点火电阻NiCr合金箔与Ni层结合力对耐焊性的影响
2019-09-02魏栩曼朱雪婷温占福
魏栩曼,朱雪婷,温占福
点火电阻NiCr合金箔与Ni层结合力对耐焊性的影响
魏栩曼,朱雪婷,温占福
(中国振华集团云科电子有限公司,贵州 贵阳,550018)
为研究点火电阻NiCr功能层与Ni耐焊层的结合力对其耐焊性的影响,从NiCr箔的表面特殊优化处理以及电镀两方面进行工艺优化。结果表明:电镀前用点火电阻专用处理液水浴40℃处理(30±5)s,并且冲击镀镍时在滚筒增加PP珠,可明显改善点火电阻的NiCr层与Ni层的结合力,耐焊接热试验后点火电阻的阻值变化量从0.2Ω降低到0.05Ω以内。
点火电阻;NiCr合金箔;Ni层;冲击镀镍;结合力;耐焊性
数码电子雷管作为一次性使用的元件在民用爆破、国防军事、航空等领域有广泛的应用和需求[1]。点火电阻是电子数码雷管中最敏感的一部分。王广海等[2]对传统的薄膜桥式电阻进行了研究,笔者在其基础上进行改进,研制了更敏感、发火能量更高的贴箔式点火电阻,点火电阻阻值的一致性和耐焊性对点火性能的影响非常重要。此外,在实际应用过程中,将点火电阻装联到点火电路中,如果点火电阻的耐焊性不好,在焊接后会出现电阻开路无阻值或是焊接前后阻值变化量大于或等于0.2Ω的现象,以致无法保证点火电阻的正常使用。胡清云[3]为了提高聚酰亚胺胶与合金箔粘结力进行了起毛(粗化)处理。在金属箔材与电镀层的结合力方面[4-6]运用了新的化学镀及冲击镀镍等方式实现了镀层的致密性。因此,本文主要对箔材的表面特殊优化处理以及电镀两方面进行工艺优化,研究点火电阻的NiCr功能层与耐焊层的结合力对其耐焊性的影响,以改善点火电阻的耐焊性。
1 实验
1.1 试样制备
点火电阻的耐焊性能对点火电阻的发火性能有重要影响,在焊接过程中,由于高温和压力的作用,焊点热影响区的桥丝会发生收缩,直径变细,甚至产生裂纹,最终导致桥丝电阻不均匀,使得点火电阻安全电流变小,发火时间缩短,并降低了其抗杂散电流的能力。因此,为满足产品焊装要求,设计了3组对比试验。第1组样品方案为:直接对点火电阻电镀Ni层和Sn层,使用正常电阻电镀工艺,研究点火电阻的电阻层与电镀层是否有缝隙、能否满足要求;第2组样品方案为:先用点火电阻专用处理液水浴40℃处理(30±5)s,之后对点火电阻电镀Ni层和Sn层,考察增加前处理后电阻层中的Ni成分和电镀后的Ni离子结合是否致密,有无增加结合力的作用;第3组样品方案为:先用点火电阻专用处理液水浴40℃处理(30±5)s,之后运用冲击镀Ni的方式在NiCr合金箔上电镀1层Ni,并且冲击镀Ni时在滚筒增加PP珠,最后对点火电阻电镀Ni层和Sn层,研究是否能够在提高致密性的同时降低焊接后阻值变化率。
1.2 性能测试
1.2.1 阻值筛选
对3组样品进行阻值合格率筛选,第1组样品投入数13 545颗,阻值合格数为7 585颗,合格率为56%;第2组样品投入数12 256颗,阻值合格数为8 824颗,合格率为72%;第3组样品投入数13 645颗,阻值合格数为11 325颗,合格率为83%。
1.2.2 外观筛选
将3组样品进行了外观筛选,第1组样品的外观合格率为(合格:5 916颗)78%;第2组样品的外观合格率为(合格:7 412颗)84%;第3组样品的外观合格率为(合格:11 098颗)98%。
1.2.3 耐焊接热
为确定元件承受由焊接元件引线端头式产生热应力的能力,对3组样品进行了耐焊接热试验,并对焊接前和焊接后样品阻值变化量进行记录。
2 结果与讨论
2.1 DPA剖面结构分析
对3组样品进行了DPA(Destructive Physical Analysis)即物理破坏性试验分析,使用OLYMPUS STM7-CB显微镜放大1 000倍进行观察。
对第1组样品焊接后无阻值的点火电阻进行了DPA分析,发现NiCr功能层与Ni耐焊层出现了参差不齐的分层现象,说明NiCr功能层和Ni层结合力差。图1为焊接后开路的点火电阻,可以看出在焊接后NiCr功能层和Ni耐焊层薄弱的位置已经出现了断裂,导致电阻开路。

