坡口横焊及平焊在液压支架结构件焊接中的工艺性研究
2019-09-10张俊
张俊




摘 要:通过试验列出CO2气体保护焊坡口横焊和平焊的优缺点。结合现场生产和质量检测,得出减少焊接缺陷的工艺参数。同时,制定合理的焊接工艺方案,以保证液压支架结构件的焊接质量,提高生产效率。
关键词:坡口;横焊;平焊;液压支架;焊接工艺
中图分类号:TG444 文献标识码:A 文章编号:1003-5168(2019)17-0058-04
Abstract: The advantages and disadvantages of CO2 gas welding groove horizontal welding and flat welding were found out through experiments. Based on field production and quality inspection, the process parameters to reduce welding defects were obtained. At the same time, a reasonable welding process plan was formulated to ensure the welding quality of the structural parts of the hydraulic support and improve the production efficiency.
Keywords: groove;transverse welding;flat welding;hydraulic support;welding technology
目前,液压支架结构件在生产制造中常采用CO2气体保护焊和富氩气体(Ar+CO2)保护焊,焊接操作由人工和焊接机器人完成。多数煤机企业采用CO2气体保护焊和人工焊接来完成支架产品的焊接。而在支架结构件中,盖板往往是构成箱体结构的最后一个零件,一般为单侧坡口焊接,此处焊缝质量决定着整体结构的稳定性和安全性。通过统计各煤矿使用液压支架结构件的损坏位置可知,损坏情况多为盖板处焊缝。因此,本文着重从CO2气体保护焊和人工焊接这两方面来进行坡口焊接试验。
支架结构件盖板的坡口焊接一般采用平焊和横焊的方式。各煤机厂对坡口焊接均有自己的焊接工艺,但是,在现场生产和检验中,仍有许多超标的焊接缺陷存在,需要进行返修处理。本文通过对试件进行平焊和横焊试验,分析两种不同焊接方式在液压支架焊接中的优缺点,探索合理的焊接工艺,减少焊接缺陷,提高質量和生产效率。
1 平焊与横焊
1.1 平焊
平焊是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。
由于焊缝处在水平位置,熔滴主要靠自重过渡,操作技术易掌握,适应于初学者,可以选用较大直径的焊条和较大的焊接电流,生产效率高,因此在生产中应用较为普遍。但是,平焊位置打底焊时,熔孔不易观察和控制,在电弧吹力和熔化金属的重力作用下,使焊道背面易产生焊缝咬边、烧穿、夹渣、未焊透和未熔合等缺陷[1]。图1为平焊宏观腐蚀试样,上表面平整,根部有未融合、未焊透现象。
