锻造模具加工工艺及自动化软件应用研究
2019-09-10杨亮黄程程
杨亮 黄程程

摘 要:隨着社会的快速发展,生产制造单位需要紧跟市场脚步。生产工艺及数控自动化软件是实现以上目的的极为重要的手段。生产工艺的合理性关系到加工的效率,数控自动化编程策略的准确性关系到产品质量。本文对锻造模具加工工艺及自动化软件应用进行探究,以便提供应用参考。
关键词:数控加工;自动化软件编程;加工中心
中图分类号:TG519.1 文献标识码:A 文章编号:2096-6903(2019)02-0000-00
1应用机械数控加工技术的重要意义
随着行业发展和科技水平的提升,为了更好的适应市场的形势变化,促使机械制造加工技术不断升级和提高。数控机床已经在模具生产领域被广泛应用,研究可知传统工艺无法实现模具的三维曲面加工。与传统的模具制造技术相比,数控机床精度高,效率高及全面性的优点得以体现,从而提升企业的经济效益。随着数控机床的广泛应用,越来越多的程序编制软件面向机械制造单位推广,例:UG、PowerMILL、CATIA、Cimatron等软件供技术人员选择。在编制NC程序时,首先考虑的是刀具路径的安全性,其次是加工精度、切削效率。相比各类软件,PowerMILL软件是一款独立的CAM系统软件其能更好的满足这些具体要求,同时具有中文操作界面风格简单,刀具路径丰富,区域清除方法高效的特点,PowerMILL的“赛车线加工”可减少任何切削方向的突然转向,生成的刀具路径光顺,大大减少了切削速度的突然变化,尽可能地保证刀具负荷的稳定,保持均匀的加速度,同时最大程度减少刀具磨损和机床主轴的切削压力,符合高速加工的需求。
2大型前轴模具加工工艺流程
工艺系统的4个要素即工件、夹具、刀具和机床,在很大程度上决定了模具加工的整体工艺路线。不同的生产加工企业其加工工艺可能会有所差别,以大型汽车的前轴模具为例,简述其加工工艺流程。大型汽车的前轴锻造模具硬度要求较高为HRC44-48℃,模型数据容量大、细小结构多、且以三维曲面为主、型腔深度落差较大、并且深腔底部尺寸较小。为了挺高生产效率,节约刀具成本,此工艺流程分为淬火前加工及淬火后加工。
工艺流程为:模具型腔粗加工——模具淬火及回火——型腔半精加工——型腔精加工。
(4)模具型腔精加工采取2次精修的工艺方式。大型锻造模具硬度高、周期长,刀片磨损后局部余量不均匀,第1次精加工后的余量相同,为第2次精加工做好基础,这样可以更好的保证型腔尺寸精度及曲面光洁度。
3前轴模具的程序编写
3.1粗加工
(1)导入数模:打开PowerMILL软件,点击‘输入模型’命令选取三维模型,一般是文件后缀名为‘stp、igs’的通用格式。
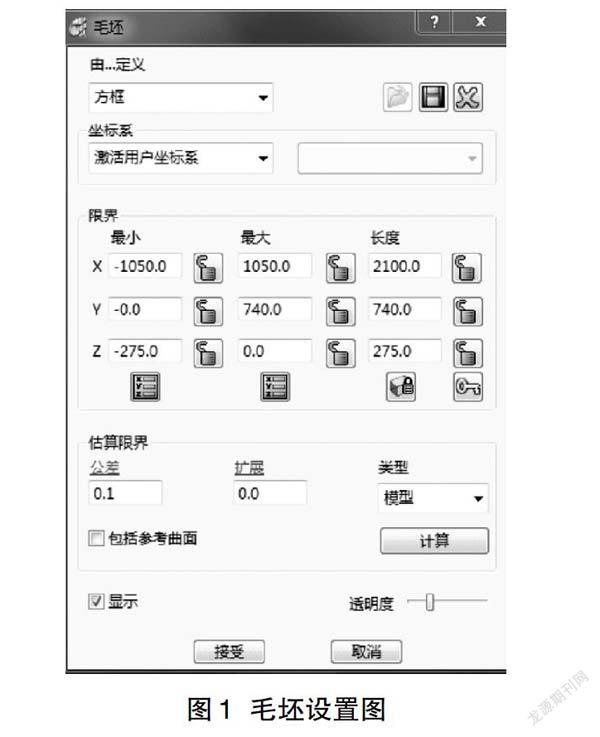
(2)设置坐标系:在‘用户坐标系’选项中选择‘使用毛坯定位坐标系’,点击‘毛坯’命令检查坐标系是否符合要求的位置原点,如图1所示。
(3)建立刀具数据库:点击‘刀具’命令,选择‘产生刀具’中的‘刀尖圆角端铣刀’建立名称为D63R6(直径63、刀尖半径6)的粗加工刀具。
(4)点击‘模型区域清除’设置加工参数,主轴转速900mm/min,切削进给2000mm/min,下切步距0.5mm,行距45mm,模具型腔属于封闭区域,切入要选择‘斜向’下刀,余量设置0.35mm,模型存在相对狭小的区域,‘不安全段移去’命令中要设置分界值,此数值应该大于(63-6*2)/63。
3.2淬火后半精加工
淬火后模具硬度在HRC44-48℃,要将切削进给和下切步距减小,保证加工中刀具稳定性,避免刀具问题对机床和工件的不利影响。
3.3精加工
(1)精加工的策略有很多种,如三维偏置、等高精加工、浅滩精加工等,精加工时通常先算出浅滩边界,然后用等高精加工计算边界外部刀路(如图2),再用平行精加工或者浅滩精加工计算边界内部刀路(如图3)。选用球刀D16R4(直径16刀片圆角4),主轴转速3000mm/min,切削进给1500mm/min,行距0.25mm、下切步距0.3mm。此模具型腔采用2次精加工的工艺方法,第1次精加工后的径向余量是0.2mm、轴向余量0.15mm。为了保证浅滩和等高两种刀具路径接刀良好,可以在许可的情况下把浅滩边界先外三维偏移1~2mm。
等高精加工程序:
%
O1
N1 G80 G49 G69 G40
N2 G54 G90 G17 G21
N3 G05.1 Q1
N4 S3000 M03 G00 Z100.000
N5 G00 X-337.704 Y486.677
N6 G00 X-337.704 Y486.677 Z-18.000
N7 G01 Z-20.000 F600
N8 X-566.964 F1200
N9 X-566.150 Y486.546 Z-25.000
N10 X-338.174
N11 X-338.645 Y486.415 Z-30.000
N12 X-565.336
N13 X-564.523 Y486.284 Z-35.000
N14 X-339.116
N15 X-340.439 Y486.153 Z-40.000
N16 X-563.713
N17 X-562.912 Y486.022 Z-45.000
N18 X-342.158
N19 X-343.877 Y485.891 Z-50.000
N20 X-561.928 Y485.890
N21 X-555.542 Y485.760 Z-55.000
N22 X-345.596
N23 X-347.312 Y485.629 Z-60.000
N24 X-547.260
N25 X-540.058 Y485.499 Z-65.000
N26 X-349.025 Y485.498
N27 X-350.738 Y485.367 Z-70.000
N28 X-533.657 Y485.368
N29 G00 Z100.000
