Creo与数控仿真系统在数控车削中的应用
2019-09-04王翠芳孙备张利
王翠芳 孙备 张利


摘 要:利用Creo4.0中的NC模块对复杂阶梯轴零件进行数控车削加工仿真,完成加工设置和刀路文件(.ncl序列文件)的创建,通过3D动态屏幕演示观察加工过程,优化加工工艺参数,然后经过后置处理器生成NC代码(.tap文件),并导入宇龙数控仿真系统进行数控车削模拟仿真,验证加工可行性,生成可在CAK6136数控车床上运行的G代码。
关键词:Creo4.0;数控车削;仿真
中图分类号:TG519.1 文献标志码:A 文章编号:2095-2945(2019)23-0177-03
Abstract: The NC turning simulation of complex stepped shaft parts is carried out using the NC module in Creo4.0, the machining setting and the creation of tool path file (.ncl sequence file) are completed, the machining process is observed by 3D dynamic screen demonstration, and the machining process parameters are optimized. Then the NC code (.tap file) is generated by the post-processor and imported into the Yulong NC Simulation System for NC turning simulation to verify the machining feasibility and generate the G code which can run on the CAK6136 NC lathe.
Keywords: Creo4.0; NC turning; Simulation
1 概述
PTC Creo Parametric4.0(簡称Creo4.0)是目前产品制造行业中应用最为广泛的 CAD/CAM/CAE软件之一[1]。该软件是美国 PTC公司生产的标志性软件,涵盖草绘设计、三维造型设计、机械仿真设计、模具设计、钣金设计、数控加工等内容,专业性强,也是各大高校机械制造、机电一体化、车辆工程、工业设计等专业的必修课程。文中以Creo4.0为核心,通过分析零件图纸,建立三维模型,运用数控加工(即NC)模块生成数控加工程序,并在宇龙仿真软件验证其可行性。
2 建立模型
2.1 Creo4.0三维零件模型创建
(1)零件图及工艺分析
如图1所示零件图,经分析,该零件由圆柱、圆锥及圆弧面等几何要素组成,属于典型的回转体零件。尺寸标注符合数控加工要求,加工精度要求比较高。如果采用手工编程数值计算繁琐、程序量大而且精确度难以保证。故采用专业三维造型软件Creo4.0实现工件的几何造型,通过NC模块设定、优化工艺参数,生成加工路径及G代码程序。
该零件外形规整,具有统一的设计基准,便于加工和测量,并且轮廓几何要素定义完整。因此选择毛坯尺寸Φ55mm×120mm,材料为45钢,棒材,切削性能良好。从零件表面粗糙度要求来分析,需要进行粗车和精车两步工序,粗车去除大部分的加工余量,精车以提高表面质量为主,去除剩下的余量[2]。
(2)Creo4.0建立零件的设计模型
根据零件的二维图纸,应用Creo4.0的零件设计模块完成零件建模,如图2所示,此模型作为后续车削路径的参照模型。
2.2 NC刀具路径规划
(1)确定加工方案
零件外轮廓粗车,采用“区域车削”的方法,循环路径切削去除大部分材料。
零件外轮廓精车,采用“轮廓车削”的方法,通过定义轮廓,实现刀具沿轮廓路径连续走刀,达到零件图纸要求的尺寸[1]。
(2)创建NC序列文件
NC序列的创建实际上是对数控车削加工一系列操作过程和所建立工艺数据库的一个集合过程。NC序列创建的主要步骤如下:
a.建立制造模型
双击打开Creo parametric4.0,点击文件-新建-类型“制造”,子类型“NC装配”-定义文件名“jietizhou”-确定。导入零件的参考模型,选择自动装配工件模型(即毛坯件模型)。
b.定义操作
加工操作包括选择机床、刀具、定义工件坐标系(即编程零点)、退刀平面等内容。具体步骤可参考Creo parametric4.0教程,这里不再赘述。
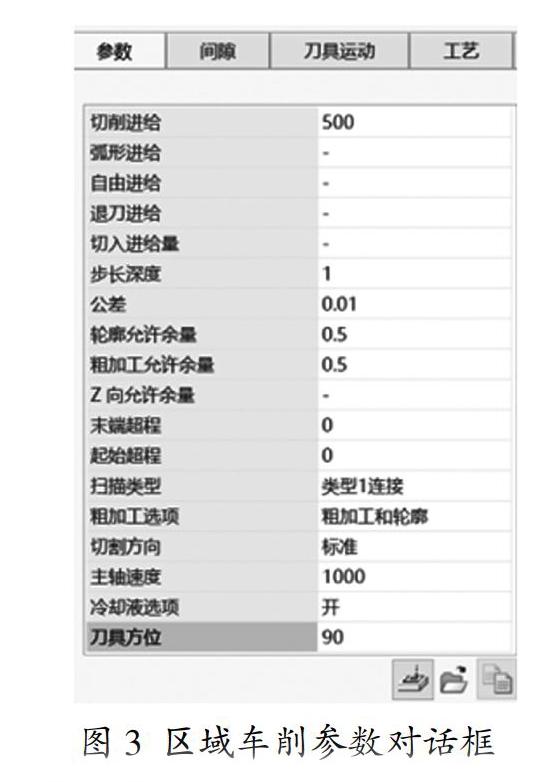
c.设置加工工艺参数
根据车削方法,选择相应的加工工艺参数。“区域车削”加工工艺参数如下图3所示。
d.定制刀具路径
在草绘方式下利用绘图命令创建如图4所示刀具路径。
