香蕉纤维增强不饱和聚酯树脂复合材料的制备工艺研究
2019-09-10黄仙于湖生李芳王菲
黄仙 于湖生 李芳 王菲


摘 要:利用热压成型法制备香蕉(茎)纤维增强不饱和聚酯树脂复合材料,结合单因素分析法和正交法研究热压工艺三大要素:压力、温度和时间以及纤维含量等工艺条件对增强复合材料力学性能的影响,确定最佳的制备工艺。结果表明:在压力、温度和时间分别为13 MPa、150 ℃、11 min的热压参数值下以及纤维的添加量为20%时复合材料的力学性能最佳,与纯树脂相比,拉伸强度提高了71.8%,弯曲强度提高了49%。
关键词:香蕉纤维;增强复合材料;热压工艺
中图分类号:TQ327.9
文献标志码:A
文章编号:1009-265X(2019)03-0005-05
Study on Preparation Process of Unsaturated Polyester Resin Composite Reinforced by Banana Fiber
HUANG Xian, YU Husheng, LI Fang, WANG Fei
(College of Textiles and Clothing, Qingdao University, Qingdao 266071, China)
Abstract:In this paper, the unsaturated polyester resin composite reinforced by banana (STEM) fiber was prepared by hot-pressing molding. Single factor analysis and orthogonal method were combined to study the influence of pressure, temperature, time and fiber content on the mechanical properties of the reinforced composite, and determine the optimal preparation process. The results showed that the mechanical properties of the composites were the best under the following conditions: pressure 13 MPa, temperature 150 ℃, time 11 min, and the fiber content 20%. The tensile strength increases by 71.8%, and the flexural strength increased by 49% compared with the pure resin.
Key words:banana fiber; reinforced composite; hot pressing process
在能源转型的背景下,生物基材料因其可持续性和环境效益在复合材料以及建筑材料领域中都取得成功,如亚麻、椰壳、聚乳酸等增强不饱和聚酯树脂复合材料和麻混凝土等[1-2]。目前在增强材料领域内,天然植物纤维包括竹、麦秆、麻、椰壳纤维等,因具有质轻、价廉、易于获得、可再生、可生物降解、低耗能、低密度、高强度和高模量等优点,已被广泛替代木材、玻璃纤维来制备增强复合材料[3],解决了加工难度大、能耗和成本高、不可再生等缺点。香蕉纤维具有麻类纤维强度高、伸长率小、回潮率大、吸湿放湿快、纤维粗硬、初始模量高等特点[4]。