及返纱(收回多余纱线)。对于通常编织比较困难的弹性纱,花色纱,大肚纱以及脆弱易断的高级羊绒等也可以实现高速编织,从而进一步提高生产效率,改善产品质量。MACH2X和MACH2S是MACH2XS的精简品种,MACH2XS没有弹簧式可动式沉降片,MACH2S是MACH系列里最经济的一台,但同样支持广泛的生产样式,可使用所有织针编织8~16针产品,也可使用隔针生产全成型产品。图3为采用岛精横机制备的全成型服装,不仅能生产传统的全成型毛衣如图3(a),还可以生产休闲类西服如图3(b),未来的市场前景极其广阔。
4 3D打印服装技术
1984年,美国专利公开了一种3D服装成型方法[29]。在这种方法中,衣服和其它布料先做成设定的3D状,用模具保持最终产品的形状,用剩余的布来构造一个完整服装外壳。当时人们就相信,伴随聚合物包括纤维、塑料、纸张以及CAD等技术的发展,3D建模技术将成为一项重要的技术在未来的纺织行业领域发挥重要的作用。然而这项技术迟迟没有在服装领域获得突破,今天,3D打印技术的出现,重新燃起了希望。传统织物基本上是二维的(由经纱、纬纱水平、垂直或十字交叉而成),也就是说面料只可以在X和Y平面上伸展,而3D打印将允许材料在Z平面上伸展,这样制作的织物会更透气,面料也不易起皱。具体来讲,3D打印技术是将需要打印的对象进行建模,然后利用可塑性材料直接进行打印成型,生成一个完整实物的方法[30]。根据成型原理,主要有4种类型:一是光固化成型技术(SLA)[31],它是利用紫外光照射液态光敏树脂发生聚合反应,来逐层固化并生成三位实体的成型的方法;二是激光熔化/烧结成型技术(SLM/SLS),常以聚合物、金属粉和陶瓷粉为原料,在高温下用激光融熔融聚集成型[32];三是熔融沉积法(FDM),它是以PLA(聚乳酸)、ABS(丙烯腈-丁二烯-苯乙烯)树脂为主要原料,经高温熔融,通过喷嘴加入冷却物后形成固体材料[33];四是三维打印快速成型技术3DP,它是从喷头喷出粘结剂,将平台上的粉末粘結成型,通常用石膏粉作为成型材料。
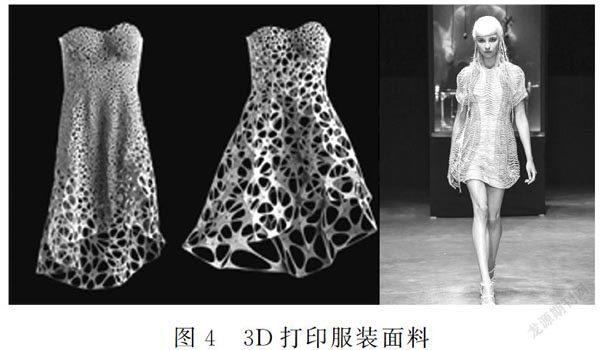
生产工业用3D打印机企业主要有美国Stratasys,美国3D Systems,荷兰Shapeways,比利时iMaterialise,以色列Objet[34-35]。3D打印技术早已渗入服装领域,比如像荷兰的Iris Van Herpen,英国的Catherine Wales、德国的Michael Schmidt已经开始使用这种3D技术制作个性化服装。其中,荷兰设计师Iris van Herpen[36]与麻省理工大学教授NeriOxman合作,采用Stratasys公司的Objetconnex多种材料3D打印机成功制作了多个系列的3D打印的服装,自2013年春夏巴黎时装周起陆续展出。图4示左两款为3D打印服装效果[37],右一款为Iris van Herpen巴黎时装周秋冬系里中的一款,非常具有质感。
根据图4展示的成果,仅从技术上看,3D打印服装已经完全可行,但是打印的产品普遍存在无柔韧性,质感僵硬的缺点,整体上还处于初级阶段。随着科技的更新进步,这项技术的成本将急剧下降,优势将不但呈现,在过去的服装销售中,设计和生产一件衣服,需要卖出几百件才能收回开发和制作成本,3D打印减少了设计师的工作量,小批量个性化生产的时代即将到来,这种技术在直到商家收到订单为止,前期开发成本几乎为0。当然,在材料问题未得到解决之前,3D打印服装看起来仍然像是一个艺术项目,而不是一个真正的行业。
5 展 望
本文从最早的模压成型罩杯技术到今天的3D打印服装技术,详细回顾了服装领域中4种主要一体成型技术的发展。了解一体成型技术在服装生产的起源与应用有助于推动服装设计的创意与技术的融合。