定义完成后可以预览刀具运动轨迹如图5,如果满足要求,点击“完成序列”,生成后缀名为.ncl的序列文件即CL数据,部分CL数据如图6所示。Creo自动记录NC序列定制过程中的所有相关信息,可以通过打开“序列信息”查看各项参数。如果有偏差,可以修改参数,重新定义。
精加工“轮廓车削”各项步骤类似。
2.3 NC后处理
NC序列完成后生成的ASCⅡ格式的CL文件是一组APT语言指令集,需要经过后置处理器文件转换成数控G代码程序,供不同机床识别和选用。
选择“工具”-“CL数据”-“后處理”-打开“jietizhou.ncl”序列文件-选择后置处理器进行后置处理,生成后缀为.tap的G代码文件“jietizhou.tap”[1]。按照上述的操作过程完成零件精加工程序,汇总后保存在指定的文件夹内,以备仿真时调用。
3 运动仿真
3.1 仿真加工
宇龙数控加工仿真系统是上海宇龙软件工程有限公司开发的模拟数控机床操作全过程的一款仿真软件,该软件在数控仿真领域很具代表性,是国家及各省市指定的数控模拟考核系统[2]。提供的机床包括车床、铣床、加工中心,包括FANUC、SIEMENS等目前应用比较广泛的控制系统,同时具有毛坯定义、工件装夹、丰富的刀具库等内容,适合各种加工程序检验及初学者操作练习。根据加工零件的类型,文中选择数控车床-FANUC Oi系统-标准(平床身前置刀架)。具体操作流程如下:
(1)开机、回参考点
单击操作面板上的“启动”按钮,“机床电机”“伺服控制”指示灯亮,释放“急停按钮”。然后,检查“回原点”指示灯是否亮,如果指示灯亮,表示已经进入回原点模式。如果指示灯不亮,需要执行“回原点”操作。回原点即回机床参考点,它是机床上一个固定的点,机床每次通电后,都要先进行回参考点操作,目的是建立数控机床坐标系,确定机床原点。
点击“回原点”按钮,进入“回原点”操作模式。单击“X”轴-正方向移动“+”,“X原点灯亮”,此时X轴已经回到原点。同样的方法,Z轴回原点[2]。
(2)定义毛坯和装夹
单击菜单栏上“零件”-“定义毛坯”,系统打开“毛坯定义”对话框。根据上述零件模型,在对话框中输入“毛坯名字”、“材料”,选择毛坯形状为圆柱形,定义尺寸Φ55mm×120mm。
单击“零件”-“放置零件”,系统打开操作对话框,单击上述毛坯,选中的零件信息加亮,按下“安装零件”,系统自动安装零件到机床上[2]。此时,系统会自动弹出一个方向小键盘,单击相应的按键,可以实现零件左右平移、旋转及调头。
(3)选择刀具
单击菜单栏上“机床”-“选择刀具”,系统弹出“刀具选择”对话框。车床FANUC Oi系统默认前置刀架可以同时安装4把刀具,刀架图中刀位1~4对应程序中的T01~T04[3]。
从对话框右侧选择相应的刀片类型和刀柄。刀具长度和刀尖半径可根据需要进行修改,完成后如下图7所示,单击“确认”按钮。
(4)程序输入
Creo4.0仿真完成的数控程序可以在写字板或者记事本中打开查看并保存为文本格式(.txt格式),通过FANUC Oi系统的MDI键盘输入[2]。
(5)对刀
对刀实质就是测量程序原点与机床原点之间的偏移距离,建立工件坐标系[4]。文中将工件右端面中心点设为工件坐标系原点,采用试切对刀法,将偏移的坐标值(即工件右端面中心点在机床坐标系中的坐标值)输入G54坐标系中即完成对刀操作。
(6)自动加工
程序导入后可检查运行轨迹,单击控制面板上的“自动运行”键,然后单击MDI面板上的“CUSTOM GRAPH”键,通过“视图”菜单中的动态平移、旋转、缩放等方式检查刀具运行轨迹,确定无误后,返回主界面。单击“自动运行”,完成工件的加工,如图8所示[2]。
3.2 检测与分析
(1)工件形状的正确性
通过菜单栏“视图”功能,全方位观察工件形状,保证正确性。
(2)检查工件的尺寸合格性
单击菜单栏“测量”-“剖面图测量”,分别点击相应尺寸进行检测,如图9所示。
3.3 车削程序编制
文中以FANUC Oi系统为例,将Creo4.0生成的程序进行修改,并在宇龙数控仿真系统进行验证,得出适合CAK6136数控车床上运行的G代码。程序如下:
4 结论
文中以复杂阶梯轴为例,通过Creo4.0建模,设置加工参数,仿真生成数控加工程序,并在宇龙数控仿真系统软件中进行验证,达到预期效果。这两种方式的结合不仅可以用于企业,还可以用于辅助教学,有效解决机床少,实习学生多的问题,而且避免了学生因误操作造成危险及机床损坏,达到良好的教学效果。
参考文献:
[1]徐敏.基于Pro/E和VERICUT的虚拟数车床建模与仿真应用[D].浙江工业大学,2012,5.
[2]彭美武.宇龙4.2数控仿真技术与应用实例详解[M].北京:机械工业出版社,2016.
[3]黄金.UG在数控车削加工仿真中的应用[J].科技信息,2009(1):10-11.
[4]耿家源.基于MasterCAM 的密封塞数控仿真加工[J].科技视界,2014,6:136.
