折点氯化法除钨冶炼厂氨氮废水研究
2019-08-28陈星宇马鑫铭唐忠阳刘旭恒黄少波赵中伟
陈星宇,马鑫铭,史 明,唐忠阳,刘旭恒,黄少波,赵中伟
(中南大学 冶金与环境学院,湖南 长沙 410083)
现行处理氨氮废水的工艺有很多,主要分为:生物法、吹脱法、化学沉淀法、离子交换法等。生物法是利用各种微生物的协同作用,通过氨化、硝化、反硝化等一系列反应使废水中的氨氮最终转化为氮气排放从而去除氨氮的方法。生物法处理氨氮废水具有处理费用较低、不产生二次污染等优点,但是由于其处理废水时间流程长,且对温度、pH条件要求高,占地面积较广等缺点。吹脱法是利用在碱性条件下高浓度的氨氮主要游离氨分子的形式存在溶液中,由于氨的水溶液具有较高的饱和蒸气压,加上不断通入热空气将氨分子带离溶液,达到脱除氨氮的目的[8]。但是当溶液中氨氮浓度较低时,氨分子从液相转移到气相趋势减弱,使用吹脱法处理低浓度氨氮废水往往需要耗费大量能量。所以吹脱法常常用于处理高浓度氨氮废水的预处理环节[9]。离子交换法是利用离子交换剂上的离子与废水中的NH4+交换,从而使水中氨氮吸附到离子交换剂上,脱除水中的氨氮[10]。离子交换法虽然吸附操作简单,但对离子交换剂进行解吸再生,产生解吸液也需要处理,使处理流程大大加长。化学沉淀法是向溶液中添加化学药剂,使废水的铵根离子与添加的物质形成沉淀,从而脱出水中的游离氨[11]。磷酸铵镁法是最常见也是应用最广泛的化学沉淀法,但是由于需要向水中添加磷酸盐和镁盐,所以处理成本较高,不适合处理大量废水,且向水体中引入了磷酸根,容易造成二次污染。目前这些方法都无法彻底实现钨冶炼氨氮废水经济有效的治理排放。
折点氯化法是将氯气(或次氯酸盐)通入到溶液中,将溶液中的氨氮氧化成氮气排放。当加入的Cl2与NH3-N的质量比达到7.6∶1时,溶液中氨氮基本转化为氮气,溶液中的余氯达到最小值,这个点被称为折点。折点氯化法具有反应速度快,脱氮效果好,操作简单等优点。尤其是在低浓度氨氮的溶液中,即使氨氮浓度较低,也能得到较高去除率[12]。目前该技术在处理生活污水和饮用水给水方面得到了广泛的应用[13-14]。尽管如此,关于使用该技术处理钨冶炼企业排放氨氮废水的研究却少见报道。主要是因为钨冶炼过程所谓的“低浓度”氨氮废水实际上比普通的生活污水中的氨氮浓度仍要高出数十倍,导致Cl2用量急剧增加,而Cl2成本高,相对应废水处理成本也显著升高。另一方面,相较于生活污水,钨冶炼厂排放的氨氮废水中含有多种较高浓度的金属离子,处理条件更加复杂。