但是,香蕉在每年采收后,遗留的大量茎秆被丢弃或被直接焚烧,这无疑导致资源浪费同时造成环境污染[5]。将香蕉(茎)纤维进行脱胶处理后用来增强不饱和聚酯树脂不仅可回收资源还可开发一种新型复合材料,与淀粉基生物材料相比不仅成本低资源丰富加工工序也简单[6]。另外,不饱和聚酯树脂(UPR)是一种最常用的热固性树脂,因具有成型工艺好、力学性能优等特点,常被用作树脂基体来生产纤维增强复合材料[7]。本研究采用香蕉(茎)纤维作为增强材料,不饱和聚酯树脂作为基体,在不同热压工艺下,制备香蕉纤维增强复合材料,通过实验研究探讨热压工艺的成型压力、成型温度、成型时间和增强材料的添加量对复合材料力学性能的影响,并确定最佳工艺。
1 实 验
1.1 材料与仪器
實验材料:香蕉(茎)纤维,15 cm,10.4 tex(苏州市圣竹股份有限公司),191#不饱和聚酯树脂(东莞市雅德树脂新材料有限公司),环烷酸钴(东莞市雅德树脂新材料有限公司),过氧化甲乙酮(东莞市雅德树脂新材料有限公司),NaOH(颗粒)(青岛大学),DH-8023脱模剂(青岛德慧精细化工有限公司)。
实验仪器:FA2004B电子天平(常州万泰天平仪器有限公司),JJ-1型精密增力电动搅拌器(上海辑睦仪器设备有限公司),Y802A型八篮恒温干燥箱(苏州纳冠电子设备有限公司),INSTRON4302型电子万能测试机(美国英斯特朗公司),QLB-25T平板硫化机(郑州鑫和机器有限公司)。
1.2 实验方法
1.2.1 香蕉纤维碱处理
用NaOH颗粒配制2%的碱溶液,将香蕉纤维放入配制好的碱溶液当中,常温下浸泡5 h,捞出放蒸馏水中水洗呈中性,在Y802A型八篮恒温干燥箱中80 ℃烘干至重量恒定后,密封备用。碱处理可去除香蕉纤维内的杂质和残余的胶质、木质素和半纤维素[8-9],减小微纤旋转角度,提高取向度,并改变纤维表面的粗糙程度使得与不饱和聚酯树脂基体的反应几率提高。
1.2.2 配制 UPR树脂胶液
取191#UPR树脂100 g,加入2 mL固化剂过氧化甲乙酮搅拌均匀后再加入促进剂环烷酸钴1 mL,调匀后立即使用。
1.2.3 热压成型与测试
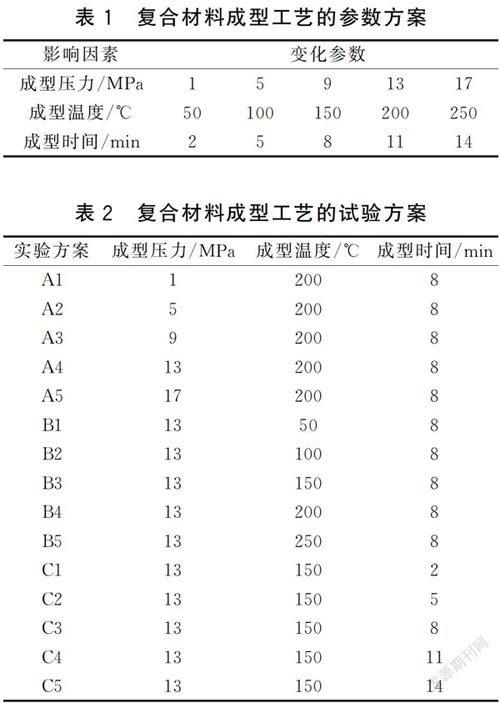
a)将碱处理后的香蕉纤维切成5 mm长,以10%的质量百分比加入到配置好的UPR树脂胶液中,然后将预混料放入模具中,按照表1的参数方案和表2的试验方案,通过单因子试验制备复合材料。
b)参照GB/T 1447—2005《纤维增强塑料拉伸性能试验方法》,采用电子多功能实验机,对表2中不同成型压力、成型温度及成型时间制备出来的复合材料进行力学性能测试,确定最佳热压工艺。
c)将不定量的香蕉纤维按照表3的方案分别加入到配制好的UPR树脂胶液中,然后将预混料放入模具中,按照1.2.3节中第2步确定好的热压工艺,制备复合材料。
d)参照GB/T 1447—2005,采用电子多功能实验机,对表3中不同纤维含量制备出来的复合材料进行力学性能测试,确定最佳添加量。
2 结果与分析
2.1 成型压力对复合材料力学性能的影响
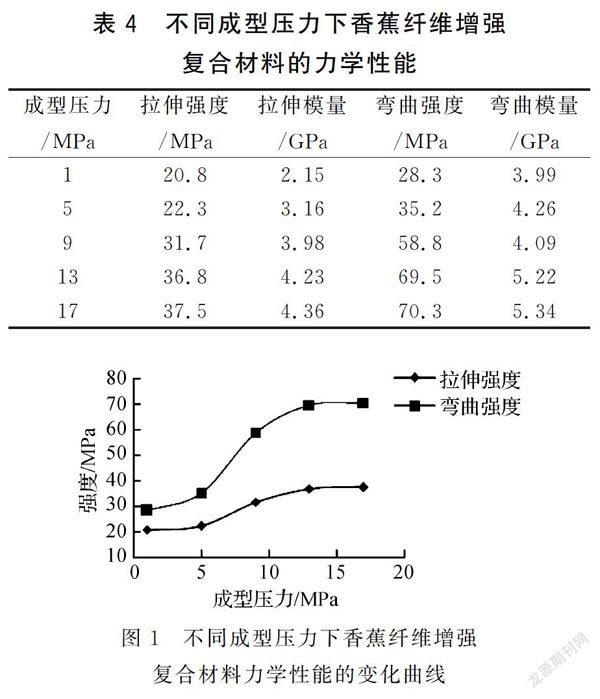
采用表2中A系列试验方案测得了不同成型压力下复合材料的力学性能,如表4、图1所示。
如表4、图1所示,复合材料的力学性能在不同成型压力下呈先缓慢上升后急剧上升再平缓的趋势。0~5 MPa时,由于压力值不大,对复合材料的拉伸强度及弯曲强度影响较小;5~15 MPa时,拉伸强度和弯曲强度的曲线斜率开始逐渐增大,增长率达到最大值;大于15 MPa之后,斜率逐渐平缓,拉伸强度和弯曲强度的增长率开始下降,机械性能的增长速率随之减慢。因为在其他条件恒定下,随着压力的加大,复合材料的内部结构就越紧密,使香蕉纤维更紧更有力地附着于基体上,从而使复合材料的力学性能提高[10]。当压力超过一定值后,复合材料的密度已增加到最大值,此时压力对材料的力学性能的影响就微乎其微。