N30 G05.1 Q0
N31 M05
N32 M30
N33 %
淺滩精加工程序:
%
O1
N10 G80 G49 G69 G40
N11 G54 G90 G17 G21
N12 G05.1 Q1
N13 S3000 M03 G00 Z100.000
N14 G00 X-336.030 Y420.518
N15 G00 X-336.030 Y420.518 Z-1.619
N16 G01 Z-3.619 F600
N17 X-339.332 Y417.216 Z-3.627 F1200
N18 X-342.235 Y414.313 Z-3.877
N19 X-344.567 Y411.980 Z-4.296
N20 X-347.780 Y408.768 Z-5.205
N21 X-349.758 Y406.790 Z-5.985
N22 X-351.741 Y404.807 Z-6.957
N23 X-352.830 Y403.718 Z-7.624
N24 G00 Z1.515
N25 G01 X-335.484 Y435.206 F5000
N26 G00 Z-1.610
N27 G01 Z-3.610 F600
N28 X-352.539 Y418.151 F1200
N29 X-354.091 Y416.599 Z-3.661
N30 X-356.752 Y413.938 Z-3.912
N31 X-358.979 Y411.711 Z-4.328
N32 X-362.183 Y408.507 Z-5.238
N33 X-364.156 Y406.534 Z-6.023
N34 X-366.140 Y404.550 Z-6.999
N35 X-367.249 Y403.441 Z-7.678
N36 X-381.696 Y403.136 Z-7.688
N37 X-381.447 Y403.385 Z-7.532
:
:
N289 G01 X-594.395 Y416.711 F5000
N290 G00 Z-18.310
N291 G01 Z-20.310 F600
N292 X-593.558 Y417.548 Z-20.219 F1200
N293 X-581.447 Y429.660 Z-19.061
N294 X-573.691 Y437.415 Z-18.566
N295 X-567.450 Y443.656 Z-18.576
N296 X-561.302 Y449.805 Z-18.795
N297 X-556.975 Y454.131 Z-19.347
N298 X-553.677 Y457.430 Z-20.171
N299 X-550.961 Y460.145 Z-21.221
N300 G00 Z-15.943
N301 G01 X-572.508 Y452.740 F5000
N302 G00 Z-20.943
N303 G01 Z-22.943 F600
N304 X-576.840 Y448.408 Z-21.805 F1200
N305 X-581.368 Y443.881 Z-20.872
N306 X-584.647 Y440.601 Z-20.409
N307 X-590.066 Y435.182 Z-20.136
N308 X-594.277 Y430.971 Z-20.320
N309 G00 Z100.000
N310 G05.1 Q0
N311 M05
N312 M30
N313 %
4結语
综上所述,在机械数控加工领域引入编程技术,针对具体的产品特性制定加工工艺流程,最大限度地发挥软件的指导和支撑作用,从技术上促使模具制造行业的快速发展。模具型面程序的编制有效的积累工艺知识和经验并获得稳定的加工刀具路径,从而提高数控机械加工效率、质量,实现更大的经济效益和社会效益,提升企业竞争力。
参考文献
[1]贾慈力.模具数控加工技术[M].北京:机械工业出版社,2011.
收稿日期:2019-05-28
作者简介:杨亮(1985—),男,吉林辽源人,本科,助理工程师,研究方向:机械加工。
Forging Die Rrocessing Technology and Application of Automation Software
YANG Liang,HUANG Chengcheng
(Liaoyuan Fangda Forging Co., Ltd., Liaoyuan Jilin 136200)
Abstract: With the rapid development of society, the production and manufacturing units need to respond quickly to keep up with the market. Production process and NC automation software are very important links. The rationality of production process is related to the efficiency of processing, and the accuracy of NC automatic programming strategy is related to product quality. In this paper, forging die processing technology and automation software applications are explored in order to provide engineering reference
Keywords: NC machining; automatic software programming; machining center
