基于TwinCAT&EtherCAT的剑杆织机监控系统研究
2019-08-28吴小艳
王 书,吴小艳
(湖北理工学院 机电工程学院,湖北 黄石435003)
自1963年第1台商业性剑杆织机发展到现在,目前其最高车速可达700 r/min,引纬率可达1 612 m/min,最大织造幅宽为4 600 mm,最多可织16色纬纱[1],但是现在使用的控制系统由于存在监控点位置死板和线路布局复杂等诸多不利因素,影响到了剑杆织机的实际生产过程。为了更好发挥剑杆织机高速化、智能化、高质量和高效率的优良性能,基于Twin-CAT平台的监控系统有着比目前基于单片机或PLC控制系统明显的优势。
德国倍福公司生产的CX5020控制器,采用模块化插槽设计,外型美观小巧,其基于PC嵌入的Twin-CAT软件平台兼容了传统PLC的所有功能、运动控制功能、Ether CAT总线功能和组态(HMI)功能,具有传统PLC和单片机无法比拟的强大功能。Ether CAT总线是目前新型的以太网总线通信协议,能够实现一网到底,直达控制系统的I/O层和覆盖系统所有设备。TwinCAT软件平台在剑杆织机监控系统的应用可以优化剑杆织机监控系统的线路布局,减少复杂的现场总线数量和故障发生机率,提高剑杆织机的生产效率[2]。
1 剑杆织机的工作原理
剑杆织机作为一种利用剑杆进行引纬和以主轴旋转的角度为时序,协调各执行部件有序运动的无梭织机。织机的主要组成部件包括机架、织机主轴、送经、开口、引纬、打纬、卷取、纬纱供给、自动寻纬、选纬、织边、监控系统和润滑系统等,其中织机的核心部件是由卷取运动、开口运动、打纬运动、送经运动和引纬运动组成的五大运动。
剑杆织机的工作过程以主轴转动360°作为一个完整工作周期,控制系统的响应以设定的主轴转动角度作为标准向各运动部件发送控制指令,织机初始化上电后,经停、纬停信号复位,35°设置卷取运动,80°断开储纬器、155°连接张力储纬器,200°检测双纬,220°修改选色指针、多臂指针、发送选色信号,308°周期结束、检测周期内有无断经断纬情况,310°纬纱计数。剑杆织机的工作原理如图1所示[3]。
2 TwinCAT平台控制原理
剑杆织机的监控系统主要用于协同控制其五大运动,即卷取运动、开口运动、打纬运动、送经运动和引纬运动[4],基于TwinCAT软件平台的剑杆织机监控系统采用嵌入TwinCAT NC PTP软件的CX5020控制器,8通道数字量输入输出模块,4通道模拟量输入输出模块,2通道PWM输出模块和电源模块等组成,系统通过Ether CAT以太网总线协议进行上下位机之间通信。
TwinCAT平台采用闭环控制的原理,CX5020控制器与PC(HMI)人机界面之间通过Ether CAT总线进行双向通信,TwinCAT NC PTP中TwinCAT NC执行TwinCAT PLC编写的运动控制程序,通过Ether CAT总线向驱动控制器下达控制指令,进而控制伺服马达的运动,伺服马达在运动过程中的电流、速度和位置信号通过反馈装置上传至TwinCAT PLC中,其他逻辑控制通过输入输出模块与TwinCAT PLC实时通信[5]。TwinCAT平台控制原理如图2所示。

图1 剑杆织机的工作原理
