三通道数码彩节纱色彩及针织物图案设计
2019-09-10赵洋洋薛元徐志武于健陈联光
赵洋洋 薛元 徐志武 于健 陈联光





摘 要:为拓展彩节纱的使用,分析了针织物图案及图案类型,构建了三通道数码纱的色彩空间,结合三通道数码彩节纱变化丰富及可设计的优势,将色彩图案设计,针织工艺和纱线设计相结合。通过变化彩节纱的粗节长度、粗节混色比、细节混色比、粗节倍率,同时变化粗节部分长度及混色比设计5种不同形式的彩节纱,形成了5种不同风格的彩节纱针织物。
关键词:色彩图案设计;彩节纱;外观设计;针织工艺;纱线设计
中图分类号:TS184.5
文献标志码:A
文章编号:1009-265X(2019)03-0016-07
Color and Knit Fabric Pattern Design of Three-Channel Digital Colored Slub Yarn
ZHAO Yangyang1, XUE Yuan1, XU Zhiwu2, YU Jian2, CHEN Lianguang2
(1.College of Textiles and Clothing, Jiangnan University, Wuxi 214122, China;2.Chaohu Youngor Color Spinning Technology Co., Ltd., Hefei 253000, China)
Abstract:In order to expand the use of colored slub yarns, the knitted fabric patterns and pattern types were analyzed, and the color space of the three-channel digital yarn was constructed. In combination of the rich variety and design advantages of three-channel digital colored slub yarns, color and pattern design, knitting process and yarn design were combined. 5 different forms of colored slub yarn were designed by varying the slub length, slub color mixing ratio, color mixing ratio of fine yarn and slub ratio, and changing the slub length and color mixing ratio meanwhile. Finally, 5 different styles of colored slub yarn fabrics were formed.
Key words:color and pattern design; colored slub yarn; appearance design; knitting process; yarn design
花式紗线是有别于普通纱线的一类特殊的纱线。从纱线外观方面来讲,一般而言,普通纱线在色彩和结构方面具有稳定性的特点,而花式纱线通过变化色彩,结构或者两者同时变化达到一种不规则性,从而呈现出别样的视觉美感与艺术设计性[1-2]。
竹节纱是应用较为广泛的一类花式纱线。竹节纱的外观特征可用以下4个参数描述:粗节直径、细节直径、粗节长度以及细节长度[3]。美国流行色彩研究中心的“七秒钟定律”充分表明了色彩在商品购买中所体现的巨大作用。不同的色彩会给人带来不同的视觉感受,在针织物设计过程中应该注重强调营造色彩的视觉效应,色彩的巧妙运用会产生不一样的视觉效果。色彩的渐变、大面积色块拼接和彩虹色组合成为体现针织物时尚趣味的色彩方式。