为探究使用折点氯化法处理钨冶炼厂氨氮废水的可行性。试验以氯气为氧化剂处理氨氮废水,研究了反应时间、氨氮初始浓度、溶液pH值、温度等因素对氨氮废水脱氮效果的影响。
1 试验部分
1.1 模拟氨氮废水试验
将一定量的NH4Cl(分析纯)、NaOH(分析纯)与NaCl(分析纯)溶于4 L自来水中配置模拟钨冶炼氨氮废水溶液,随后往反应器中装入配好的模拟溶液,并把反应器置于恒温水浴装置中进行水浴加热,然后开动搅拌装置进行搅拌(如图1)。当溶液温度达到设定值并且维持稳定后,将氯气钢瓶打开,控制一定的压力及流量使氯气缓慢通入到反应容器底部,并开始计时。试验过程连续添加固体氧化钙控制溶液pH至设定值,试验进行到预设时间立即取样分析。
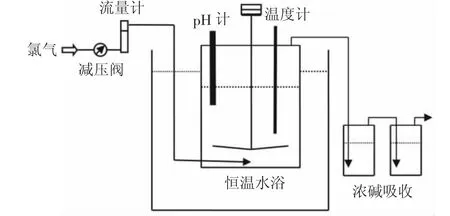
图1 氨氮废水折点氯化法处理试验装置Fig.1 Experiment device for ammonia breakpoint chlorination
1.2 实际氨氮废水试验
钨冶炼厂中各工序废水均排至汇流池,导致汇流池中不同阶段废水离子浓度差异大,成分如表1所示。
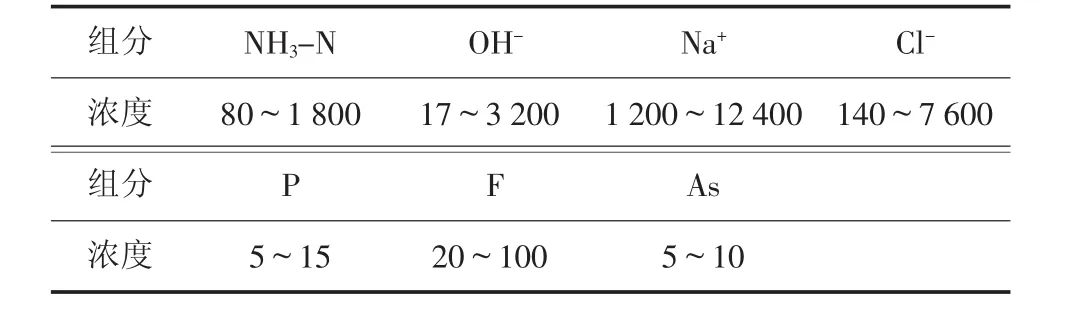
表1 钨冶炼氨氮废水成分 mg/LTab.1 NH3-N wastewater composition
采用自制试验装置(如图2)进行试验,将体积为21.9 m3的实际钨冶炼废水注入反应槽中,启动装置,随后一部分废水被循环泵送入气体分散器中与同时被抽入气体分散器的氯气(流速为1 kg·min-1)充分混合,进行反应。随后反应后的液体与氯气在循环泵的压力下经过喷头被喷入反应槽内,与里面的氨氮废水再进行反应。然后下一批废水进入抽水泵经过上述过程处理,如此循环几次,直到反应槽中废水的氨氮浓度降到15 mg·L-1以下。试验进行到预设时间时立即取样分析。
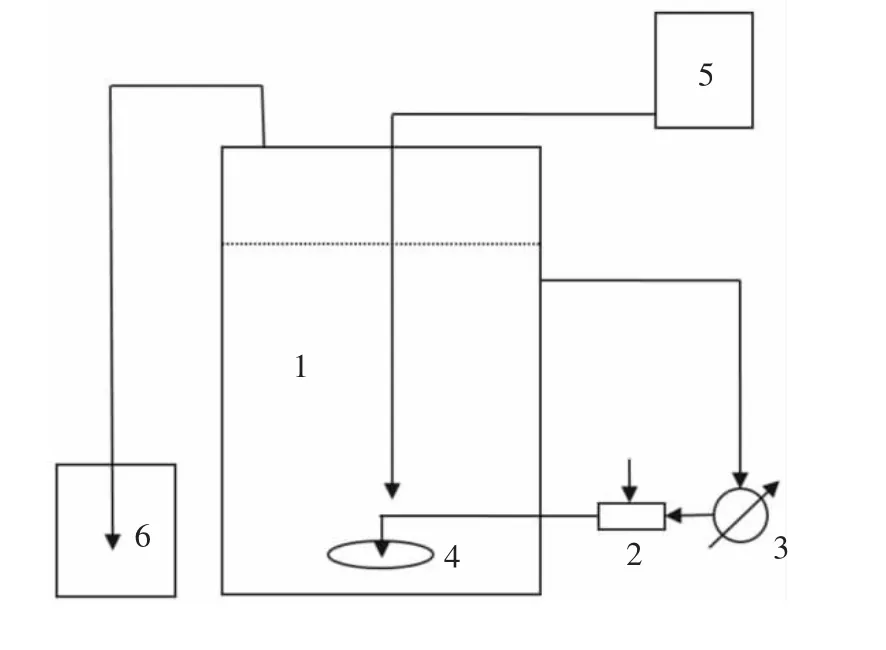
图2 折点氯化法工艺装置简易图Fig.2 The device for ammonia breakpoint chlorination
1.3 分析检测
采用纳氏试剂分光光度法(722S型可见分光光度计)测量氨氮浓度,碘量法测量余氯浓度,硝酸银滴定法测量氯离子浓度,计算氯气利用率。