1.2 横焊
横焊是焊接垂直或倾斜平面上水平方向的焊缝。
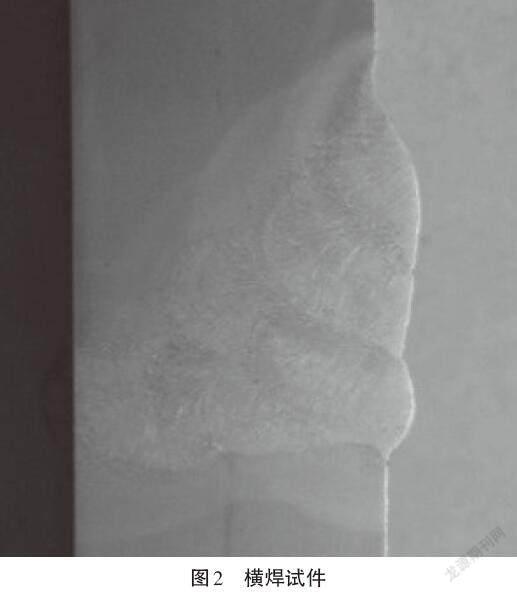
对接横焊时熔池液态金属及熔渣在自重作用下会往下坠,使焊道产生上侧咬边下侧变高,容易造成焊瘤、夹渣等缺陷[2]。若焊接过程中操作不当,会加剧以上缺陷程度。根部实现单面焊双面成型相对易掌握[3]。图2所示横焊宏观腐蚀试样,根部融合完好,上表面出现咬边、焊凸现象。
2 焊接试验及工艺
2.1 试验材料及条件
为了更真实地模拟生产实际情况,试验条件均要与实际生产相符合。
选择材质为Q460C、板厚为20mm的钢板作为母材,钢板符合《低合金高强度结构钢》(GB/T 1591—2018)标准,试件规格为20mm×150mm×300mm,并记录钢板炉批号。由于焊接母材为低合金高强钢,因此,采用焊接裂纹敏感性相对较低、焊缝金属塑韧性相对较高的低强匹配焊接技术能较好地控制焊接冷裂纹的产生,并保证接头的抗断性能[4]。焊接低强匹配选用焊丝:实心焊丝ER50-6 Φ1.2mm,焊丝符合《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T 8110—2008)标准。母材与焊材的力学性能如表1所示。
试验条件:焊接设备使用奥太NBC-500焊机,采用的焊接方法是CO2气体保护焊[5],直流反接,气体纯度99.9%,环境温度20~30℃,室内焊接,焊工持有相应资格证书,质检人员具备相应检验资格证书。
2.2 焊接工艺
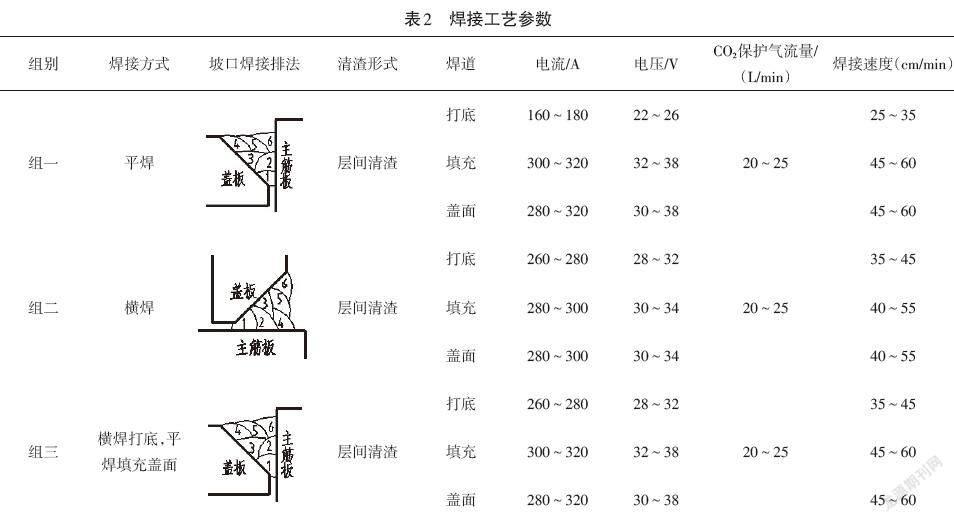
试验分三组进行,每组所采用的焊接工艺[6]不同,三组试验分为两种试件,试件接头形式相同,均采用角接接头的坡口焊缝。其中,试件一坡口大小为14mm×45°。为保证坡口大小统一,采用火焰切割机器人定位加工,切割后修磨切割表面氧化皮并见金属光泽。试件一与试件二拼装根部间隙控制在1~2mm,低于试件二上表面5mm,模拟主筋板与盖板拼接形式,如图3所示。
拼焊前将试件待焊位置及周边20mm范围内打磨见光,清除表面浮锈、油污及氧化皮。焊前,操作工要熟悉焊接工艺参数(见表2)中的各种要求,试验人员及检验人员要记录焊接过程中的数据。焊接完成后,相关人员对记录的数据进行汇总,并对照焊接工艺参数进行分析。对于焊接完成后的试件,要分组做好标记,室温静置1d后检验焊接质量。
3 试验结果及分析
3.1 外观检测
按照《液压支架结构件制造技术条件》(MT/T 587—2011)标准对各组焊缝进行外观检验,焊缝质量符合Ⅰ类焊缝。组一、组三试件中的焊缝外观平整,焊道与焊道之间过渡平滑,表面每道焊缝宽度均匀;组二试件中的焊缝外观相对较差,道间存在小夹沟,个别焊道余高偏大。经多组试验得出结论,平焊盖面外观质量优于横焊盖面。
3.2 无损检测
按照《焊缝无损检测超声波检测技术、检测等级和评定》(GB/T 11345—2013)标准对各组焊缝进行超声波探伤,焊缝质量符合检测等级B级。通过分析三组试件超声波探伤数据可得出:组一试件焊缝易出现缺陷位置为根部,多为未熔合、夹渣;组二试件焊缝易出现缺陷位置为填充层坡口一侧,多为气孔、夹渣;组三试件焊缝内部缺陷相对组一和组二较少。经试验得出,横焊打底、平焊填充盖面的焊接工艺能有效控制坡口焊缝内部质量。