彩节纱是在普通竹节纱的基础上赋予其不同的色彩,即彩节纱兼具粗细与色彩的变化,其织物除了具有凹凸的不同触感外还具有色彩变化的视觉感受,复杂多变、灵活多样。三通道数码细纱机将喂入的色纤维粗纱经过不同的牵伸在线改变所纺纱线的线密度以及不同时段的色纤维粗纱的混色比,实现彩节纱的生产[4-6]。
长久以来,针织产品设计工作者都受控于纱线的制约,有的创意由于缺乏合适的纱线来支撑而没办法实现。基于数码彩节纱的在线可设计(混纺比,线密度,色段长度等)这一巨大优势,本文分析了针织物图案的形成方式以及图案类型,基于红黄蓝3种色纱,构建了三通道数码纱的混色空间,根据三通道数码彩节纱的可设计性,结合针织物图案设计,采风针织小圆机的工艺对彩节纱的粗细节比,粗节混色比,细节混色比,粗、细节长度进行设计,试制了5种不同风格的彩节纱针织物。
1 针织物图案
1.1 针织物图案的形成方式
针织物图案的形成方式以编织形式为主。编织图案直接在针织物生产过程中,结合相关工艺将不同颜色的纱线进行相应的钩取编织,从而在织物上形成相关图案。通过编织不同色纱形成的图案与织物融为一体,形成的图案流程短,效率高,但需要与机械条件相互配合,花型图案一定程度上受到工艺条件的制约,改进机械条件或使用新型纱线来形成更加复杂多变的花型图案是丰富编织图案的行之有效的两种方式。
1.2 针织物图案的分类
针织物图案有多种分类角度,从艺术创作角度来讲,将其分为两个大类,即具象图案和抽象图案[7-8]。
具象设计是指直接描绘客观物象的自然形态来传达图案的含义,具有3个特点: 直观、便于识别和记忆、容易产生亲和力。植物类、动物类和文字类是最常见的织物图案类型。
抽象设计是指运用抽象的点、线、面等造型元素来表达主题和内涵的一种设计形式。其特点是:以几何形状为主,图形简洁、内涵丰富、信息量大,给人留下较大的想象空间。纯粹的色块、线条等使织物呈现出简洁大方的视觉效果。
抽象设计中的线条运用,具有丰富的表现力。它通过变化直线或曲线的宽窄、曲折、色彩、疏密、方向等因素形成具有丰富而强视觉方向感的图案。条纹图案是织物中基础的表现类型,具有时而简洁明快,时而活泼热烈,时而优雅含蓄的图案特色。
织物图案中的条纹多以基本形式——横条纹图案为主,在此基础上变化条纹的宽窄,色彩的搭配,使用条纹图案,配合以不同的色彩,使整个织物充满活力。简单的色彩,宽度相同的规则条纹图案简约大方,但缺少律动美和活泼感,本文设计将条纹宽窄,疏密与色彩相互融合,对彩节纱进行设计与试织,使得针织物呈现出别样的视觉效果。
2 三通道数码细纱机
2.1 三通道数码细纱机工作原理
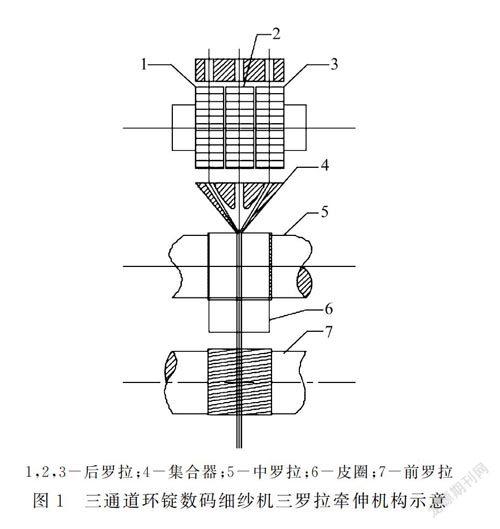
三通道环锭数码细纱机采用了组合式后罗拉,3个后罗拉相互独立,相互配合,实现耦合牵伸,中罗拉与后罗拉,前罗拉与中罗拉对色纤维须条不同的牵拉抽拔作用以及加捻产生的须条内色纤维的内外转移,达到色纤维的不同混色效果。主纱色纱与饰纱色纱均通过三罗拉两区牵伸,在不同时段控制主纱与饰纱喂入罗拉的快慢、运动或停止,使不同的色纤维在前罗拉处形成加捻三角区,最终形成不同线密度、不同混色比的混色纱段[9-10]。三通道数码细纱机纺制方式灵活多变,极大的丰富了彩节纱的纺制品种。三通道数码细纱机的结构示意如图1所示。
设成纱线密度为ρy,粗纱ρi经牵伸后的线密度为ρi′,前罗拉线速度为Vq,i通道对应的后罗拉表面线速度为Vhi, ei为粗纱ρi的牵伸比,i通道对应的组份混纺比为Ki,n为喂入粗纱的根数。则有粗纱ρi的牵伸比:
ei=VqVhi=ρiρi′(1)
如果不考虑捻缩效应,牵伸后的须条再合并加捻形成纱线,其线密度为:
ρy=∑ni=1ρi′=∑ni=1ρiei=∑ni=1Vhi×ρiVq(2)
形成的纱线中每个组份的混纺比为:
