磨料种类和粒径对钢板表面的形貌影响
2019-09-05郭瑞周存龙刘旭东
郭瑞 ,周存龙 ,刘旭东 ,王 强
(1.太原科技大学 交通与物流学院,山西 太原 030024;2.太原科技大学 山西省冶金设备设计理论与技术省部共建国家重点实验室培育基地,山西 太原 030024)
0 前言
Q235钢具有良好的韧性和强度,在建筑、桥梁和船舶等工业领域被广泛使用。热轧Q235钢表面有一层致密的氧化铁皮需要在冷轧前去除掉,该过程称为除鳞[1]。目前大规模除鳞主要采用传统的酸洗方式,由于酸洗过程产生的废酸和酸雾会对环境造成不利影响,寻求一种新型环保型除鳞技术已经称为不可忽视的问题[2-3]。磨料射流技术利用高速运动的磨料颗粒对金属表面进行冲蚀,以水作为携带固体颗粒的介质,是一种绿色无污染的除鳞新技术[ 4],目前已有研究机构对除鳞新技术进行了相关研究[5-6]。
磨料射流加工过程中涉及的参数包括工艺参数、喷嘴参数以及磨料参数,国内外许多专家学者已经对磨料水射流工艺参数与加工效果进行了相关研究。梁博健[7]等人对通过仿真分析和正交试验,对喷嘴各结构参数性能影响的显著性及重要性次序进行了分析。Chen R[8]等人采用分子动力学模拟方法研究磨料水射流冲击单晶硅基体的过程,分析了喷射距离对射流流场的影响以及对冲蚀损伤程度的影响,还需要研究磨料参数对除鳞后钢板表面质量的影响。研究显示采用磨料射流技术可以将热轧带钢表面的氧化铁皮完全去除5,本文仅针对磨料参数对除鳞后板材表面的质量影响进行研究,为合理设置磨料参数以获得所需要的钢板表面质量提供指导。
1 材料和方法
1.1 设备与样本准备
本文所采用的实验设备为数控高压水切割机,设备参数性能如表1所示。所用试样为Q235热轧钢板,密度为7.9 g/cm3,维氏硬度为400 kg/mm2,将样本用线切割机加工为100mm×50mm×3mm大小。试样固定在自制的夹持装置上,通过调节高压水切割机x、y、z方向的主轴速度和位置实现加工高度和水平进给速度的设置。
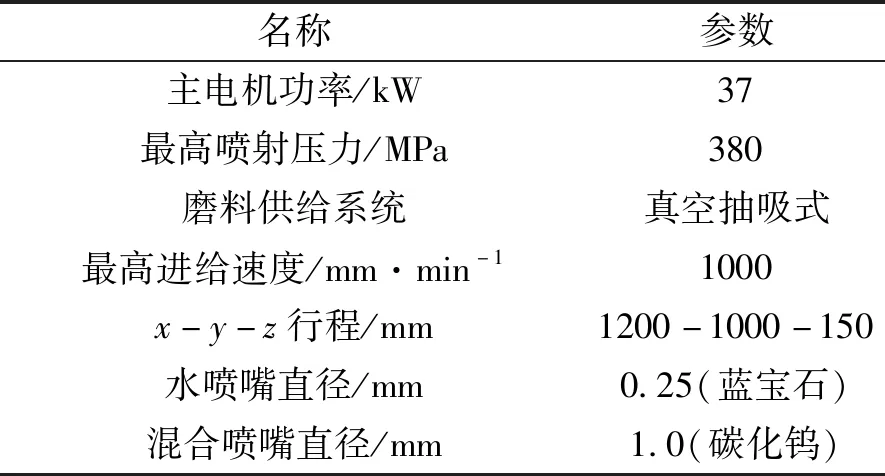
表1 磨料水射流发生装置的主要性能参数
1.2 磨料和实验参数水平设置
