新型25MnV矿用圆环链用钢的组织及性能探讨
2019-08-20陈黔湘魏福龙张东升
陈黔湘,魏福龙,张东升
(首钢水城钢铁(集团)有限责任公司,贵州 六盘水 553000)
在矿山用高强度圆环链中,其中用的最多的钢铁材料就是25MnV的主要钢材。这种钢材的特殊制造工艺主要有:下料、加热、编织、焊接、去毛刺。在这当中,决定环链整体的结构以及使用性的主要关键点就在于热处理环节。现在来看,关于25MnV钢环链热处理的新闻以及研究也是比较的防范。像Ang Ming Li等人,将零保温的相关研究进行分析,通过把零保温方面的数据对25MnV钢铁组织以及相关使用性能的相关性进行了探讨,并且之后对这些数据进行了总结,出刊重要的研究成果,富有研究价值;Mariyong等人(4)对25MnV钢矿山高强度圆环链的中频感应加热进行了研究,得出了用中频感应淬火加热25MnV钢矿山高强度圆环链时,圆环链直臂温度低于顶部温度的结论。当链环顶部加热温度达到970℃~-9930℃(直臂温度895℃~-9170℃)时,淬火组织为板条马氏体,晶粒尺寸为10~10.5,环链具有最佳的强度和韧性协调性。以上研究是在传统实验过程的基础上进行的,很少有人利用现代材料计算理论来计算和分析25MnV钢在凝固冷却过程中的组织和性能[1-3]。
本篇文章通过对JMATPro软件的使用,将针对25MnV钢的整个凝固冷却环节进行分析探讨,其中包括它的物理性能以及相图的分析。
1 材料成分
铁水:Si:0.20%~0.80%,Mn:0.30%~0.80%,P≤0.140%,S≤0.040%,铁水温度≥1250℃,铁水中残余元素按《品种钢生产用铁水残余元素技术条件》执行。
石灰:CaO>90%,SiO2≤1.5%,S<0.15%,活性度>310ml。
2 LF精炼工艺
2.1 LF炉进站成分
炉前成分控制按中下限控制(目标范围如下,尽可能降低LF炉合金调整量),LF炉进站成分及温度目标值。

表1 LF炉进站成分分析
LF精炼流程:钢水进站→测温、预吹Ar、取样→入位→送电、破渣壳→加热、造白渣→测温→调温度、成分→测温→出位→喂丝、取样→软吹Ar→加保温剂→连铸。
2.2 钢水到站强吹氩破壳并测温
在相应的到站温度下,采用相应的档位化渣,第一批渣料加入量(白灰,精炼渣,铝矾土等),使用萤石化渣,在供电8min内形成液态白渣,必保供电10min内形成白渣,并保持白渣时间不小于10min。采用电石、SiFe粉(粒度≤3mm)造白渣,尽可能减少Al用量。精炼过程调节氩气流量,防止精炼大翻溢渣,并调节除尘风机风量保证正压操作[4,5]。
2.3 连铸
采用20MnSi保护渣、全保护浇注、电磁搅拌技术,生产断面为150mm×150mm方坯。
拉速1.90m/min,二冷比水量为0.90L/kg~1.25L/kg,电磁搅拌参数200A,4Hz。
参考液相线:20MnV,1509℃;25MnV:1507℃,中包温度控制见下表。

