射孔用压力起爆装置起爆精度分析
2019-08-26乔亚波
乔亚波
(大庆油田射孔器材有限公司,黑龙江 大庆 163853)
随着油田开发进入后期,一方面,多数油井中的套管变形明显,为了满足油田勘探开发中的安全环保和低孔低渗油气田开发的压裂施工要求,而使得电缆输送式射孔方式变得非常困难,另一方面,油田为了追求效益最大化,往往采用水平井、侧钻井、大斜井等,这些井射孔施工时必须采用油管输送射孔方式,因此,油管输送式射孔完井方式较以往越来越多地应用于国内外油气田开发中。油管输送的起爆方式主要有压力式起爆和撞击式起爆,而压力式起爆装置由于其自身特点,应用范围更加广泛,为了保证射孔工作的安全可靠,产品要求在一定压力范围内起爆,一般允许在给定压力值±5%范围内波动,未达到设定压力值下限起爆会引起误射孔,而达到设定压力值上限仍未起爆再加压就会影响整个系统的安全性。因此起爆精度是一个重要的性能指标, 它已成为工艺控制的关键点。
1 产品结构和原理
某型压力起爆装置产品的结构如图1 所示。
由图1 可以看出,压力起爆装置主要由剪切销、剪切环、击针塞、击针等组成。压力起爆装置随射孔枪下入油井射孔层位,然后,在井口施加压力作用于压力起爆装置击针塞上,击针塞在井口施加的压力和井液压力的共同作用下剪断剪切销,然后带动击针快速运动,进行解锁或击发起爆器爆轰,引爆整个射孔枪串。
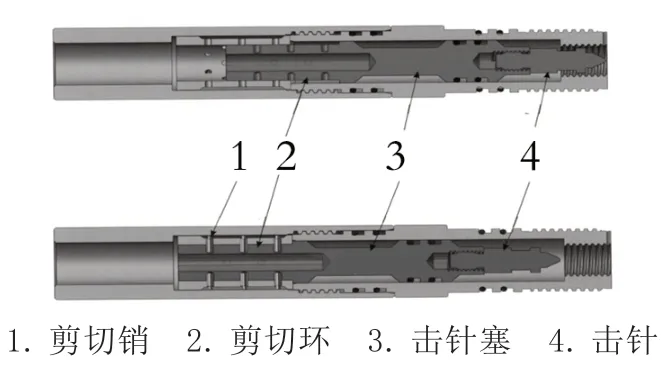
图1 某型压力起爆装置结构简图
2 影响起爆精度的因素及控制措施
由压力起爆装置的工作原理可知,击针塞要带动击针击发起爆器,剪断剪切销是关键环节,所以剪切销是此装置的核心零件。精度受到多方面因素的影响,如剪切销的本身选材和加工精度,剪切销剪切压力给定初始值的误差情况,剪切销与剪切环、击针塞的配合情况,剪切销剪切强度随温度降低百分率的变化曲线,用户计算剪切销的压力是否准确等。
2.1 剪切销本身精度的影响
井口施加的压力是用户根据厂家给定的剪切销初始值计算而得出的,剪切销作为典型的机械零件,其批次剪切强度力值应符合正态分布(从已生产的情况来看,剪切销的剪断力值基本符合正态分布的要求)同一批剪切销,剪切力值的差别主要是由于制造中的加工误差和材料性能随机性造成的,生产要充分考虑各种因素的影响,并设法将误差控制在可接受范围内。单个剪切销常温剪切值的给定,此值是通过试验和计算得出。

表1 剪切力波动情况

图2 某压力起爆装置结构简图
取承压面直径D1=25mm,剪切销直径d=2.5mm。
取抗拉强度σb=604MPa,
则剪切强度τ=0.7σb=422.8MPa。
剪切销横截面积S1=4.906mm2,单销剪切销剪切力
压力面面积S2=490.625mm2。
则单销剪切值P 单=F/S2=4.23MPa
如果测得的剪切销给定剪切值有偏差或者试验件加工不能代表整批材料的状态,必然导致用户算出的剪切压力值是不正确的,那么最终施加的起爆压力将会出现较大的波动。所以对剪切销初始力值的确定尤为关键,一方面根据抗拉强度进行理论计算,另一方面,针对每批剪切销都进行试验确认,不同批次给定不同的初始值,从而减小误差值。
当剪切销的初始力给定值确定后,实际工作中,单个剪切销的剪切力值在给定值附近波动,因为出现较大偏差是小概率事件,所以当使用的剪切销数量越多时,剪切力由于相互弥补的影响总的剪切值越接近给定的初始值,相应的起爆精度也就越高。我们通过万能压力试验机测得试验件的剪断压力和相应的剪切销剪切力的试验测定,结果发现,当剪切销的数量由2 个增加到12 个时,剪切力波动由0.68%~4.5%缩小到0.4%~0.5%如表1 统计,与理论分析是相符合的。所以我们在选材时,一方面尽量选择一致性误差范围小的材料,另一方面,不宜选择剪切强度过大的材质。
剪切销本身的加工精度也会影响到剪切力值,当剪切销直径公差过大时,加工出的剪切销的横截面面积波动必然要大,从而影响剪断值精度。我们以给定剪切销直径基本尺寸值为2.5mm 计算,通过计算可以得出,当剪切销直径变化0.05mm 时,剪切销的受力横截面积将变化3.99%,剪切销剪断力值范围由若干因素范围叠加得到,所以剪切销的尺寸公差应在综合加工可能性和经济性前提下给定较小的值。同时保证较好的表面光洁度,可以减少应力集中的影响。
2.2 剪切销与剪切环、击针塞三者之间配合的影响
剪切销是在剪切环和击针塞的共同作用下被剪断的,所以,三者之间的配合也是影响剪切力精度的因素之一。当其中任意两者之间间隙过大时,都会造成剪切销的受力不均,从而累积叠加影响到系统整体承受压力的效果。通过试验我们测定了剪切力波动情况随间隙变化情况如图3 所示,从图中可以看出,当随着配合间隙减小时,剪切力的波动情况得到了明显的改善。

图3 配合间隙影响剪切力精度情况
2.3 其他因素
准确计算剪切销的剪切压力是用户需要掌握的技能,计算时需要掌握井的垂深、压井液密度、单个剪切销的常温剪切值、剪切销剪切强度随温度降低百分率的变化曲线等。图4 为某型剪切销剪切强度降低百分率-温度变化曲线。

图4 某型剪切销剪切强度降低百分率-温度变化曲线
2.4 控制措施
在设计方面,对剪切销的材质选择要严格控制,要选择剪切力一致性好的材料,针对每批剪切销都进行试验确认,不同批次给定不同的初始值,从而减小误差值。当油井压力确定后,不宜选择剪切强度过大的材质。在加工工艺可行的条件下,合理地设计剪切销直径与公差。在剪切销与剪切环、击针塞三者之间的配合设计方面,尽可能合理地选择相互间间隙。在加工方面,加强对核心部件剪切销的整个生产环节的质量过程控制,增加半成品件的检验,提高加工环节的产品一致性。在使用过程方面,通过定期培训和学习评比等方式提高使用者计算剪切销的剪切压力的准确性,尽可能杜绝人为因素的影响。
3 结语
通过理论分析和试验验证,主要加强了3 个方面的工艺控制:(1)剪切销材质选择方面,控制其剪切强度和剪切力波动,将原材料因素控制在尽可能小范围内。(2)通过控制剪切销与剪切环、击针塞三者之间的配合间隙实现剪切力的精度控制。(3)通过使用户准确计算剪切销的剪切压力减少误差。
