几内亚苏阿皮蒂水电站座环安装调整浅析
2019-09-02刘加华黄永胜
刘加华,黄永胜
(中国水利电力对外有限公司,北京 100120)
苏阿皮蒂水电站是西非几内亚共和国孔库雷河梯级开发的第二级,距首都科纳克里约135 km。坝址流域面积10 800 km2,总库容63.17亿m3,调节库容39.4亿m3,年均来水103.3亿m3,属多年调节水库。碾压混凝土重力坝,左岸坝后式厂房,最大坝高120 m,坝顶长1 158 m。混流式机组,装机容量4×112.5 MW=450 MW;座环上下过度段采用优质的Q235R钢板;上、下法兰材质为Q345B焊接制成。座环分二瓣到货,单瓣最大重量为24.22 t、总重44.83 t。
1 现场施工条件限制,针对性制定座环的吊装措施
施工前期,电站配备的主桥机未安装,只能利用土建施工配备的设备作为吊装手段,苏阿皮蒂水电站使用的是MQ600B尾水门机30 t吊钩;尾水门机中心线为0+029.8 m,距离座环设计位置中心尺寸为29.8 m,参照门机设备起重特性曲线参数(图1)可知,门机在23 m范围内可吊装25 t,门机不具备将单瓣座环直接吊装就位的条件。门机中心线距下游副厂房边墙距离为19.8 m,混凝土边墙伸出钢筋按照1.5 m计、座环重心位置按照1.5 m计,门机将座环吊入机坑实际距离为22.8 m,具备座环吊入机坑的能力。综上所述,现场制定了将座环单瓣吊入机坑组合,后通过运输滑道拖至设计位置的方案。

图1 MQ600B门机特性曲线
提前在机坑内部搭设座环组装平台和运输滑道,将座环分瓣吊入机坑后拼装成整体,考虑到水平运输距离较短,采用手拉葫芦牵引至设计位置;根据经验公式,钢与钢之间的滑动摩擦系数选取0.15,45 t重物的最大滑动摩擦力为:f=μN=6.75 t,选用二台5 t手拉葫芦就可以满足使用。注意座环不能和运输滑道直接摩擦,故手拉葫芦拉动的是20 mm厚铁板制作成的组装平台,为了减小摩擦,可在组装平台和运输滑道之间涂抹润滑脂。座环运输就位后,用千斤顶将座环顶起3 cm,拆除底部组装平台和滑道,再将座环降落至混凝土支墩上。
2 座环的调整
2.1 座环调整的技术参数
把合后座环合缝面间隙应满足:0.05 mm塞尺不能通过,局部间隙不得大于0.1 mm且深度小于1/3分瓣面宽度,长度不超过合缝面总长度的20%,合缝处安装面错牙小于0.10 mm。
调整参数如表1。

表1 座环调整参数表
2.2 合缝处安装面错牙和座环水平调整
1)座环整体降落在混凝土支墩前,座环固定用M42地脚螺栓16支提前放入支墩套管中,避免座环就位后无法安装。楔子板放置支墩上,调整水平,楔子板应成对使用,搭接长度在2/3以上。安装后应用0.05 mm塞尺检查接触情况,接触长度应大于70%;拆卸座环把合螺栓,调整两瓣座环合缝面错牙和水平度。
2)座环水平测点的选择。水平测量点分布如图2所示,每个合缝面两边应该各取一个点1、1-1以及5、5-5,这样方便调整两瓣座环水平和错牙,也对消除合缝面间隙有利。
3)座环上下环水平度测量的数据分析调整。
①苏阿皮蒂1号座环调整前测量的水平度数据见表2。

图2 水平测点分布

mm
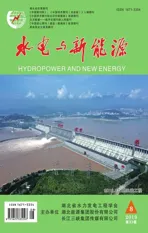
②数据的分析(按所处坐标位置,分别称为+X瓣、-X瓣,如图3所示)。上环:+Y方向“-X瓣”比“+X瓣”低0.2 mm(0.1-0.3=0.2 mm),-Y方向“-X瓣”比“+X瓣”高0.1 mm(0.3-0.2=0.1 mm);下环:+Y方向“-X瓣”比“+X瓣”高0.3 mm(0.5-0.2=0.3 mm),-Y方向“-X瓣”和“+X瓣”平(0.3-0.3=0),如图4所示。