表2 中包温度控制
矫直温度控制:矫直温度控制≥900℃,避开矫直裂纹敏感区。连铸浇注时必须保证满中间包操作(600mm~700mm),中间包连浇过程液面不得低于400mm。连铸1块/炉低倍样进行低倍检验,铸坯低倍检验目标要求:中心疏松≤1.0级,缩孔≤0.5级,非金属夹杂物≤0.5级,中心裂纹≤1.0级,中间裂纹≤1.0级,所有检验结果之和不超过3.0级。标明炉号、钢种,铸坯码垛在其它热坯上避风堆冷≥8h,集中组织轧制,钢坯标识:20MnV标识2V、25MnV标识5V。
2.4 轧钢工艺控制
加热炉温度控制:加热段1100℃~1200℃,均热段1080℃~1130℃,开轧温度980℃~1030℃,目标控制值:1000℃,控制好炉内气氛,减少氧化铁皮。钢坯加热应均匀,钢坯头、中、尾温差≤30℃,加热过程中防止钢坯出现过热、过烧等现象。
2.5 轧制控制
轧制规格:φ18mm、φ20mm。轧制速度:8米/秒~15米/秒。
轧制前对各架轧机进出口导卫、轧槽及辊道的使用状况和水冷系统进行检查确认,确保满足生产工艺和产品质量要求。其它轧制要求:①轧后不穿水;②入精轧温度温度:900℃~970℃;③上冷床空冷温度:880℃~930℃(参考)。④钢材打捆后及时吊运码垛,避风堆冷,堆冷时间≥8h。
2.6 尺寸控制及检验要求
生产过程加大在线取样与尺寸测量频次,开轧或轧制过程异常时应增加取样次数,外形尺寸按照标准GB/T 702标准和用户要求进行控制、检验。
3 计算结果分析
3.1 热物理性能
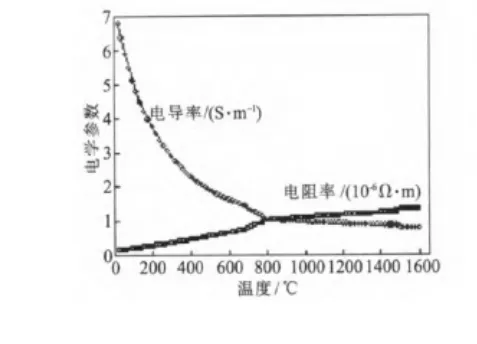
图1 热物理性能

图2 钢的热物理性质
图1 通过对图表的分析,表示的为在不同的温度之下,利用jmatpro这个软件对25mnv钢的部分导电效率以及电阻大小的测量。综合来说,25MnV钢的电阻率随温度的降低而降低,室温下的最小电阻率为0.15x10(sz“m)。随着温度的降低,25MnV钢的电导率逐渐升高,室温下的最大电导率为6.74(s“Iri”)O。
图2显示了由Matpro软件计算的不同温度下25mnv钢的热物理性质(热导率、比热容和密度)。综合来说,当合金处于液态(1505℃~16000℃)时,热导率随温度的降低而降低;在固液温度范围(1451℃~15050℃)中,热导率随温度的降低而增加;在800℃~14510℃中,热导率随温度的降低而降低。e.当温度低于800时,导热系数随温度的降低而增加。在室温下,25MnV钢的导热系数最高。
3.2 力学性能
图3为jmatpro计算出来的,25MnV钢通过在实验的每一种温度之下的凝固冷却的时候,不同的数值之间的关系图。很显然的表明,当合金以液态的形式存在时,杨氏模量和剪切模量近乎约等于零。在合金凝固变成了固体的时候,杨氏模量和剪切模量会变得突然升高。在材料的凝固整个环节当中,杨氏模量、体积模量和剪切模量随温度的下降而变大。

图3 力学性能研究
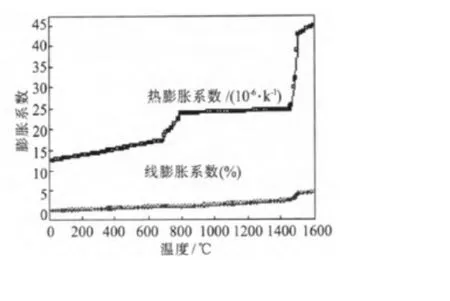
图4 不同温度下膨胀系数分析
图4 显示了2SMnV钢在凝固和冷却过程中不同温度下的热膨胀系数和线膨胀系数。综合来说,它们都随着温度的降低而降低。热膨胀系数在液固温度范围(1451~1550)由42.61降至25.16,在奥氏体转变温度范围(687~798)由23.74降至1722。在相同的温度范围内,线膨胀系数有相似的趋势,但变化不大。
5 结论
利用jmatpro,最终的到了对25MnVD钢材料的相关力学性能以及测试结果。