相信在未来,无缝罩杯市场的份额将进一步增加,模压成型技术参数模型的构建,可以大大减少文胸模压生产中的试错次数,提高无缝模压罩杯生产效率和降低生产成本;随着高支纱线的应用和多样化的版型引入到无缝针织技术中,未来的无缝针织技术不仅能用于制作内衣,运动服饰,毛衫,还能生产如西装之类的休闲外套,以及各种“仿机织”风格产品,市场前景广阔;3D打印服装技术连纺纱工序也省略了,是对传统纺织行业的一次革新,由西安工程大学孟家光教授团队研究开发的立体打印针织面料的生产技术,实现了针织面料组织模型的打印以及立体打印针织服装的制作[38]。由于目前的3D打印需要热塑性材料,因而化学纤维或再生纤维有望最先在3D打印服装上得到应用。产品的创新必须紧密与科学技术结合,可以预测“无缝针织”和“3D打印”这两种一体成型最先进的技术,必将给服装行业带来巨大的发展潜力。
参考文献:
[1] MAGNUS E, BROEGA A C. CATARINO A P. Proposal of tubular technical drawing for creation of seamless clothing[C].1st international fashion and design congress:2012,University of Minho,Portugal:78-84.
[2] FRANKIE N G. A review of the techniques of knitting and moulding pertinent to seamless fashion creation[J].Research Journal of Textile & Apparel,2001,5(1):78-88.
[3] BIHALY L. Shaped fabric article: US, 2460674[P].1949-02-01.
[4] SHEARER H E. Seamless bust supporter: US,2616084[P].1952-11-04.
[5] ALEXANDER N J, KRUG H A. Molded brassiere cups and method of forming them from flat interloped fabric: US, 3070870[P].1963-01-01.
[6] WU H Y, ZHANG X, YING B A, et al. Analysis of molding process parameters of bracup[J].Journal of Fiber Bioengineering and Informatics,2009(1):275-280.
[7] 苗鳳香,刘驰,戴鸿.模杯文胸生产工艺技术的探讨[J].针织工业,2009(5):33-36.
[8] YICK K L, WU L, YIP J, et al. Study of thermal-mechanical properties of polyurethane foam and the three-dimensional shape of molded bracups[J].Journal of Materials Processing Technology,2010(210):116-121.
[9] YU W M, YEUNG K W, HARLOCKSCSC,et al. Predicting of energy requirements for moulding flexible polyurethane foam sheets[J].Textile Research Journal,1998(68):289-295.
[10] WU L,YICK K L,NGSP, et al. Shape Characterization for Optimisation of BraCupMoulding[J]. Journal of Fiber Bioengineering & Informatics. 2011(4/3):235-243.
[11] 徐瑶瑶,朱俐莎,杜磊,等.文胸模杯曲面形态特征曲线提取与分析[J].纺织学报,2016,37(11):104-108
[12] JOHNSON M R. Manufacture of One-Piece Seamless Briefs on Circular Hosiery Machine[R]. Ridley, Spriggs& Johnson Ltd. 1978.