为研究磨料种类对钢板表面质量的影响,选用磨料水射流加工中常用的两种磨料石榴石和棕刚玉进行研究对比。图1所示为两种不同种类磨料的三维微观形貌,两种磨料都为颗粒状且具有不规则棱角。石榴石密度为3.4~4.3 g/cm3,维氏硬度为1 300 kg/mm2,化学成份见表3;棕刚玉密度为3.9 g/cm3,维氏硬度为1800~2000 kg/mm2,化学成份见表4。本文磨料水射流参数包括磨料种类和磨料粒径,参数水平设置如表4所示。
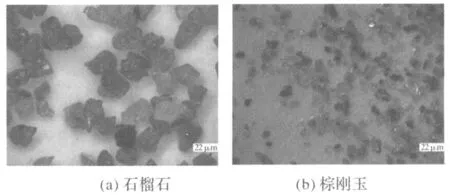
图1 磨料的三维微观形貌

表2 石榴石的化学成分

表3 棕刚玉的化学成分
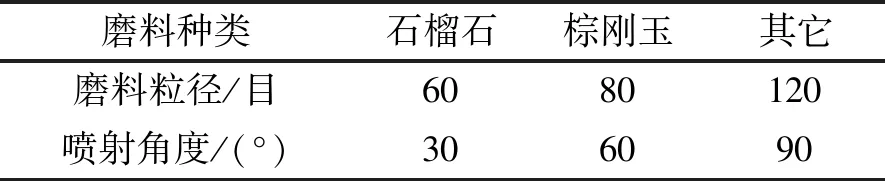
表4 实验参数和水平设置
2 结果和讨论
2.1 磨料种类对加工能力的影响
在磨料水射流加工过程中,利用磨料对工件的冲蚀磨损作用进行材料去除。磨料的种类不同,其化学成分有所不同,物理性质也有很大的差异,因此对工件表面的冲蚀效果也不尽相同。
利用多功能摩擦磨损测试仪对实验后的钢板进行测量,图2为采用石榴石和棕刚玉对钢板加工后钢板表面的横截面轮廓图。其中中喷射距离50 mm,喷射压力76 MPa,喷射角度90°,磨料粒径80目(178 μm),喷嘴主轴移动速度为1 000 mm/min。射流中心一般为喷嘴直径的2~3倍,本文选取距离射流中心两侧-1 000 μm到1 000 μm之间的区域。从图2可以看出,相同条件下采用石榴石时射流中心的最大材料去除深度为40 μm,采用棕刚玉时射流中心的最大材料去除深度为30 μm,石榴石去除材料的能力比棕刚玉强。
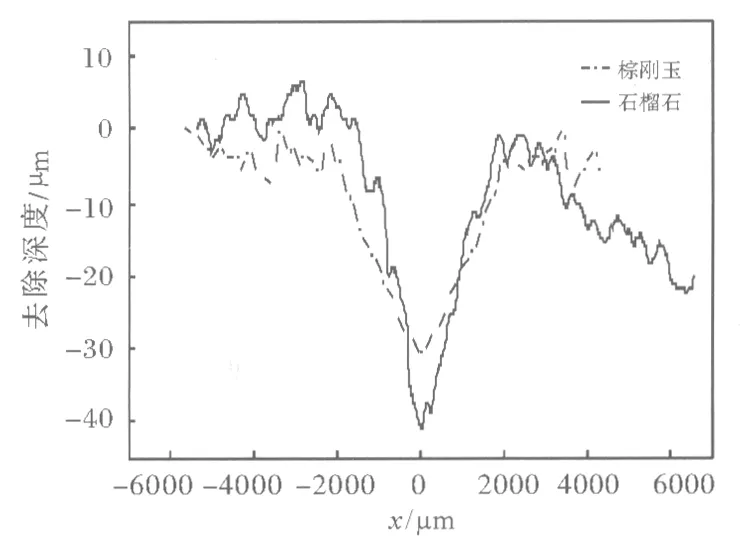
图2 不同磨料种类下板材横截面轮廓图
为了进一步分析两种材料的去除能力,设置喷射角度60°和90°对钢板表面进行静止加工,其他参数不变。保持喷嘴主轴静止不动持续对板材表面喷射3 s,使得加工区域与未加工区域形成明显界限。实验后测量钢板表面的静态加工宽度和长度,如图3所示。结果显示两种喷射角度下,石榴石的材料去除宽度和长度均大于棕刚玉,且在喷射角度为60°时更为明显。
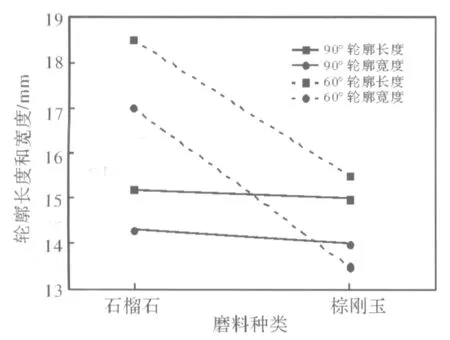
图3 不同种类磨料的静态加工宽度和长度
