普通车床加工深、盲、弧形孔技术研究
2019-09-10何中岳
何中岳
摘要:当前随着现今纷乱的国际形势,我国国防科技在一定的程度上呈现出它的重要地位。另外随着武气系统朝着精确方向的不断发展,使其我国相关航空导弹的設计变得越来越精细化。因此我们需要进行加工一种重量较轻,直径尺寸较小,内形复杂,尺寸精度较高符合相关条件的零件。因此在本篇文章党当中,我们主要是简单的探讨了当前普通车床加工深、盲、弧形孔的技术研究,希望能够提供给相关从事者一些有效的帮助。
关键词:普通车床;技术研究;加工技术;
引言:
在锥度弧形盲孔的加工过程中,由于盲孔较深且根部形状复杂且尺寸较小,传统的车床和深孔钻镗床均不具备加工条件,加工不出来孔的形状和尺寸。通常的做法是在深孔钻镗床上利用成型扁钻加工。由于成型扁钻制造周期长,费用高,加工过程容易打刀,对操作者技能水平要求高,且加工质量不易保证。因此在当前我们主要是对其普通车床加工深、盲、弧形孔等一系列的加工参数进行研究和分析,并且进行总结了相关的加工技术参考。
1、有效的制定加工路线分析
在这一个过程当中,首先我们需要按照其盲孔深1150MM、内形110+0.1MM以及R750、R30的弧进行衔接,使其能够满足相关尺寸形状的要求。这一个零件它的全长大约在1500MM左右。因此在当前因为其冲拔设备并不能满足其要求,从而无法为该零食提供冲压毛坯,因此在这一个阶段当中我们只能进行使用圆棒料来进行加工。
另外因为我们考虑到相关的力学性能要求较高,因此当我们在对其进行热处理之后便会出现深、较小内孔加工困难的问题,那么我们便需要在开展热处理前期对其将内孔加工转变为成品尺寸的加工方案,从而使其能够在最大的限度当中解决热处理后难以加工的问题。另外在这一个过程中,我们也应当使用外径架子口作为基准主体来进行管控后续可能出现的问题。
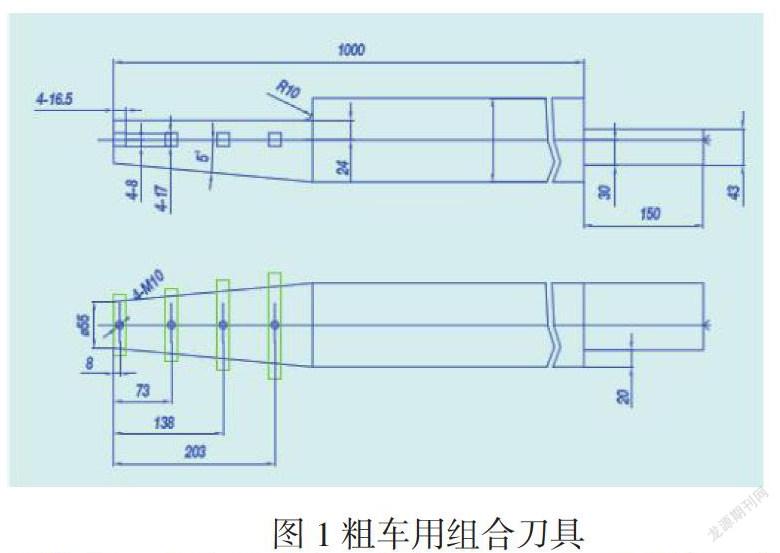
2、按照其加工线路设计粗车组合道具及内膛成型刀具
当圆棒料在经过基础的钻、镗内孔等操作之后,我们可以发现它会在一定的程度上受到现有数控车床加工能力局限性的影响效果,从而使其无法进行装夹加工零件的内弧部分。造成这一种原因的情况,主要是因为这一种零件它是属于超深孔零食,并且内形十分复杂并且尺寸精度较高,因此不能够有着尖菱以及尖角等明显的过度连接出现,因此当内孔要求加工完成之后我们还应当需要使其能够圆滑过度。因此在这一个过程当中,我们进行设计了粗刀用组合工具等等来进行解决加工内形无接痕迹,这样一来便能够在最大的限度当中满足其设计尺寸的标准。
因为其整个圆棒料它的整段弧长大约在260MM左右,如果在这一个过程当中我们采用成型刀来进行加工整个弧形段尺寸的话,那么便会存在着加工时刀具与工件接触面积够大的情况发生,从而影响到工件的质量问题。因此在面对这一种情况,我们因此进行制造两把成型刀具来对其进行加工该段弧形。
另外对于刀具而言,它主要是通过由工作部分和装夹部分两个方面进行组成的,因此在成型刀具的装夹部分中有着一通孔,与刀杆靠孔由限位进行定位,这便能在加工的过程中进行表面处理,从而在最大的限度中提升加工表面的光洁度。
另外,为了能够在最大的限度当中保障其内腔的尺寸精度以及加工质量,对于刀具的切削刃我们应当采用软件编程的方式来进行完成。在成型刀具设计的过程中,还应当充分的考虑到两把成型刀在加工内形时相衔接处不留痕迹的问题。
3、按照其零件材料来进行选择刀具材料
在这一个过程中,因为相关制定的工艺路线为热处理前加工内孔成形,因此我们可供选择的刀具以及材料相对于热处理后加工的可选性便大了很多。例如我们常用的刀具材料有着碳素工具钢,合金工具钢以及硬质合金等等,我们可以通过对于这几种材料的工具钢进行比较和选择,从而进行选用较高的工具钢来进行使用。这一种工具钢它能够进行切削抗拉强度大于833MPA的钢件,因此它非常适合用作于成型刀具,使其能够符合该零件加工的要求。
4、按照其零件内形深度从而对于加长刀杆进行设计
在这一个过程当中,因为其零件在进行加工的过程党徽宗需要进行内孔加深等工作,那么在开展内形加工的时候便需要进行设计专供加工使用的专用刀杆,从而使其能够在最大的限度当中进行解决深孔加工工具达到制定加工位置的问题发生。
结束语:
我国被世界称之为世界的加工厂,因此我国是世界上最大的机床消费以及进口国,另外随着当前我国对于机床的质量以及效率追求变得越来越高,使其相应的加工工艺也需要变得越来也精确。总体的说来,在当前我们可以了解到经过相关的生产实践证明,经过优化的加工工艺以及刀杆和成型刀具的设计能够在最大的限度当中进行解决零件深、盲、弧形孔加工的难题,并且还能够保障其加工的零件在加工完成之后符合相关的设计标准。因此这一种加工的方式它可以有效的应用到该类型零件的生产加工当中,从而进行提升整体的加工质量和效率。
参考文献:
[1]邹金红,姜毅,张玉英,吴小珍,简正豪.关于《普通机床零件加工》课程教学改革探析[J].劳动保障世界,2015(29):52.
[2]王国华,韩志勇,徐英丹.有关数控车削零件的加工质量问题研究[J].科技传播,2013,5(19):114+102.