图1 第1组样品焊接后开路的DPA图
第2组样品在焊接后也出现了电阻开路的现象,DPA结果分析见图2。通过分析发现端面薄弱位置有改善,但是结合力差导致膜层还是会出现断裂的现象,但可以看出第2组样品为分段断裂,与第1组的断裂面属于不同类型。根据断裂面的状态进行了多次DPA分析,发现状态都为整体分段断裂。
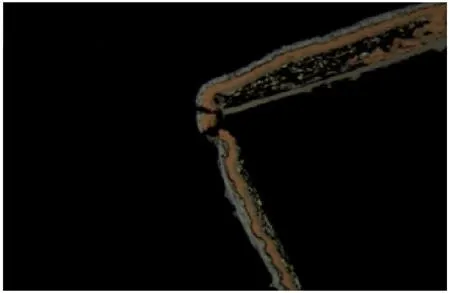
图2 第2组样品焊接后开路的DPA图
第2组样品采用专用处理液对点火电阻NiCr功能层进行起毛(粗化)处理,以增加NiCr功能层和耐焊层的结合力,但在操作中必须严格控制溶液的浓度和起毛时间(浓度太高、时间过长反而会破坏箔材),并及时清洗干净;同时,操作时要特别小心,注意保持合金箔的平整和完好无损。起毛合格的点火电阻如图3所示。

图3 起毛(粗化)合格的点火电阻
与第1组样品相比,经专用处理液处理过的点火电阻,其NiCr功能层与Ni耐焊层结合力有所改善,但是还存在有孔洞和参差不齐的现象,说明NiCr功能层和Ni耐焊层的致密性、结合力还不能满足要求。
第3组样品在第2组的基础上增加冲击镀Ni,是为了保证Ni层的结合力,之后再通过普通电镀工艺镀Ni来保证点火电阻端头部分的Ni镀层厚度,从而提高端面与表背面的连接处的包裹性。DPA分析显示第3组样品焊接后未出现开路现象,DPA结果见图4。
最后对3组样品进一步进行了DPA分析对比,如图5所示。由图5(a)可以看出第1组样品层与层之间有很多孔洞,结合力差。从图5(b)中可以看出第2组样品层与层之间孔洞变少,说明使用专用处理液处理后致密性有所提升,但是结合力还不够。从图5(c)中可以看出第3组样品层与层之间的致密性非常好,每一层之间都完整地搭接在一起,端面薄弱的地方也饱满了。因此,可以确定采用第3组工艺条件制备的点火电阻,其NiCr功能层与Ni耐焊层结合力最好。
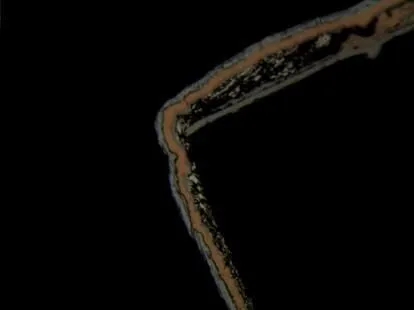
图4 第3组样品焊接后的DPA图

图5 3组样品DPA膜层图
2.2 耐焊性能分析
对3组样品分别进行耐焊接热试验,并对试验前后样品阻值变化量进行记录,见表1。从表1的数据可以看出第3组样品耐焊接热试验前后阻值变化量在0.021~0.050Ω左右,比第1组和第2组样品试验前后的变化量降低了1个数量级。
表1 3组样品耐焊接热变化量对比表

Tab.1 Comparison table of resistance changes in welding heat test of three groups of samples
3 结论
本研究通过增加点火电阻专用处理液水浴40℃处理(30±5)s,增加冲击镀镍并在滚筒中增加PP珠2个方面的优化,对点火电阻的整体性能进行了提高:(1)耐焊接热试验前后的阻值变化量从0.2Ω的水平降低到0.05Ω以内;(2)NiCr合金箔与Ni层的致密性和结合力得到了提升;(3)点火电阻的端头与表背搭接处的包裹性得到改善;(4)提升了点火电阻引线端头式产生热应力的能力;(5)点火电阻的外观和阻值合格率有所提升,提高了成品率。
[1] 蔡瑞娇.火工品设计原理[M].北京:北京理工大学出版社, 1999.
[2] 王广海,李国新,阿苏那.薄膜桥火工品的制备与性能研究[J].含能材料, 2008, 16(5):543-546.
[3] 胡清云.提高聚酰亚胺与合金箔粘结力的措施[J].中国粘合剂,1986(4):31-32.
[4] 谷卿.叠层片式电感三层电镀[J].电镀与涂饰,2002,21(5): 7-10.
[5] 李异,李建三.电镀前处理与后处理[M].北京:化学工业出版社, 2008.
[6] 李建三,李异,廖景娱.低温化学镀镍工艺及镀层性能的研究[J].新技术新工艺,2002(3):37-40.
Effect of Binding Force between NiCr Alloy Foil and Ni Layer on Welding Property of Ignition Resistance
WEI Xu-man,ZHU Xue-ting,WEN Zhan-fu
(Yunke Electronics Co. Ltd., China Zhenhua Group, Guiyang, 550018)
To improve the welding property of ignition resistance, and study the effects of binding force between NiCr alloy foil and Ni layer on welding property, the processing was optimized on specialization surface treatment of NiCr foil and electroplating. The results show that the binding force between NiCr alloy foil and Ni layer was improved obviously, and resistance changed from 0.2Ω down to less than 0.05Ω after welding heat test, with special liquid 40℃ water bath treatment for 30s before plating, and adding PP ball in the roller during shock nickel plating.
Ignition resistance;NiCr alloy foil;Ni layer;Shock nickel plating;Binding force;Welding property
TJ45+3
A
10.3969/j.issn.1003-1480.2019.03.004
1003-1480(2019)03-0014-03
2019-04-24
魏栩曼(1990-),男,助理工程师,主要从事点火电阻及数码电子雷管的研究。