Ki=ρi′∑ni=1ρi′=ρiei∑ni=1ρiei=Vhi×ρi∑ni=1(Vhi×ρi)(3)
其中∑ni=1Ki=1(4)
由式(2)、式(3)可知,纱线的线密度以及各个组份的混纺比均可通过调节后罗拉的运动速度进行改变,从而纺制不同线密度,不同混纺比的纱段。
2.2 三通道数码纱混色空间
三通道数码细纱机通过调节3个后罗拉的速度实现不同的牵伸配置,进而实现不同纱线色彩的混合。取RGB分别为红(170,51,102)、黄(254,182,58)、蓝(60,141,194)3种定量均为4.3 g/10m的粗纱按照10%梯度进行混合,在JWF1551 三通道环锭数码细纱机上纺制线密度为19.43 tex,捻度为72.5捻/10 cm的混色纱线。当单通道喂入,则仅产生3种基础色彩;当采用双通道喂入,则产生27种混合色彩;当采用三通道喂入,则产生36种混合色彩,设定红、黄、蓝三色纤维混色比分别为K1 、K2 、K3,则三原色的混色比如表1所示。
将上述纺制的66种色彩的纱线在针织小圆机上编织成纬平针针织物,并用Data color650测色仪在D65光源、10°标准视角、测量孔径30 mm下对各个样品的RGB值进行多次测试,利用RGB平均值构建混色空间,如图2所示,为三通道数码彩节纱的色彩设计提供便捷。
图2混色三角形空间中,其3个顶点色块均为单通道喂入纺制的纱线色彩,3条边上的其余色块分别为双通道喂入按10%梯度变化的纱线色彩,内部36个色块则为三通道喂入按10%梯度变化的纱线色彩。
3 彩节纱的外观设计
彩节纱可通过改变粗、细节长度,粗、细节混纺比,粗节倍率等5个参数实现彩节纱不同的外观效果,从而展现不同的织物风格。依据改变参数的个数可得到C05+C15+C25+C35+C45+C55=32種不同形式的彩节纱。本次在三通道数码细纱机JWF1551上通过改变粗节长度、粗节混纺比、细节混纺比、粗节倍率以及同时改变粗节长度和粗节混纺比来纺制彩节纱,彩节纱外观如图3所示。
4 彩节纱的设计
4.1 实验原料
RGB分别为蓝(60,141,194)定量为4.2 g/10 m的精梳长绒棉粗纱,黄(254,182,58)定量为4.2 g/10 m的精梳长绒棉粗纱,红(170,51,102)定量为4.4 g/10 m的精梳长绒棉粗纱。
4.2 纱线设计与纺制
基于针织物编织平台HC21K系列染色试验编织机,用19.4 tex的平纱进行编织,经测量每个线圈的长度为0.49 cm/针,则编织一圈的纱线长度为176×0.49=86.24 cm,在设计纱线时以86 cm/圈进行设计与制造。设定锭速为6 000 r/min,捻系数360,细节线密度19.4 tex,捻度为817捻/m。基于真实的色彩空间,对彩节纱的色彩进行设计,设Xi为细节部分,Cj为粗节部分,其中i,j分别为细节、粗节的段数。
4.2.1 变化粗节长度
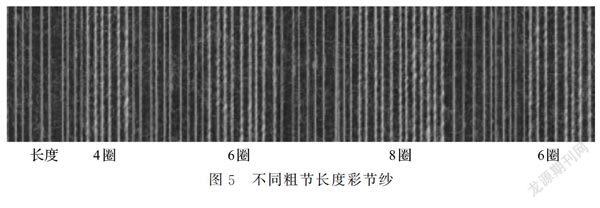
细节线密度19.4 tex,竹节倍率2,改变粗节长度,以形成粗、细节间断分布的不同宽窄的横条纹,基纱长度6圈,粗节长度分别为8圈,6圈,4圈,6圈,其色彩配置如图4所示,纺制工艺如表2所示,所纺制的纱线如图5所示。
4.2.2 变化粗节混纺比
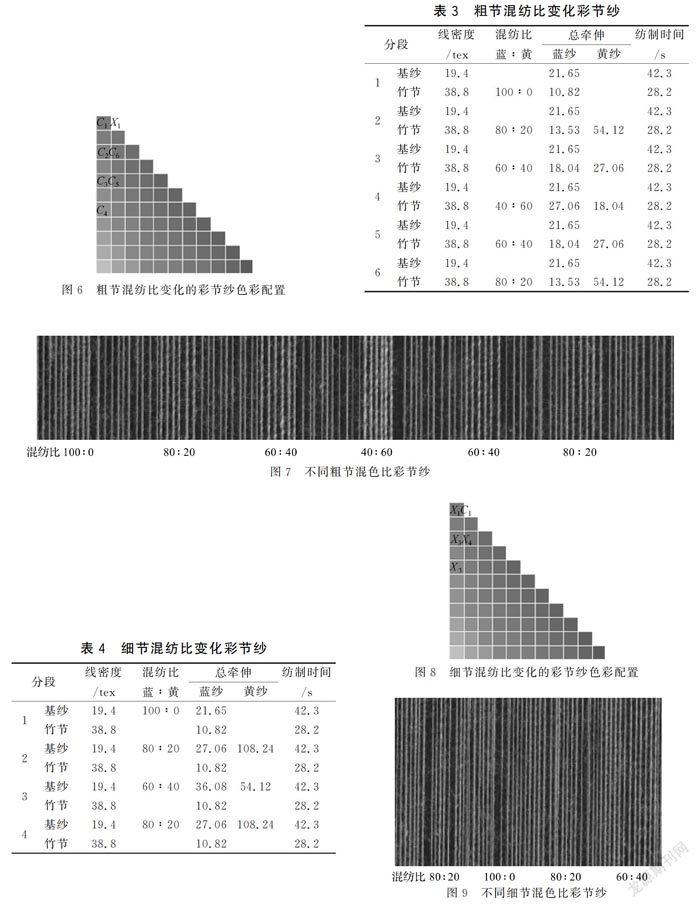
细节线密度19.4 tex,竹节倍率2,基纱长度6圈,粗节长度4圈,改变粗节混纺比,以形成细节色彩不变,粗节色彩间隔分布的横条纹,其色彩配置如图6所示,纺制工艺如表3所示,纺制的纱线如图7所示。
4.2.3 变化细节混纺比
细节线密度19.4 tex,竹节倍率2,基纱长度6圈,粗节长度4圈,改变细节混纺比,以形成粗节色彩不变,细节色彩间隔分布的横条纹,其纺制工艺如表4所示,色彩配置如图8所示,纺制的纱线如图9所示。
4.2.4 变化粗节倍率
