一种塑料零件设计方法
2019-09-10刘华荣
刘华荣
摘要:塑料零件设计一般都经过建模、零件强度分析、拔模分析、筋位布局等过程;完成一个全新塑料零件的设计首先考虑其用途,应用环境,在整体装配中的作用,为下一步结构设计提供较准确的信息;设计结构需要根据作用对部分特定结构或部分特征进行处理。
关键词:拔模、抽壳、加强筋
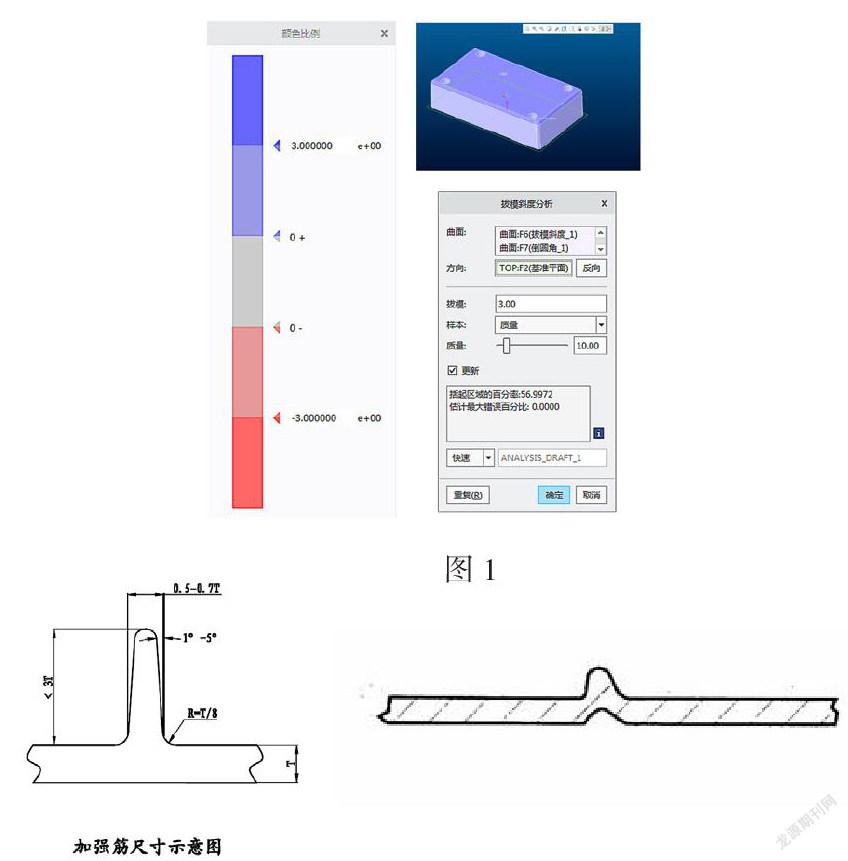
在零件设计过程中应考虑应用环境、作用及后继加工或如何出模,出模方向及在模具中所提到的分型面,定义分型后以此面进行零件拔模,一般塑料件拔模角度为0.5°~3°(视具体情况而定)。为了保证零件整体厚度一致,抽壳前应完成上述拔模操作,应对抽壳后的零件进行壳体分析,输入壳体的上下限值,超出或小于设计厚度时会以不同颜色(见图一)进行显示,一目了然,也可多角度剖截面对零件的厚度进行检查(建议自动检查)。
若塑料件壳体比较薄在注塑过程中容易导致零件变形,对零件的装配尺寸或关键尺寸及零件之间的装配都有着极大的影响,对此问题的改善是在不影响生产工艺的情况下在非装配或非配合区域中加筋位,增强薄弱面的强度,筋位如设计不合理将会使零件表面出现注塑收缩纹,表面有出现不同程度的变形,将影响外观面的质量;所以筋位的设计厚度一般为:T*40%=t1,(注:T:表示零件厚度;t1:表示筋厚度)。
设计要点:
不同的塑料材质收缩率相差较大,前期应综合慎重考虑成本及各方面因素对材料进行选型,否则开模后基本是不能改变零件材质。
零件厚度整体应均匀,若出现有过度面厚度有变化时,尽可能的采用具有弧度的面进行连接,避免塑料件表面质量问题等。
特别注意丝铜丝柱料不可太厚,将直接影响零件表面质量、导致变形等问题。
零件分析:
零件设计完成后输出开模前,需要对零件进行分析拔模角度是否符合要求,可以采用专业的3D设计软件进行分析,例如:creo、ug等软件。
分析拔模是为了确定型腔内部的零件是否能顺利脱模,避免出现有倒扣现象,外表面质量处理是否能满足设计或客户要求,以creo4.0为例对一个塑料结构件进行拔模分析,相关分析数据如图一所示:
关于图一所示分析数据显示拔模角度符合设计要求,分析估计最大错误百分比为:0。
拔模分析是为了确定模具中内部零件能否从型腔中脱模,拔模分析要指定一个拔模角度和出模方向。所选零件的曲面是否要进行拔模斜度的设置,分析软件会检测垂直于零件曲面的平面进行参考与出模方向之间的角度。
使用拔模分析可以确保模具型腔内的零件是否能顺利的脱模,而产品不易变形,拔模分析是以用户定义的拔模脱出方向为检查依据。
如果拔模分析以一侧为准,那么被完全拔模的曲面就会以洋红色显示,如果拔模分析以两侧为准,那么一侧就会显示洋红色,另一侧就会显示蓝色,分析软件也以一个颜色范围显示零件表面的实际拔模角度与指定值之间的差异。
零件壁厚设计建议:
零件壁厚度一般不宜≤0.9mm,常选取1.0mm~4.0mm,具体壁厚根据实际设计需要而定。