[13] 孟振华,李津.无缝内衣的发展及应用[J],天津纺织科技,2006 (3):50-53.
[14] SANGIACOMO.Company profile [EB/OL].[2017-12-20]. http://www.sangiacomo.com/company_ing.htm.
[15] SANTONI.Home [EB/OL].[2017.12.20].http://www.santoni.cn/.
[16] MERZ. Product [EB/OL].[2017.12.20]. https://www.merz-mf.de/de/produkte.php
[17] 晓兰.无缝内衣的发展及应用[J].中国纤检,2017(1):75.
[18] 朱文俊,刘艳君,禹云威,等.单面无缝内衣组织结构的特点与应用[J].针织工业,2009(4):8-11
[19] 金子敏,罗晓菊,沈加加,等.无缝内衣对男子下体静态压力舒适性的影响[J].纺织学报,2009,30(6):99-103.
[20] 金子敏,于施佳,阎玉秀.青年女性上体无缝内衣的压力舒适性[J].纺织学报,2010,31(2):85-89.
[21] 王迪,丛洪莲.纬编无缝内衣的原型设计方法[J].纺织学报,2013,34(5):95-99,106
[22] SOMMER E,SOMMER M. A new look at Knitting: an easier and morecreative approach[M].New York: Crown Publishers, Inc., 1977:161.
[23] SPENCER D J. Shima seiki patent: knitting integral fashion-shapedgarments on a four needle-bed automatic flat[J]. Knitting International, 1991,7:22-25.
[24] SPENCER D J. Patent describes method for knitting integral fashionshaped tubular garments on conventional v-bed flat machine[J]. KnittingInternational, 1992,1:16-7.
[25] YU P C, SOONG S S. Discussion on the development of 3-D knitted fabricon v-bed flat knitting machines[J]. Journal of the China Textile Institute, 1993,3(6):32-37.
[26] LITTLE T. Electronics lead flat knit advances[J]. America’s TextilesInternational, 1996,25(3):K/A 2-4.
[27] GROSS D. Complete garment technology featured at KAE international[J].KnittingTimes, 1996,65(9):66-71.
[28] NAKASHIMA T, KARASUNO M. Value-added knitwear:differentiatingproducts with shima seiki technology[J]. Knitting International, 1996,103(1226):42-45.
[29] SEARS I W, HOSTETLER J E, HULSEBUSCH W H. Method of forming cloth into three-dimensional shapes and the articles produced by that method:US,4459704[P],1984-07-17.
[30] 安妮,李奇菊,彭凡珂.3-D打印技术在女性束身衣生产中的应用[J].纺织学报,2014,35(4):154-159.
[31] YAN Y,LI S,ZHANG R, et al.Rapid prototyping and manufacturing technology:principle, representative technics,applications,anddevelopment trends[J].Tsinghua Science&Technology,2009(14):1-12.
[32] 荆慧.快速成型技术原理及成型精度分析[J].机械研究与应用,2013,26(2):183-185.
[33] 邢云香.快速成型技术的发展和应用[J].中国机械,2013(2):94-95.
[34] OWEN COLLINS.Affordable 3D printing[J].TheatreDesign and Technology,2012,48(1):10-12.
[35] 马乾坤,裴泽光,陈革,等.快速成型制造方法及其在纺织服装制造中的应用前景[J].现代纺织技术,2014(2):53-57.
[36] TESS. Iris van Herpen Catwalk Fashion ShowSS2011[EB/OL].[2010-07-15].http://www.teampeterstigter.com/amsterdam/iris-van-herpen-catwalk-fashion-show-ss2011.
[37] IRIS VAN HERPEN(艾里斯·范·荷本)巴黎时装周发布2016秋冬系列[EB/OL].[2016-3-10].http://art.cfw.cn/news/190000-1.html#p=3.
[38] 紡织导报.让你更懂3D打印针织面料的生产[EB/OL].(2018-1-4)[2018-2-18].http://www.sohu.com/a/214678896_654267.