其中:氯气利用率=溶液中氯的质量/理论通入氯的质量
安徽省旅游的重心在南部,合肥因经济发达、交通便利、科技力量雄厚成为安徽省商务、文化、教育的中心,这些城市功能的日益凸显,淡化了城市自然、人文资源带来的旅游效用。商务人士、学者和学生等一些不是以旅游为目的的游客同样有夜间出游休闲消遣的需要。夜间旅游恰能满足这部分人群的需要,夜间旅游可以扭转多数人群对城市的最初认识,提高旅游收入,城市旅游优势会逐渐明显,旅游吸引力会极大的提高。
2 试验结果与讨论
2.1 反应时间对氨氮脱除效果的影响
在氨氮浓度为300 mg·L-1、溶液pH值为7、温度为20℃、搅拌速度为300 r·min-1的条件下,考察了反应时间对氨氮脱除效果、余氯浓度及氯气利用率的影响,实验结果如图3、图4所示。

图3 反应时间对氨氮脱除效果的影响Fig.3 Effect of reaction time on the removal of NH-N

图4 反应时间对余氯浓度及氯气利用率的影响Fig.4 Effect of time on the concentration of residual chlorine and utilization of chlorine
由图3可见,氨氮浓度随着反应时间的延长而降低,在反应时间为50min后,氨氮浓度降至5.3mg·L-1,达到排放一级标准。由图4可以看出,氯气利用率保持在88%左右,而溶液中余氯浓度随时间延长先增大后降低,且在10~20min内,一直维持在120mg·L-1左右。根据余氯浓度的变化可以判断反应在45 min左右达到折点,经过计算试验到达折点时通入的氯气与氨氮质量比为7.6,与理论值一致。
2.2 初始浓度对氨氮脱除效果的影响
在溶液pH值7,反应时间60 min,温度20℃,搅拌速度为300 r·min-1的条件下,考察了溶液初始浓度对氨氮脱除效果的影响,试验结果如图5所示。
从图5可以看出,溶液中氨氮浓度与时间呈线性关系,氨氮初始浓度为 300 mg·L-1、350 mg·L-1、600 mg·L-1时氨氮的脱除速率分别为6.1mg·L-1·min-1、5.8 mg·L-1·min-1、6.1 mg·L-1·min-1,基本维持在6 mg·L-1·min-1左右,表明初始浓度对氨氮脱除效果无明显影响。然而,氨氮浓度过高时氯气消耗量大,处理成本高,因此折点氯化法一般适用于处理氨氮浓度低于300 mg·L-1的废水。