基本设计原则:
一般塑料件的厚度为2.0mm~3.0mm,如吸油烟机大面板壁厚就是2.0mm~3.0mm,热塑性塑料最大设计壁厚为4.0mm。
壁厚的大小取决于:
a、产品需要承受的外力;
b、是否作为其他零件的支撑;
c、承接柱位的数量;
d、加强筯的数量;
e、选用的材料。
产品过厚从成本角度来看,不但增加材料成本并降低生产注塑效率,增加生产成本。从产品设计角度来看,注塑周期及冷却时间设置不合理会导致产生空穴气孔的可能性,削弱产品的刚性及强度,增加产品的缩水痕。
平面原则:
最理想的壁厚分布无疑是切面在任何一个地方都是均匀的,为满足功能上的需求以致改变壁厚是无可避免的。壁厚的地方比壁薄的地方冷却时间相对较慢,若在相接的地方表面在浇口凝固后出现收缩痕,甚至会产生收缩纹、热内应力、挠曲部份歪曲、颜色不同或透明度有所差异。若壁厚的地方渐变成薄壁的是不能避免的情况下,应尽量设计成塑料由壁厚的地方流向壁薄的地方,不同平面过度要逐渐的改变,并且壁厚比例不小于3:1。
转角准则:
壁厚均匀的转角的地方也同样需要,以免冷却时间不一致,导致冷却时间较长的地方会有收缩现象,因而部件变形和挠曲。另,尖锐的圆角位通常会导致零件有缺陷及应力集中,尖角的位置也常再加工或表面处理过程后引起物料聚积(如电镀)。集中应力的地方会在受负载或撞击的时候破裂。较大的圆角提供了这种缺点的解决方法,不但降低应力集中的因素,而且流动的塑料流体更顺畅及成品脱模时更容易。圆弧位与壁厚是有一定的比例,一般数值是在0.5左右。
加强筋作用:
加强筋在塑料中主要是增加产品的刚性和强度。加强筋最有效的形状如“工”字,對一些经常受到压力、扭力、弯曲的塑料产品尤其适用。选择加强筋的位置应考虑如塑料流动方向、收缩方向、脱模方向等。如承重的结构需要加厚、渐变加厚或加筋等方法。
加强筯的形状:
加强筋的长度可与产品的长度一致,两端与零件壁相接,也可用于局部增加产品某部份的刚性。见“加强筋尺寸示意图”,要是加强筋没有接上产品壁,末端部份应渐变终止,从而减少出现困气、填料不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
1、为防止缩水缺陷及保证加强筋强度,加强筋的宽度一般是壁厚的40%~60%,见“加强筋缩水示意图”;
2、加强筋应加拔模角度,在不影响其强度或效果的情况下斜度越大越好;
3、为保证塑料件基本平整,加强筋的端面不应与塑料件的支撑面等高,应低于支撑面至少1.0mm。
综上,可以看到在设计之初需要考虑材料的特殊性(如耐高温特性,阻燃等级等),还必需考虑到对食品级的要求等级,包括在小家电中应用特别广泛的塑料件及金属件。以上是在设计过程中特别要注意的,若是出口应符合进口国的相关标准。由于PC料的特殊性欧盟等国对此材料应用于儿童食物接触的器具是禁用的,如法国的食品级Reach要求,另特别注意欧盟要求RoHS。