分析两次实验结果,石榴石的加工深度、加工宽度和长度均大于棕刚玉。同时在两次实验过程中均观察到石榴石与钢板表面作用形成火花并发出"次次"的声音,而棕刚玉在磨料射流喷射去除材料的过程中的声音较绵。分析其主要原因,虽然石榴石和棕刚玉本身的密度和硬度相差不大,但是棕刚玉的采购时间较早,放置条件引起风化导致棕刚玉硬度降低,使得石榴石的材料去除能力大于棕刚玉。
2.2 磨料粒径对钢板表面质量的影响
磨料对材料的去除模型可认为是单颗磨料粒对板材表面作用的叠加。单颗磨料的大小会直接影响其对钢板表面的冲蚀影响。在磨料射流中,磨料粒子的大小将直接影响水射流对磨料粒子的加速作用以及流场对磨料粒子的作用力,从而影响磨料在射流中的分布情况[9],因此磨料大小的不同会对钢板加工表面产生影响。图4为三种不同粒径的石榴石微观形貌。
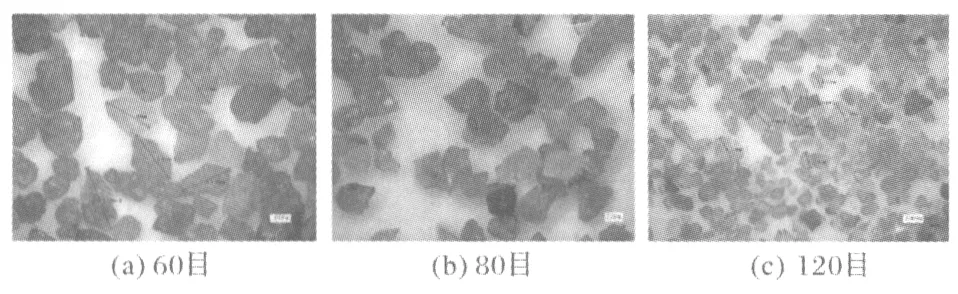
图4 不同粒径的石榴石微观形貌
2.2.1 磨料粒径对钢板表面微观形貌的影响
图5所示为采用磨料大小为60目、80目、120目的石榴石对Q235钢板加工后的表面微观形貌,其中喷射距离50 mm,喷射压力76 MPa,喷嘴移动进给速度1 000 mm/min,喷射角度为30°。
由图5可以看出,钢板表面划痕密集排布,划痕的方向基本相同。随着磨料颗粒的减小,板材表面的划痕数量增多,但划痕宽度明显减小。磨料粒径为60目时,冲击过的钢板表面有很多较长较宽的划痕,而在磨料粒径为120目时很难找到较长较宽的划痕。
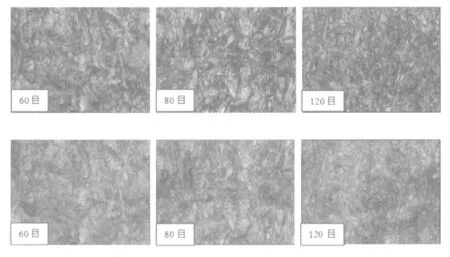
图5 超景深显微下不同磨料粒径加工的钢板表面微观形貌
统计每个观察区域下划痕的数量和宽度,如表5所示。从表5中可以看到,随着磨料颗粒的减小,相同面积上划痕数量增加,划痕宽度明显减小。60目时划痕宽度分布比较广,划痕宽度范围为4 μm到28 μm,但主要集中在4 μm到20 μm之间,最大划痕宽度为26 μm。80目时划痕宽度主要分布在4 μm到12 μm之间,最大划痕宽度为15.8 μm。120目时划痕宽度整体较窄,主要较集中在1 μm到8 μm之间,最大划痕宽度为7.7 μm。