细节线密度19.4 tex,竹节倍率2,基纱长度6圈,粗节长度4圈,改变粗节倍率,以形成细节线密度不变,粗节线密度变化分布的横条纹,其纺制工艺如表5所示,色彩配置如图10所示,纺制的纱线如图11所示。
4.2.5 变化粗节长度、粗节混纺比
细节线密度19.4 tex,竹节倍率2,基纱长度6圈,改变粗节混纺比、长度,以形成粗节色彩随长度 变化分布的横条纹,其纺制工艺如表6所示,色彩配置如图12所示,纺制的纱线如图13所示。
5 彩节纱针织物
在HC21K系列染色试验编织机上对上述5种彩节纱进行编织,其针织物如图14所示。
从图14可以看到,不同的参数会产生不同的针织物风格,但就整体而言,粗节部分形成的横条纹由于线密度较大,线圈较为紧密,细节部分则会形成稀疏的线圈,两种横条纹间隔呈现出明显的凹凸感,风格独特。对于图14(a)不同粗节长度彩节纱针织物,其在织物上呈现出不同宽度的横条纹,相比于相同宽度的横条纹,布面更加灵动活泼;对于图14(b)不同粗节倍率彩节纱针织物,随着粗节倍率的增大,其横条纹的紧密度增大,呈现出更加突出的凹感,布面手感丰富多变;图14(c)不同细节混色比彩节纱针织物,细节部分由于线圈较为稀疏,呈现出渐变的色彩分布在布面上凸显出来,使得整个布面色彩感更加强烈;图14(d)不同粗节长度、混色比彩节纱针织物,其横条纹的宽度配合着色彩进行变化,形成一定的韵律美感;图14(e)不同粗节混色比彩节纱针织物,其横条纹形成强烈的凹感,凹于布面的横条纹在布面上形成渐变的色彩,相比与细节混色比的变化,色彩变化更加明显。
6 结 语
三通道数码彩节纱变化要素丰富,可在线设计其粗节长度、细节长度,粗节倍率,粗、节混色比等5大要素,通过与针织物图案设计,针织工艺以及纱线设计相结合,实现了图案与纱线之间的对接,5种彩节纱针织物风格独特,不仅普通竹节纱凹凸感,且具有丰富的色彩变化。
参考文献:
[1] 赵洋洋,薛元,高卫东,等.数码花色纱构造针织毛衫的花型设计与应用[J].服装学报,2017,2(6):478-482.
[2] RAY N C, MUKHOPADHYAY A , MIDHA V K . Response of slub characteristics on tensile properties of injected slub yarn[J]. Journal of The Institution of Engineers (India): Series E, 2016,97(1):47-53.
[3] WANG J, HUANG X. Parameters of rotor spun slub yarn[J]. Textile Research Journal, 2002,71(1):12-16.
[4] 高衛东,郭明瑞,薛元,等.基于环锭纺的数码纺纱方法[J].纺织学报,2016,37(7):44-48.
[5] 薛元,高卫东,杨瑞华.三通道数码纺纱:纱线的柔性数字化加工技术[J].纺织导报,2017(8):46-50.
[6] 魏晓婷,薛元,郭明瑞,等.三通道数码细纱机纺制竹节纱的原理及其性能[J].纺织学报,2017,38(7):39-43.
[7] 曾丽.服装图案在毛衫中的运用[J].纺织导报,2010(5):102-104.
[8] 李晓英,蒋高明,高哲,等.基于提花技术的横编针织物图案设计与工艺[J].纺织学报,2014,35(9):36-40.
[9] 薛元,高卫东,杨瑞华,等.三组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国,201510140910.4[P].2015-06-17.
[10] 薛元,高卫东,杨瑞华,等.双组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国,201510140954.7[P].2015-03-27.