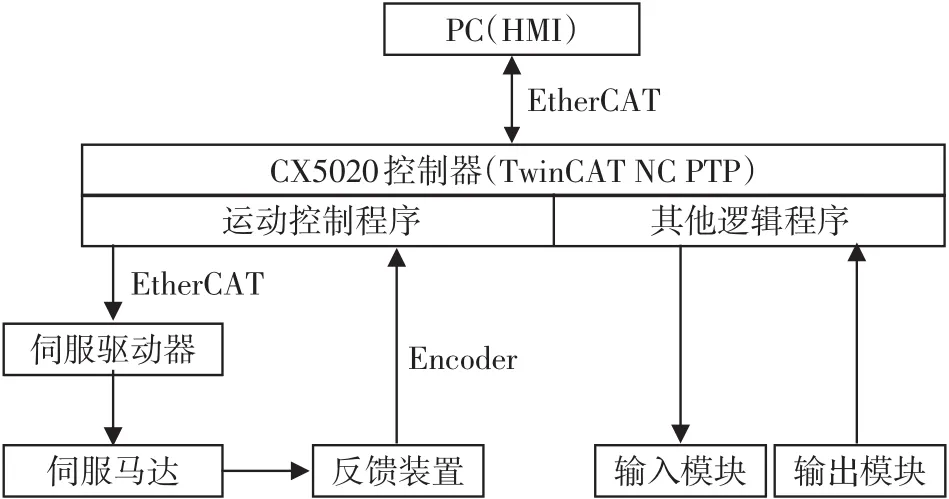
图2 TwinCAT平台控制原理
3 监控系统结构设计
基于TwinCAT软件平台的剑杆织机监控系统采用模块化设计,主要有运动控制部分和传感器检测部分,其中运动控制部分包括主轴运动、织轴运动、电子多臂、卷布棍运动和引剑剑轮运动等;传感器检测部分包括光电编码位置信号、按钮控制信号、经纱张力信号、纬纱张力信号、卷径检测信号、主轴转速检测信号、经纱线速度检测信号和断经、断纬停车检测信号等。
在剑杆织机的工作过程中,基于TwinCAT NC PTP软件平台的CX5020控制器利用EtherCAT总线通信协议通过TwinCAT NC执行TwinCAT PLC的运动控制程序来控制各轴的伺服驱动器,进而控制各轴的运动轨迹;运动过程中,通过编码器、传感器和I/O将光电编码位置信号、按钮控制信号、经纱张力信号、纬纱张力信号、卷径检测信号、主轴转速检测信号、经纱线速度检测信号、断经、断纬停车检测信号和产量、引纬率等参数实时反馈到TwinCAT PLC中,整个闭环控制过程通过EtherCAT总线与PC(HMI)人机界面进行实时通信。剑杆织机的各项工作参数通过CX5020控制器的2 G内存空间进行实时动态存储,以丰富数据信息和方便调阅数据。基于TwinCAT&Ether CAT的剑杆织机监控系统结构设计如图3所示。
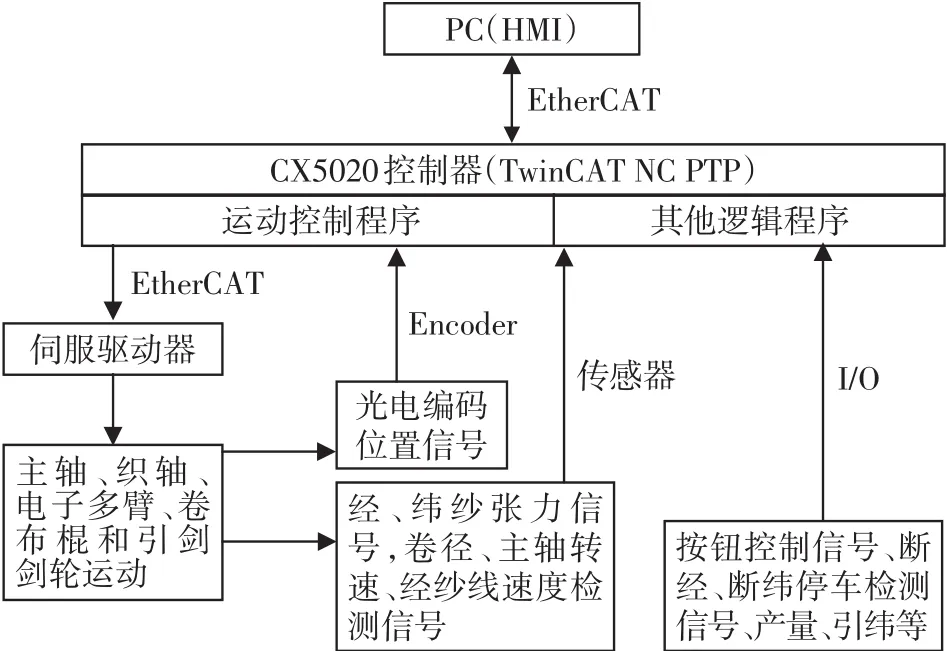
图3 基于TwinCAT&EtherCAT的剑杆织机监控系统结构设计
4 监控系统程序设计
基于TwinCAT软件平台的剑杆织机监控系统可以利用VC语言来编写一套人机交互界面,界面实行友好设计,能够满足剑杆织机实时数据的双向监控和历史数据的调阅。在剑杆织机的监控工作中,操作人员首先开启PC界面和CX5020控制器,系统进入初始化状态,人机界面打开,此时会出现图标显示Ether-CAT总线通信连接是否正常,界面进入待机状态,这时操作人员不仅可以调出织机运行的历史数据,也可以选定需要即将工作的织机并根据工作状况设置参数[6],当所选织机不能正常工作时,操作人员可以下达指令检测织机故障原因,当所选织机工作正常时,操作人员会下达控制指令来检测选定织机的实时工作参数,对于在正常工作过程中织机出现断经和断纬时,织机会立即自动停车以防出现疵点。织机结束工作时,数据会自动保存到CX5020控制器系统中方便下次调阅[7]。基于TwinCAT&Ether CAT的剑杆织机监控系统程序设计如图4所示。

图4 基于TwinCAT&EtherCAT的剑杆织机监控系统程序设计图
5 结语
利用TwinCAT软件平台设计的剑杆织机监控系统不仅改变了传统的单片机或PLC控制模式,优化了整体控制格局,提高了剑杆织机的整体控制性能,而且控制点灵活方便,也便于控制点集中控制,不需要繁锁的布线施工和调试,能很大程度上提高整个车间的生产效率、产品质量和故障诊断时间,实现了剑杆织机批量化、智能化的生产要求。基于TwinCAT&Ether-CAT的剑杆织机监控系统的成功应用,会大大降低企业的生产成本、管理成本和维修成本,从总体上提高企业的利润空间和市场竞争力。