由于较大粒径的磨料颗粒所携带的动能较大,所以当磨料颗粒撞击钢板后,一方面由于颗粒压入钢板的部分增大,另一方面由于颗粒本身的宽度较宽,所以大颗粒对钢板表面产生的划痕较宽;同时动能较大的颗粒需要较长的时间才能停止,所以划痕长度较长;当磨料体积分数相同时,磨料粒径越大,磨料射流中包含的磨料数量就越少,则在钢板表面产生的划痕数量就越少。因此,通过改变磨料粒径大小,可以调节钢板表面质量。
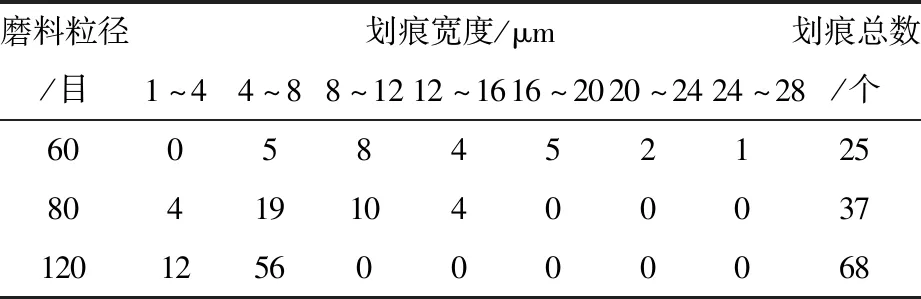
表5 不同磨料粒径下的划痕数量和宽度
2.2.2 磨料粒径对加工轮廓的影响
为分析磨料粒径对磨料射流加工宽度和长度的影响,保持喷嘴主轴不动对钢板表面进行静态冲击3 s。采用磨料粒径60目、80目、120目、200目的石榴石,其中喷射距离50 mm,喷射压力76 MPa,磨料浓度为20%,喷射角度为60°和90°。图6所示磨料射流在静态冲击下不同粒径对钢板表面冲蚀轮廓的影响。
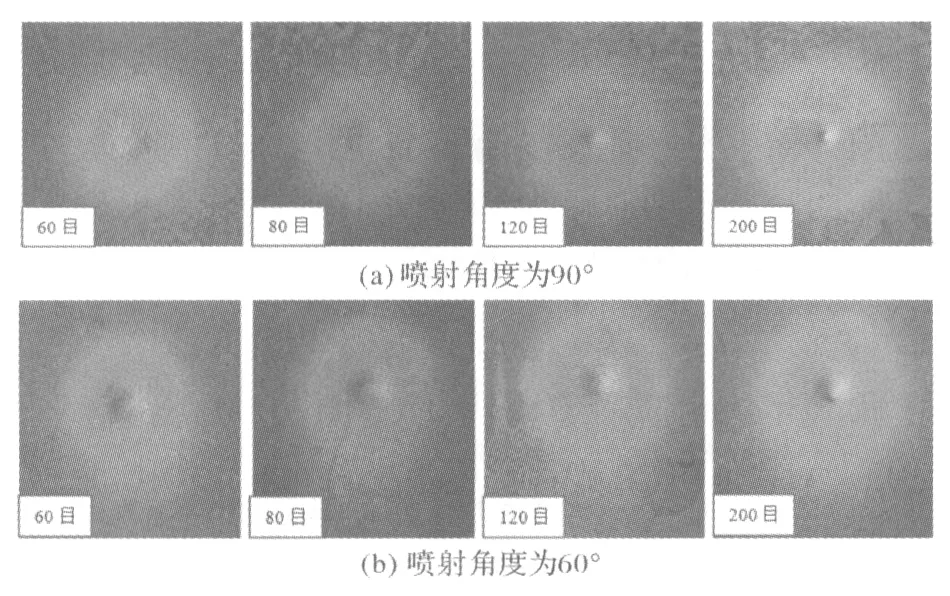
图6 静态冲击下不同磨粒粒径冲击时的钢板表面轮廓
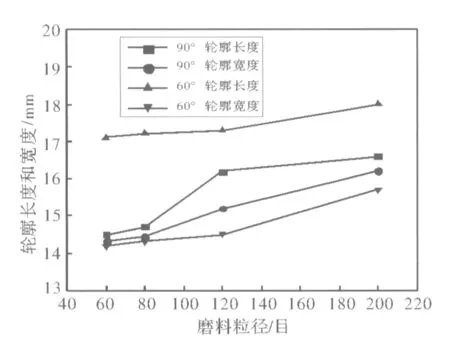
图7 静态冲击下不同磨料粒径时的冲击长度与宽度
经过对图6中钢板表面去除部分的轮廓长度和宽度进行测量得到图7。由图7可以看出磨料粒径为200目时,钢板表面材料的去除范围最大,并且随着磨料粒径的减小,材料的去除宽度逐渐增大。这是由于磨料射流加工过程中,会在靶件表面形成一个压力很大而速度为零的静压区,当磨料穿过该静压区时会发生偏转,且磨料粒径越小偏转距离越大,距离射流中心的距离就越大。所以磨料粒径越小,对钢板表面加工的宽度范围就越大。
因此,在磨料射流加工中,磨料粒径越小,钢板表面的划痕宽度和长度越小,表面粗糙度越光滑;磨料粒径越小,钢板表面的加工范围越大。
3 结论
本文针对磨料参数对除鳞后板材表面的质量影响进行了研究,对磨料种类和磨料粒径分别进行宏观和微观分析,结果表明:
(1)通过宏观测量与分析,得到石榴石对钢板表面的加工深度和加工宽度均比棕刚玉大,石榴石的加工能力比棕刚玉强,其中硬度其主导作用;
(2)通过微观分析得到,磨料粒径越小,钢板表面划痕数量、宽度和长度,钢板表面粗糙度越光滑;通过宏观测量分析得到,磨料粒径越小,钢板表面的加工范围越大,加工效率就越高。