2.2 成型温度对复合材料力学性能的影响
采用表2中B系列试验方案测得了不同成型温度下复合材料的力学性能,如表5、图2所示。
如表5、图2所示,复合材料的力学性能在不同成型温度下呈先升高后降低的趋势,且变化较明显。在150 ℃之前,复合材料的拉伸强度和弯曲强度都随着温度的上升而快速增加,150 ℃时力学性能达到最佳。超过150 ℃之后,曲线开始呈下降趋势。这种现象是因为温度对材料的熔融流动性的影响来改变复合材料的力學性能。初始阶段时,温度较低,树脂基体的流变性较差,黏度较差;随着温度逐渐升高,树脂基体进一步熔化,流变性增加,使香蕉纤维与基体接触充分,树脂更好地握持香蕉纤维,提高了复合材料的力学性能;当温度超过150 ℃后,随着温度升高,香蕉纤维和不饱和树脂聚酯的热稳定性变差,这是因为,根据对香蕉纤维和不饱和聚酯树脂的热稳定性测试,在温度超过100 ℃之后,香蕉纤维内部开始脱水,超过250 ℃后,香蕉纤维开始热分解,伴随着新的产物和低分子量挥发性化合物的产生,使香蕉纤维的重量急剧损失,而不饱和聚酯树脂的热分解温度在280 ℃左右,随着温度升高,也会产生新的产物和挥发性气体,二者平均失重率高达69.8%,降低了复合材料强力[11]。
2.3 成型时间对复合材料力学性能的影响
采用表2中C系列试验方案测得了不同成型时间下复合材料的力学性能,如表6、图3所示。
如表6、图3所示,复合材料的力学性能在不同成型时间下呈先上升后平缓的趋势。这是因为时间的长短间接影响了温度对树脂基体的影响程度,短时间内,受热时间短,树脂未达到完全熔融状态,此时树脂的粘性较差不能很好地粘结香蕉纤维;而又当时间过久时,虽然是在临界温度150 ℃下,也会导致香蕉纤维和树脂因过久加热而发生热分解,有损 复合材料的强力[12]。由表6、图3可知,复合材料的弯曲性能可随成型时间的增加而增加直至一个稳定的状态,说明塑料的刚性会随着成型时间的增加而增加。综上所述,复合材料在恒定的压力和温度下热压11 min左右时强力达到最高。
2.4 最佳热压工艺确定
从成型压力、成型温度、成型时间的单因素试验中选择了3组改善较大的参数(表7)进行正交试验,结果如表8所示。
由表8的测试结果表明:复合材料在压力13 MPa、温度150 ℃、时间11 min的热压参数值下,力学性能最好。
2.5 香蕉纤维添加量对复合材料力学性能 的影响
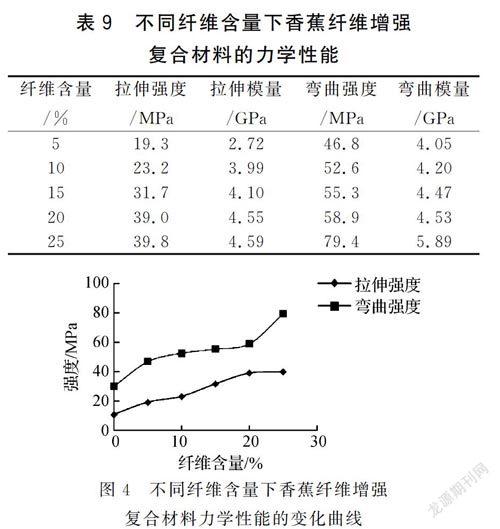
采用表3中的纤维含量添加方案测得了不同纤维含量下复合材料的力学性能,如表9、图4所示。
如表9,图4所示,纤维含量在0~20%之间时,拉伸强度和弯曲强度都随着纤维含量的增加而增加,大于20%后,拉伸强度呈减缓的趋势,而弯曲强度继续增强,且增幅变大。这是因为随着香蕉纤维含量的逐渐增多,复合材料内部可承受负荷的纤维也增多,复合材料的拉伸强度增加;在纤维含量增加到超出树脂基体可粘结的能力之后,树脂则不能完全均匀饱和,导致复合材料内部结构产生缺陷,拉伸强度增长速率降低[13-15]。由弯曲强度曲线可知,纤维含量在超过20%后弯曲强度的增加率有很大提高。比较20%和25%的添加量的改善效果,20%的添加量时拉伸强度与纯树脂强度相比提高了71.8%,弯曲强度提高了49%,25%的添加量使拉伸强度提高了72.4%,仅比20%的高了0.6%,因拉伸强度受纤维含量的影响较大,综合考虑成本及大生产加工,选20%的纤维添加量为宜。
3 结 论
