火电厂气力除灰不畅的原因分析及解决对策
2019-09-10马达
马达
【摘 要】本文对火电厂气力除灰不畅的问题进行分析并提出了改进措施,使除灰系统始终处于良好运行状态,避免了除灰系统故障期间造成的烟尘排放超标带来的环境污染及故障期间粗细灰回收量减少造成外卖灰量降低带来经济损失;保证电厂环保参数达标排放,降低了企业损失,取得良好的社会效益。
【关键词】火电厂;气力除灰;参数调整
0除灰系统系统概况
除灰系统系统的组成:由电袋除尘器系统、干灰输送系统、除渣系统、压缩空气系统等组成,两台锅炉除灰系统和主机共用一套压缩空气系统。每套系统分别控制单台锅炉的输灰,系统输灰方式采用仓泵浓相气力输送方式。电袋除尘器灰斗出口的飞灰是收集在每个灰斗下的多级紊流双套管输送系统的发送罐内。每个灰斗内安装有气化板以使灰斗内的飞灰落灰通畅,根据各组发送罐的负荷情况,按组依次进行输送周期、等待周期,并分别通过粗、细灰的三根紊流双套管输灰管道,将飞灰送往各灰库并外运。
除灰、渣系统均由DCS程序控制,既可程序控制,也可手动操作。控制系统能对整个输灰工艺进行集中监视、管理和自动顺序控制。所有操作、参数、报警、报表、趋势均显示在CRT上,主要监视参数在顶部菜单显示。
气力除灰系统设计采用干除灰方式将省煤器及电除尘器灰斗内干灰送至储灰库,粗细储灰库下各设三个排灰口,一个排灰口下接干灰散装机散装外运综合利用;另一个排灰口下接湿式双轴搅拌机。
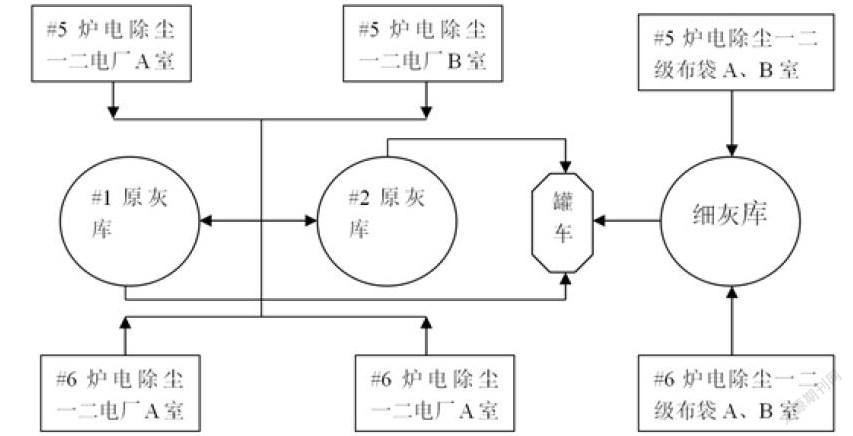
锅炉气力除灰流程简图:
1控制系统设计中的问题
1.1气源压力不足
PLC控制整个输灰系统,下料,吹扫输送,相当于一天24hr都在运行。整个输送过程无法进行设置更改,造成了很多压缩空气资源的浪费。特别是在三台炉出现同时输送的时候,整个压缩空气母管压力突然下降,对全厂气开阀的设备造成阀门误动作的可能,对整个系统安全运行造成了极大的隐患。
1.2圆顶阀密封圈容易损坏
设备在连续运行过程中,圆顶阀密封圈极容易损坏,平均一个月就要进行一次更换,由于系统长时间吹扫输送,对密封圈,输送管道都是一种考验,经常拆除更换费时费力,不利于设备安全稳定输灰。
1.3密封压力故障
密封压力经常出现报警造成整个系统报警停止运行。密封压力主要是用来输送的时候灰不会倒窜到灰斗上去,造成整组吹扫效果不佳。但如果圆顶阀密封圈损坏,灰有可能会倒窜到电磁阀上去,会造成电磁阀无法正常工作,会造成整组控制出现故障无法正常运行。整组三个仓泵密封圈会同时损坏,如1、2、3号仓库圆顶阀有漏灰现象.