3.3 宏观检验
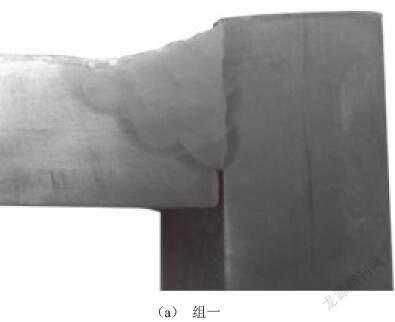
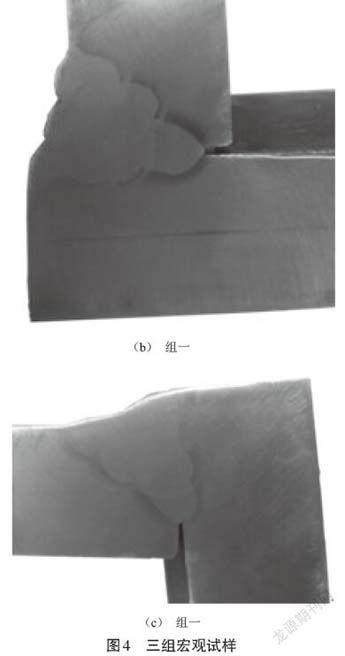
按照《金属材料焊缝破坏性试验 焊缝宏观和微观检验》(GB/T 26955—2011)标准对各组焊缝进行破坏性试验,同时,根据《金属材料焊缝破坏性试验 宏观和微观检验用侵蚀剂》(GB/T 26956—2011)标准,使用5%硝酸酒精溶液作為侵蚀剂进行宏观检验。三组试样焊缝腐蚀后熔合线清晰显示,焊缝均与母材熔合良好,但熔合情况各有不同。其中,组一试件平焊打底焊熔深较浅,填充及盖面焊坡口一侧熔深比直边熔深大,如图4(a)所示;组二横焊打底焊熔深较组一熔深大,填充及盖面焊坡口及直边两侧熔深均较大,如图4(b)所示;组三横焊打底焊熔深较组一熔深大,填充及盖面焊熔深与组一相似,如图4(c)所示。
3.4 试验分析
由于打底焊横焊与平焊参数差异较大,因此,针对坡口焊缝平焊和横焊的打底焊进行单独试验,对比两种打底焊接方式的差异性。打底焊试验完成后,按标准对焊
缝进行宏观腐蚀,分析打底焊质量与实际焊接操作之间的关系。平焊打底焊要求操作技能相对较高,不易掌握,焊接电流、电压、速度、焊枪角度匹配较严格,熔深较浅,操作不当时,易出现烧穿、未融合等缺陷,如图5(a)所示;横焊打底焊要求操作技能较低,易被掌握,焊接电流、电压、速度选用范围较广,熔深较大,操作容错率较高,操作不当时,在坡口一侧易出现气孔、夹渣缺陷,如图5(b)所示。
液压支架结构件的焊接,总体焊接工艺为:全位置打底焊接完成后,再进行填充、盖面焊接。对于同一位置的多层多道焊接,需要分为两次进行,这样能有效控制结构件变形情况。经以上焊接试验得出,横焊打底焊使用电流、焊接速度均高于平焊打底焊,因此横焊打底焊接效率较高,此焊接操作易掌握,且焊接熔深较大,焊接质量容易控制;平焊填充、盖面使用电流、焊接速度略高于横焊,但焊缝内部质量和外观质量均优于横焊填充、盖面。
4 结论
从试验结果来看,CO2气体保护焊焊接坡口焊缝时,采用横焊打底焊和平焊填充、盖面焊接工艺时,可有效提高液压支架结构件盖板焊接质量和生产效率。此焊接工艺已于本厂实施,效果良好,可进行推广。
参考文献:
[1]张小利,周静,张利子.CO2气体保护焊在钢模板焊接中的应用[J].中国机械,2015(2):101-102.
[2]施陈晨,杨英发.试板横焊操作要领分析与研究[J].轻工科技,2015(1):57-59.
[3]孙壮.单面焊双面成型的焊接工艺试验[J].中国重型装备,2013(1):36-38.
[4]赵智力,王光临,张远健.高强钢低匹配等承载对接接头焊接残余应力调匀能力[J].焊接学报,2018(7):115-118,138.
[5]孙正夏,王兆东,纪正.CO2气体保护焊实训中的问题浅析[J].工程技术,2016(4):59.
[6]冯祥利,王磊,刘杨.焊接工艺对Q460钢CO2气体保护焊接头冲击断裂行为的影响[J].材料热处理学报,2018(3):159-166.