图3 分瓣示意
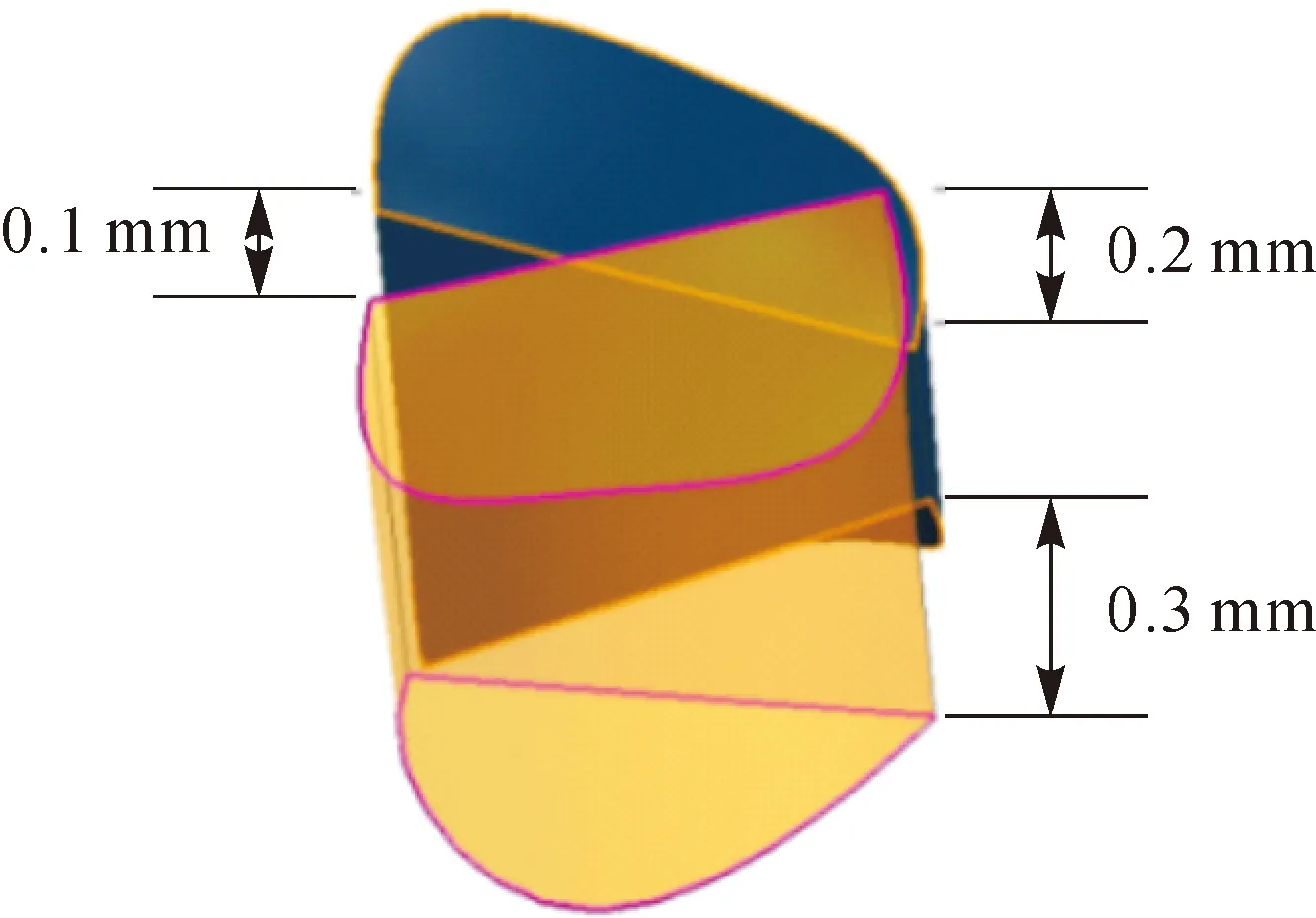
图4 错位示意
③根据数据分析做调整。如图5所示,座环下环“1”-Y方向错位合格,把合“1”处螺栓;由于座环的高度约2 m,长度约为5 m,根据杠杆原理,不能调整“3”处,需先调整下环板“2”+Y方向错位0.3 mm,利用千斤顶调整(注意:千斤顶位置的选取,靠近筋板或者合缝面板立面受力牢固位置为宜,并加以保护,以免产生局部变形,损坏工件),架百分表监控位移,直至错牙合格,把合“2”处螺栓;后利用同样的方法调整“3”和“4”处错位,在错牙调整完成后,重新测量水平,调整座环上下环水平至合格。
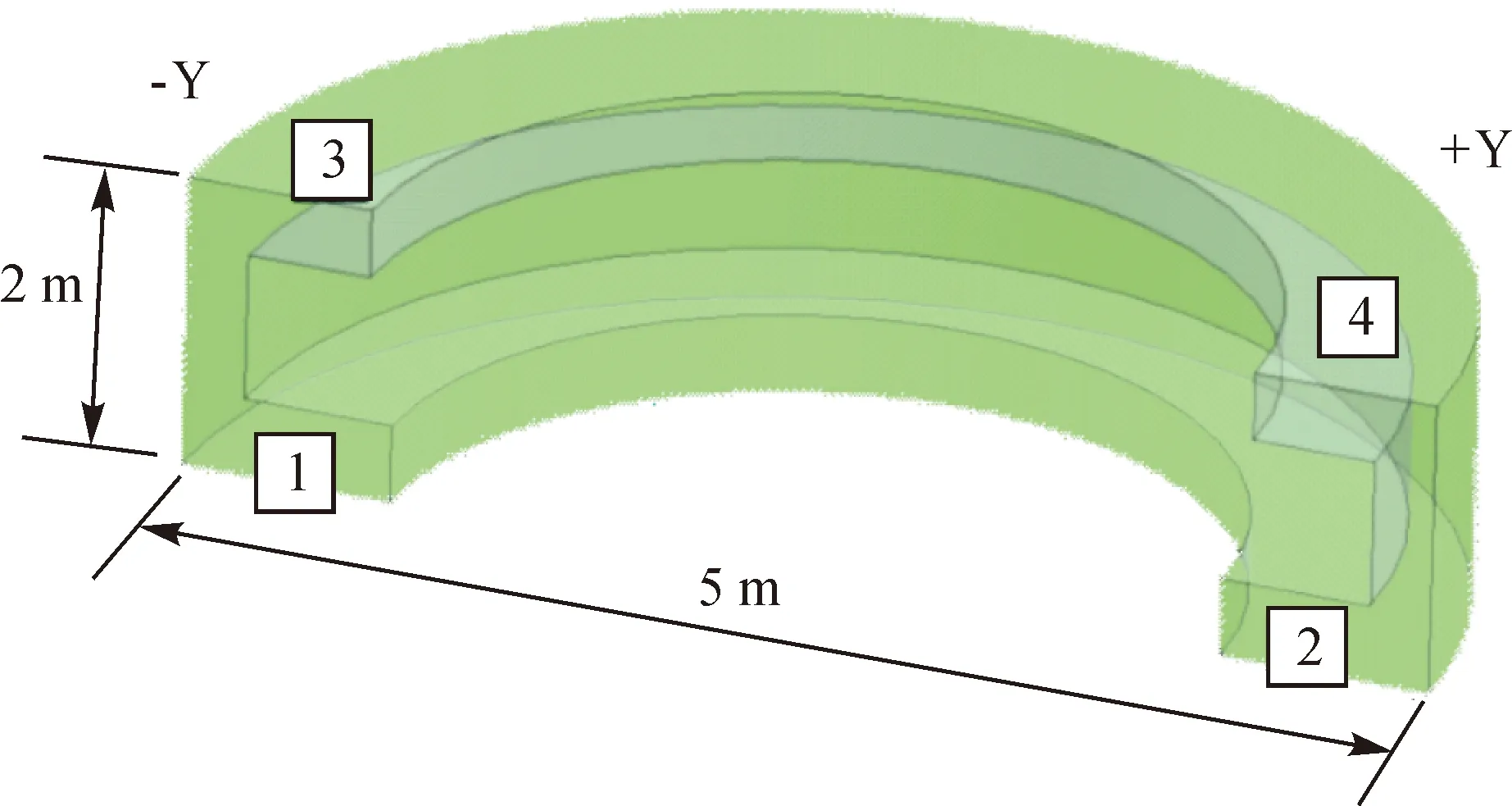
图5 座环上下环尺寸示意简图
2.3 座环圆度数据分析和调整
座环的圆度测量数据应在水平调整完成后测量;工件不在水平位置时,利用钢琴线挂锤球测量圆度所得的数据是有偏差的。
1)1号座环圆度测量(测量位置如图11)数据见表3。
2)整理数据后的雷达示意图,见图6,图7。
3)整理后的数据分析。从整理后的数据看:下环错位小,上环错位大,需进行调整,用千斤顶调整水平错牙的方法调整圆度错位至合格;另按照整个数据看,座环上下环有一定偏心(如图8所示),偏心的原因有:①退火不完全,应力释放;②运输过程中硬拉、吊点选取不合适、受到撞击等,造成变形;③加工时,进刀快,进刀量大,或装夹加工部件时力度过大。