1.4料位计误报警影响进料
灰斗料位测量采用无源核子料位计,各灰斗料位普遍显示过高,经加强系统程控吹扫甚至进行手动吹扫均不能有效降低料位,造成输灰系统走灰时间偏长,造成了压缩空气使用量过大,经常出现3条管线同时走灰,甚至造成同时走灰时压缩空气母管压力突然下降,造成全厂仪用气压力突降,对整个系统安全运行造成了极大的隐患。
经对灰斗检查发现基本上每个灰斗内壁均存在约1~3cm的挂壁情况,造成灰斗料位计显示料位与实际料位有1~1.5m左右的料位偏差,料位计的料位存在失真现象同时高低料位报警值设置不合理。
实际运行中,仓泵进料多少由料位计开关和设定进料时间两方面决定,经过一段时间运行后,仓泵进料流化时料位计容易产生挂料现象,造成料位计失灵,内部磨损穿孔等情况。
2改进措施
2.1修正料位计料位
根据灰斗挂壁情况对对料位计显示料位进行修正,对料位高低报警值进行重新设定,修正程序料位判断处理,当达到设定高位进行吹扫,吹扫下降至低限系统停止运行。整个下料过程很快,一个小时左右就可以输空灰斗,停止运行;停运2~3hr时间,灰斗料位达到上限值,再进行下料吹扫,整个运行过程被大大优化。不但是解决气源不足的紧张情况,对整个设备有很大的提升,减少故障率。处理后,输灰性能得到很好的改善,提高了气力除灰输送系统的稳定性。
2.2圆顶阀改造后的气动闸板阀
由于密封圈属易损件,再更换过程极不方便。如果要更换就是要拆除圆顶阀才能更换,一组三个仓泵,同引一根母管测密封压力,这就会出现一组仓泵某个密封圈破损后无法正确判断到底是哪个损坏,会拆出检查正常再更换回去,而后经过我们的思考增加密封压力仪表管进出截止阀,用来判断密封圈是否故障,漏气。在每组仓泵圆顶阀上增加压力表,打开密封压力气源,进出截止阀一关,压力是否能保持一看便知,如气源慢慢下降,或甚至一下子下降的情况也有。直接针对某个圆顶阀拆除检查,效果理想,更换效果提升了好几倍。不然原先只能猜,和时间上来推算,经常有失误,改进后不但是工作量减少。还不耽误时间,不影响锅炉运行下灰的时间.
2.3灰管线的输送改进
调整振打及阴极框架,调整极板极线间距,将原袋除塵布袋由普通滤袋更换为PPS滤料+PTFE基布超净滤袋,使电袋复合除尘器除尘效率提高到99.94%,出口粉尘浓度按不高于30mg/Nm3不增加除尘器阻力,不增加清灰系统压缩空气用量。
结束语
对整个输灰系统改进后明显的变化,原来平均一个月就要更换一次圆顶阀密封圈改造成气动闸板阀后一年时间都没有故障。这不仅节省了人力物力的方面的消耗,而且对设备稳定运行提供了保障。在确保气力除灰安全运行的同时有效减少除灰系统运行缺陷,尤其是在输送方式上的改动,能大量减少整个输灰用气的用气量,经济效益相当可观。我们将继续努力,总结经验,集思广益,争取创造气力除灰运行的最佳水平。
参考文献:
[1]邱生祥.火电厂气力除灰不畅的原因分析及解决对策[J].电力建设,2011,32(4):70-73.
[2]李英晖.火电厂气力除灰不畅的原因分析及解决对策[J].环境与生活,2014(16):199.
[3]吴晓.发电厂气力输灰PLC监控系统的设计与实现[J].电力系统自动化,2002(04):70-72.
[4]金维勤.气力除灰实际应用中应关注的事项[J].电力建设,2008(09):50-52.
[5]邱生祥.火电厂气力除灰不畅的原因分析及解决对策[J].电力建设,2011,32(04):70-73.
(作者单位:国电宿州第二热电有限公司)