滤水筛管缠丝机的研究改进
2019-09-10马吉
马吉
摘 要:本文对缠丝机的工作原理进行分析后,通过改进钢丝张紧装置达到滤水管缠丝稳定、均匀的效果,同时提高生产效率,满足水井所需滤水管质量需求。
关键词:问题分析,解决措施
引言
就当前宁夏省滤水管制造的市场情景下,加工滤水管的企业基本没有,市场潜能很大。当下有能力提供货源的加工厂都采用的是自制设备,加工效率低下,滤水管缠丝手段低下。倘若大力投资引进智能化设备,成本过于偏大,当前形势下不可行。通过对自制设备的技术改进不仅可以改变传统的生产模式,还可以在一定程度上降低工人的劳动强度,提高效率,为企业创造更大的价值。
一、滤水管缠丝设备的结构及工作原理
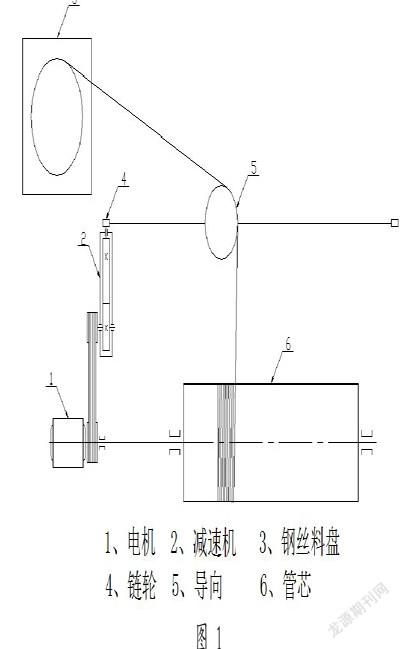
滤水管缠丝设备由动力机构、减速机构和缠丝机构和放丝机构组成,见图1。特征是:滤水缠丝设备的动力机构为励磁调速系统,正反运转。缠丝机构主要包括机架和设置在机架的一侧的管卡盘和管末端托举装置。机架的两端安装链轮以链连接方式带动行走托板小车,其上设有张紧轮组和机头稳定轮,立式分布在行走托板小车上张紧钢丝。利用机架管卡盘的转动速度与行走托板小车的移动速度的速度差实现滤水管滤缠丝间隙设定。
图 1
二、生产中出现的问题及改进措施
2.1设备主要存在的问题
1、根据水井工程要求,部分套管需焊制垫筋,缠丝过程中经常出现缠丝间隙时大时小,缠丝重叠、交叉,甚至有跳丝等现象,导致管外径增大,不符合水井设计要求而返工。
2、机头稳定轮的设计位置也有很大的影响。机头稳定轮的设计位置离套管距离过大,套管振动影响钢丝摆动过大,不垫筋的套管缠绕钢丝时,影响不是很大,缠丝比较均匀,倘若缠绕垫筋套管,表面焊接的钢筋不平整,亦或钢筋未拉直,由于受力原因,很容易导致缠丝间隙不均匀。
3、高频率作业时,链条的铰链容易磨损,容易发生跳程、脱落现象,运行时噪音很大,若时常发生故障,维修、更换非常耽误时间。
2.2改进方案
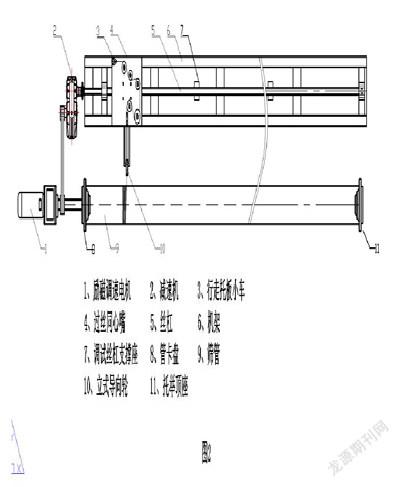
1、改进后的滤水筛管缠丝机(图2),选用丝杠传动代替链传动,由于现加工丝杠时间长,成本大,工期又紧,故直接购买库存丝杠,重新确认匹配减速机,输出轴通过十字轴式万向联轴器链接丝杠带动行走托板小车,保证小车运行平稳,减小噪音,改善工作环境。同时利用动力系统可往返缠绕钢丝,最长可缠绕12m长的滤水管。
2、立放的导向轮张力小,绷丝不紧,加上套管焊筋不平,导致钢丝在缠到套管上时左右摆动,导致缠丝间隙大小不一等问题。因此,需增加张力,重新布置行走托盘小车上张紧装置,加密导向轮,采用水平、立式分布,加大张紧力,将机头稳定轮安装到與滤水管最接近的位置,减小钢丝波动,提高缠丝质量。
3、选定合适的主轴皮带轮直径,计算出可更换的减速机输入端各种规格皮带轮来满足0-3mm间隙的控制,适合缠绕管径范围为Ø60-Ø325mm,长度小于12m的缠丝要求。
间隙计算:P(Dd1/Dd2)/i- d
式中:
N1——主动轮转速
Dd1——主动轮基准直径
Dd2——从动轮基准直径
i——传动比
P——丝杠螺距
d——钢丝直径
三、结论
改造后的缠丝设备投入运行以来,缠丝质量得到了显著提高,运行稳定,可靠性高,保证了生产过程中持续稳定运行,降低了劳动强度,大大提高了生产效率,有利于设备的运行和管理。
参考文献
[1]左全山,李玉玲.预应力砼输水管缠丝工艺缠丝方法研究[J].研究与探讨.NO.6,7-8 1999.
[2]《危机差速预应力缠丝机》,1993年第6期.