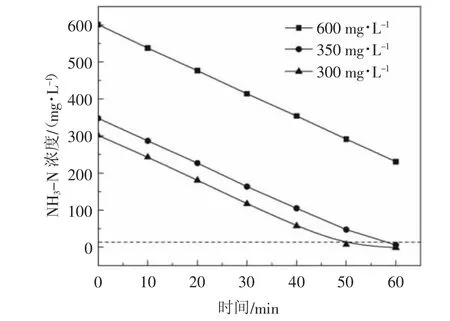
图5 初始浓度对氨氮脱除效果的影响Fig.5 Effect of initial concentration on the removal of NH3-N
2.3 溶液pH值对氨氮脱除效果的影响
在氨氮浓度为300 mg·L-1、反应时间为60 min、温度为20℃、搅拌速度为240 r·min-1的条件下,考察了溶液pH值对氨氮脱除效果,余氯浓度的影响,试验结果如图6所示。
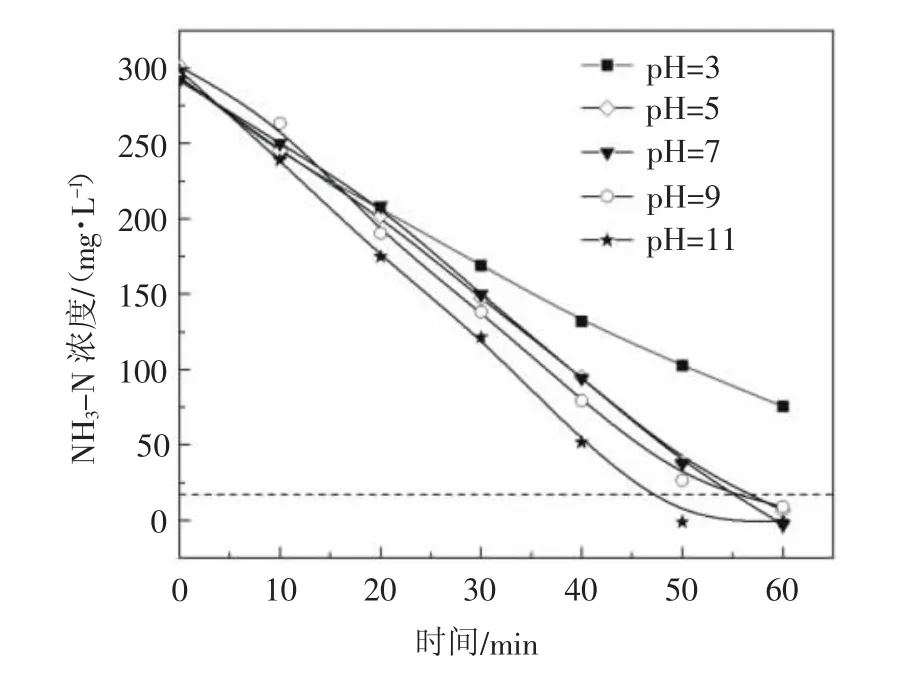
图6 溶液pH值对氨氮脱除效果的影响Fig.6 Effect of pH on the removal of NH3-N
由图6可以看出,在时间一定的条件下,溶液中氨氮浓度随pH值的增大而降低。在研究范围内,当时间为60 min,pH值为5~11时的溶液氨氮浓度均小于15 mg·L-1,但此时pH值为3的溶液氨氮浓度仍较高,这主要可能是由于在酸性条件下易产生NHCl2、NCl3等副产物[17],降低了氨氮氧化速率。pH值为5~9时,氨氮脱除速度大致相同。当pH值升高到11时,氨氮脱除速度又有了较为明显的提升。这是因为在pH=11条件下,溶液中的氨基本以氨分子形式存在[18],相较于铵根离子,游离态的氨氮容易被氧化,因此,氨氮的脱除速率有所增加。
2.4 温度对氨氮脱除效果的影响
在氨氮浓度为350 mg·L-1,溶液pH值为7,搅拌速度为300 r·min-1的条件下,考察了温度对氨氮脱除效果的影响,试验结果如图7所示。
由图7可见,在试验研究的温度范围内,经处理后出水残余氨氮浓度都在15 mg·L-1以下,去除率达95%以上,且氨氮浓度随时间的变化曲线基本重合,说明温度对折点氯化过程无明显影响。
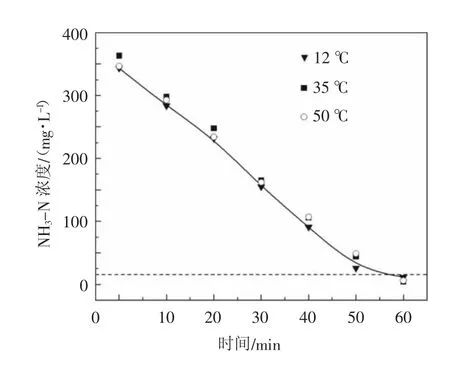
图7 温度对氨氮脱除效果的影响Fig.7 Effect of temperature on the removal of NH3-N
2.5 钨冶炼厂实际氨氮废水试验
工业废水相较于模拟废水有多种一定浓度的阴、阳离子,且不同工序废水的离子种类和浓度也不尽相同,反应器放大后可能导致传质与反应过程的改变。这些条件都有可能影响折点氯化的效果,因此有必要进行实际钨冶炼厂氨氮废水的工业化研究。