a)通过对热压工艺条件的研究,选择香蕉纤维增强复合材料的最佳热压工艺为成型压力13 MPa、成型温度150 ℃、成型时间11 min。在这个工艺参数下制备的复合材料拉伸强度为40.5 MPa,弯曲强度为74.1 MPa,复合材料力学性能最优。
b)纤维增强复合材料的性能与合理的纤维体积分数成正比。根据以上研究,增强材料的最佳添加量为20%,在这个体积分数上,复合材料的力学性能改善效果与纯树脂相比,拉伸强度提高了71.8%,弯曲强度提高了49%。
参考文献:
[1] COLINART T, GLOUANNEC P. Setting and Drying of Bio-Based Building Materials[M]. Germany:Springer International Publishing,2014-06-15.
[2] HAQ M, BURGUEO R, MOHANTY A K, et al. Hybrid bio-based composites from blends of unsaturated polyester and soybean oil reinforced with nanoclay and natural fibers[J]. Composites Science and Technology,2008,68(15).
[3] HOMSBY P R, HINRICHSEN E, TARVERDI K,Preparation and properties of polypropylene composites reinforced with wheat and flax straw fiber [J].JMater Sci,1997(2):443-449.
[4] 董杰,陈敏,夏建明.香蕉纖维结构及其染色性能[J].印染,2011,37(10):10-12.
[5] 王红,翁扬,邢声远.香蕉纤维的制备及产品开发[J].纺织导报,2010(6):105-106.
[6] MA S Q, LI T T, LIU X Q, et al. Research progress on bio-based thermosetting resins[J]. Polymer International, 2016,65(2):164-173.
[7] 刘红光,申士杰,李黎,等.玄武岩纤维布/不饱和聚酯增强竹木复合板材胶合性能研究[J].林产工业,2017,44(8):6-11.
[8] 赵文杰,胡求学,闫雯玲,等.改性亚麻布/不饱和聚酯复合材料的吸湿及力学性能[J].复合材料学报,2018,35(1):35-43.
[9] 李志刚,刘俊辉,刘雪强,等.一种天然环保型麻纤维增强可降解聚合物基毡材及其复合板材与制备方法:中国,107012587A[P].2017-08-04.
[10] 李岩,李倩.植物纤维增强复合材料力学高性能化与多功能化研究[J].固体力学学报,2017,38(3):215-243.
[11] 刘文地.环境友好植物纤维/热固性树脂复合材料的制备及改性[D].福州:福建农林大学,2016.
[12] 杨建霞.苎麻纤维增强复合材料力学性能及界面吸水失效机理研究[D].上海:东华大学,2017.
[13] 宋洁,李婷婷,延小雨,等.花生壳提取物及其复合材料的制备与性能[J].工程塑料应用,2018,46(2):1-6.
[14] 王锴,马海红,孙海燕,等.抗静电导热PP/Al复合材料的制备与性能[J].塑料,2012,41(6):29-31,114.
[15] 段书用.面向车身应用的LGFRP复合材料制备工艺及力学性能研究[D].长沙:湖南大学,2016.