表3 上下环圆度测量数据 mm

图7 下环数据雷达示意图

图8 上下环偏心雷达示意图
偏心的原因结合现场上下环板的加工面情况看:上环加工时,车刀进刀量大,表面也比较差,初步认定为第3条原因占的比重比较大如图9所示。

图9 上下环板加工情况对比图
2.4 座环合缝面的焊接调整分析
1)焊接工艺要求。由4名焊工在各合缝位置,每道合缝处分上、下两层各1名焊工同时对称分别施焊;先进行定位焊,定位焊与正常焊接的顺序相同,定位焊完成后,采用多层多道退步的方法进行焊接;在焊接过程中防止焊接变形,应按图10所示顺序1-9进行焊接;为监控焊接变形情况,在座环R、S面上各取10点以及在上下环上各取10点,沿周向均布,要求每瓣座环的合缝处必须测量,并打上相应标记;用水准仪监测焊接过程中两面的平面度变化,用挂钢琴线的方法测量圆度(测量位置如图11)。并根据焊接变形情况对焊接顺序及时调整以满足座环焊接质量;封焊后将封焊位置打磨平滑并对焊接位置按图纸要求进行MT或PT检查。

图10 焊接顺序编号
图11 上下环圆度测量位置(R1/R2)
2)1号座环焊接前后水平和圆度数据见表4、表5。
3)座环焊接前后水平数据分析:座环合缝面焊接过程中,利用千斤顶和支墩上的楔子板的升降,对座环水平进行了调整及焊接预变形,焊接速度加以控制,得到了合格的座环水平数据(表4)。
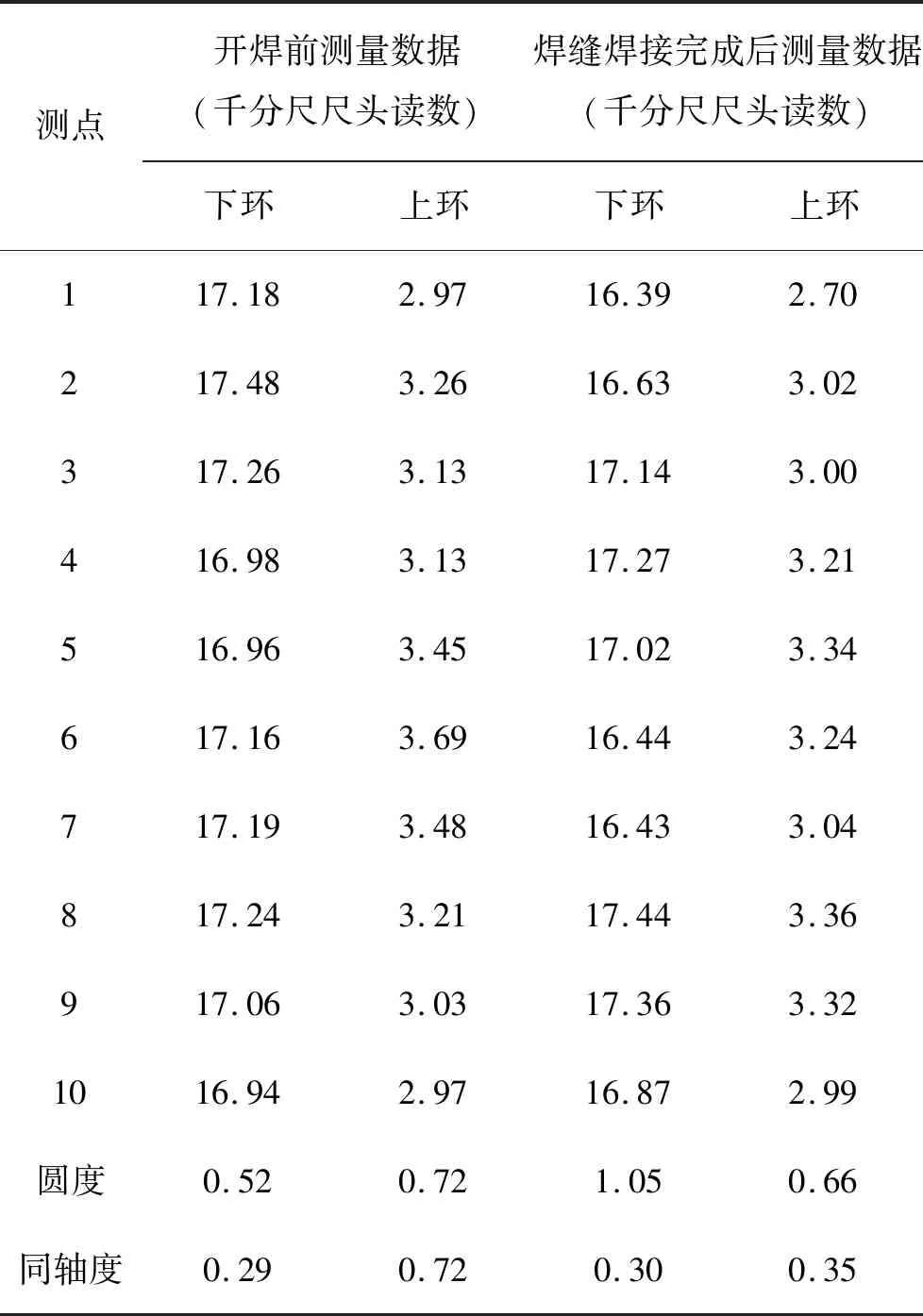
表4 座环水平测量数据 mm
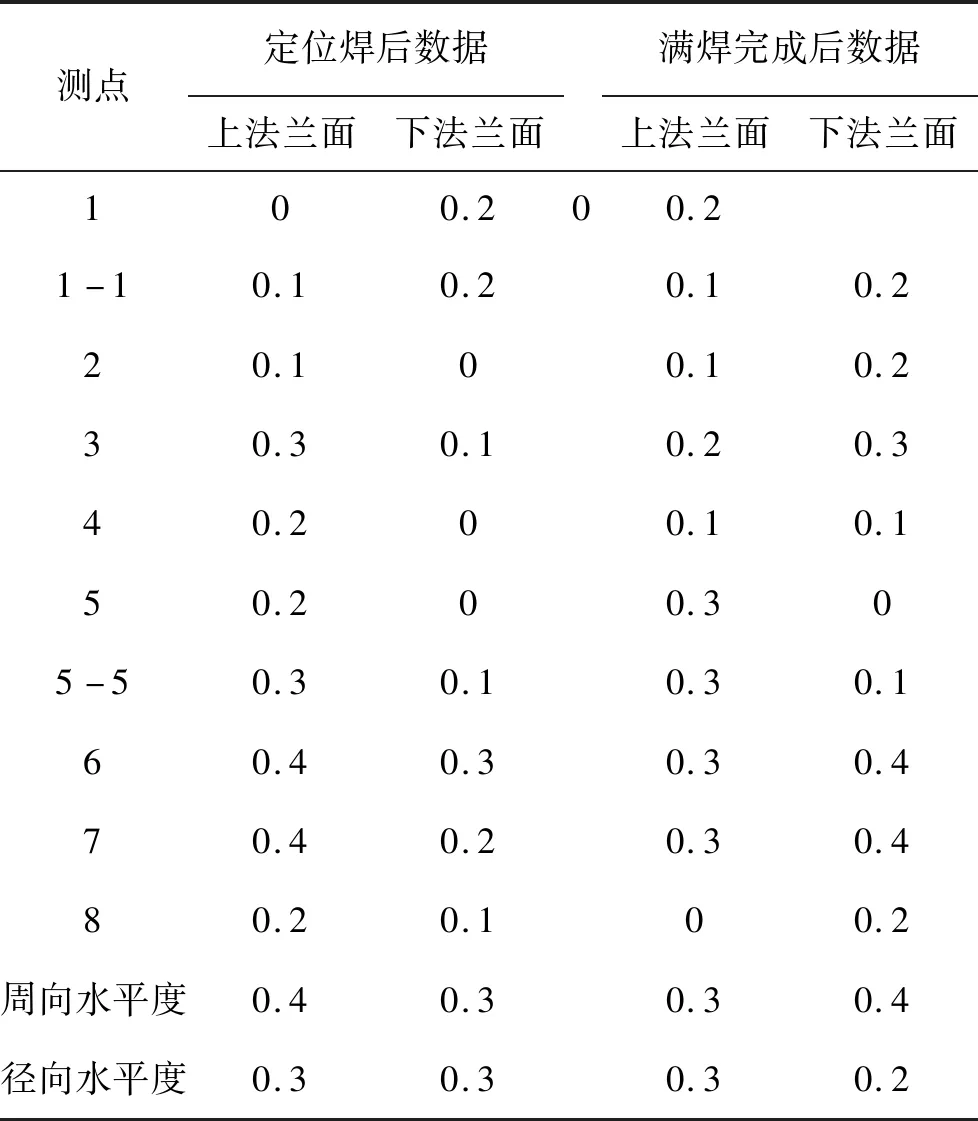
表5 座环圆度测量数据 mm
4)座环焊接前后圆度数据整理后的分析。座环焊接前后的数据(表5)整理成雷达示意图(如图12)来看:Y方向(合缝面位置)焊接后变形朝内侧收拢,X方向向外扩张,焊接变形原理简化后的示意图(如图13)。
根据现场座环合缝面焊接变形的过程监控和焊接完成后的结果,可看出上环变形趋势朝圆度差的方向变化,下环朝圆度好的方向变化,焊接工艺应做更细致的调整,把上环和下环的焊接工序区分开(图10焊接顺序编号);根据焊接变形大小,在上环焊接时把焊接序5的立面和焊接序6对调;或者根据焊接变形大小,焊接序5时穿插焊接序6,可得到更好的圆度数据。
在焊接时,需兼顾座环的水平和圆度数据以及焊接过程中的变形情况,做细致分析;根据焊接的预变形和反变形原理,作不同的工艺调整,其中包括焊接电流的大小、焊接速度,工件的水平和圆度情况等等;2、3、4号座环对焊接顺序和焊接工艺做了相应的调整,更好控制了焊接变形,水平和圆度数据良好。

图12 上下环圆度雷达示意图

图13 焊接变形简化示意图
3 结 语
通过对座环合缝面错位、水平度、圆度的调整、座环合缝面焊接数据分析,并不断的总结和改进,优质地完成了苏阿皮蒂水电站座环的安装,希望经过本文的介绍,为大型分瓣类设备安装调整提供借鉴。