试验以模拟氨氮废水试验结果为理论基础,结合工厂条件研究折点氯化法处理某钨冶炼厂废水的效果。试验结果如图8所示,反应终点时氯气消耗量、氨氮脱除速率及Cl2∶NH3-N(质量比)等试验结果如表2所示。

图8 氨氮脱除效果随时间变化曲线Fig.8 The change of NH3-N concentration with reaction time
从图8可以看出,不同阶段废水中氨氮浓度均随时间的延长呈线性下降趋势,反应终点时出水氨氮浓度均小于15 mg·L-1,最低氨氮浓度可脱除至1.1 mg·L-1。即使是氨氮浓度较高的废水,经过一定时间的折点氯化法处理也能够达到排放标准。图8中每条线的斜率大致相等,说明氨氮脱除速率基本相同,初始氨氮浓度对于折点氯化基本没有影响,与模拟氨氮废水结果一致。以图8中氨氮废水脱除速率计算,对于浓度在300 mg·L-1左右的氨氮废水(钨冶炼排放的主要的氨氮废水浓度)能够在50 min内即能被处理到15 mg·L-1以下,达到排放标准。
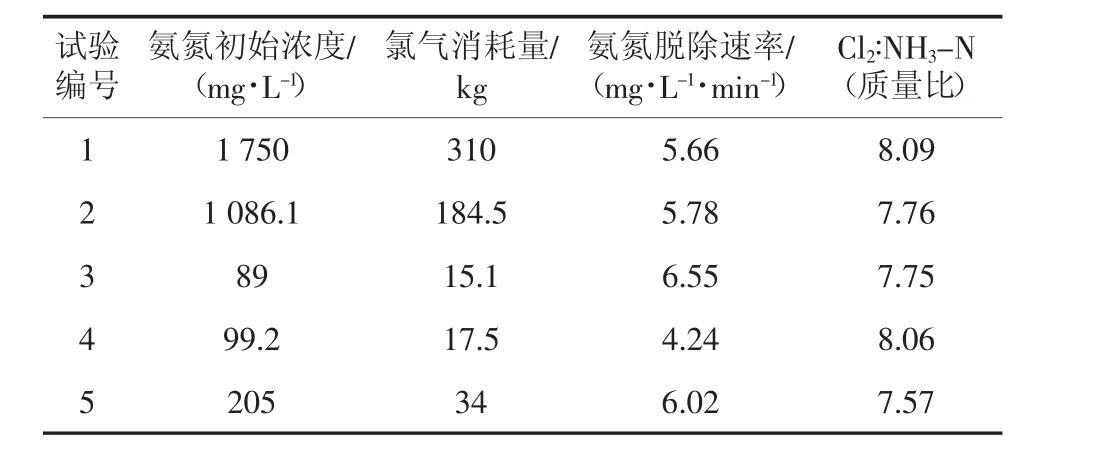
表2 不同氨氮浓度条件下氨氮折点氯化参数表Tab.2 Parameters of breakpoint chlorination process under different concentration of NH3-N
从表2则可以看出,不同氨氮浓度废水的试验反应达到终点时,Cl2与NH3-N的质量比都在7.8左右波动,与理论值7.6十分接近。说明用折点氯化法处理实际氨氮废水时氯气损耗较少,具有较高的氯气利用率。按照反应终点时Cl2∶NH3-N(质量比)=7.8,1 t氯气价格为1 200元计算,处理1 t废水(浓度在300 mg·L-1左右)的价格为2.83元,成本控制在合理的水平。
3 结 论
(1)氨氮折点氯化试验各因素对氨氮脱除效果都有不同程度的影响。随着反应时间延长氨氮呈线性下降趋势,当氯气与氨氮质量比为7.6时,反应达到“折点”,这时氨氮浓度降至 5.3 mg·L-1,达到国家排放一级标准。
(2)当pH值在8~11范围内,氨氮的脱除速率随pH值的增大而增大。温度和氨氮初始浓度对氨氮脱除效果无明显影响。
(3)采用折点氯化法处理某钨冶炼氨氮废水,氨氮脱除效果好,Cl2∶NH3-N(质量比)保持在7.8左右,出水氨氮浓度达到国家排放一级标准,且氯气利用率高。成功解决了该钨冶炼厂后端氨氮废水问题,实现折点氯化法的工业化应用。