鼹鼠趾仿生及表面热处理提高齿形开沟刀减阻耐磨性能
2019-08-19王少伟李善军张衍林
王少伟,李善军,张衍林,万 强,陈 红,孟 亮
鼹鼠趾仿生及表面热处理提高齿形开沟刀减阻耐磨性能
王少伟,李善军※,张衍林,万 强,陈 红,孟 亮
(1. 华中农业大学工学院,武汉 430070;2. 国家现代农业(柑橘)产业技术体系,武汉 430070;3. 农业农村部长江中下游农业装备重点实验室,武汉 430070;4.农业农村部柑橘全程机械化科研基地,武汉 430070)
为提高农用开沟机械开沟刀的减阻耐磨性能,该文针对课题组前期研制的齿形开沟刀,利用仿生结构和不同表面热处理对原齿形开沟刀进行优化。以鼹鼠前爪第3趾为仿生对象,设计了仿生开沟刀。使用EDEM软件进行模拟仿真试验,通过分析齿形开沟刀和仿生开沟刀的开沟功耗,对比2种刀片的减阻性能;进行台架磨损试验,利用金相显微镜、显微硬度仪、摩擦磨损试验机分析5种表面热处理仿生开沟刀的耐磨性能。单齿仿真试验发现,仿生开沟刀刀齿的整体三维表面结构特征有利于减阻。仿真试验结果表明沟深为150、200、250、300和350 mm时,仿生开沟刀比齿形开沟刀的开沟功耗分别降低9.68%、10.44%、10.22%、10.70%和10.95%,仿生开沟刀的减阻性能更优。台架磨损试验结果表明,渗铬淬火高温回火(Ⅱ型刀)、渗碳淬火低温回火(Ⅲ型刀)、激光熔覆WC/Ni60A粉末合金(Ⅳ型刀)和氧乙炔火焰堆焊铸造WC焊条(Ⅴ型刀)比淬火中温回火(Ⅰ型刀)处理的仿生开沟刀的磨损质量分别降低14.17%、42.05%、66.98%和75.96%,Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的耐磨性能依次提高,Ⅴ型刀最优。5种刀片组织结构、显微硬度和摩擦系数的分析结果表明,Ⅰ、Ⅱ和Ⅲ型刀的硬化层显微组织主要为淬火和回火马氏体,Ⅳ和Ⅴ型刀主要为WC硬质相,Ⅳ和Ⅴ型刀的组织结构更优;Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的平均显微硬度为558、700、888、1 195和1 441 HV0.1;平均摩擦系数为0.67、0.57、0.26、0.25和0.22,Ⅴ型刀的显微硬度和摩擦系数最优,与台架磨损试验结果相一致。田间试验结果表明,优化后的Ⅲ型和Ⅴ型刀比原来齿形开沟刀的开沟功耗分别降低11.45%和5.41%,磨损质量分别降低28.26%和82.63%,仿生结构优化与表面热处理能够提高齿形开沟刀的减阻耐磨性能。该研究可为提高开沟刀减阻耐磨性能提供参考。
农业机械;仿生;开沟;热处理;减阻性能;耐磨性能
0 引 言
在农用开沟机械作业过程中,开沟刀与土壤直接接触,并对土壤进行切削、输送和抛出从而形成沟渠。开沟作业的质量和效率与开沟刀的各方面性能密切相关,其中减阻性能和耐磨性能最为重要。提高减阻性能,能够降低开沟功耗、提高作业质量;提高耐磨性能有利于增加刀片使用寿命、提升作业效率和节省经济成本[1-2]。针对提高农用机械触土部件的减阻性能和耐磨性能,国内外学者做了大量研究。在提高减阻性能方面,仿生结构优化是一种应用十分广泛的重要方法。在生物的长期进化过程中,由于生存环境和生活习性的影响,很多生物具有非常优秀的土壤挖掘能力[3-7],典型的土壤挖掘动物有鼹鼠、鼢鼠、蜣螂、穿山甲、蝼蛄和蚂蚁等。不同学者利用各类土壤挖掘动物触土部位的特点对农用机械的工作部件进行了仿生结构优化。汲文峰[4]利用鼹鼠前爪第2趾前端结构的拟合圆弧对旋耕-碎茬通用刀片的正切面刃线进行设计,通过田间试验发现仿生刀的功耗均小于旋耕刀和碎茬刀,但作业质量优于旋耕刀稍差于碎茬刀。王洪昌[5]将鼢鼠前爪第3趾内轮廓纵向截面的第4曲线高斯方程作为刃线设计了仿生除草铲。土槽试验结果表明,仿生除草铲的牵引阻力在低速时低于圆弧型除草铲,在高速时相反。朱凤武[8]分析了蜣螂前足胫节楔形爪趾顶端和外缘轮廓线设计了仿生深松铲。可见,上述仿生结构优化主要利用动物爪趾的特征轮廓线参数进行刃线设计。也有部分学者利用土壤挖掘动物触土部位的非光滑表面特征,例如凸包、凹坑、波纹、鳞状等形态,进行免耕播种机双圆盘开沟器、仿生犁壁、推土板、波纹板等的仿生结构优化[9-14]。可见,已有研究由于工作部件结构形式等原因,主要为利用土壤挖掘动物触土部位的局部三维表面结构特征。对触土部位整体三维表面结构特征进行仿生的研究较少,本文以鼹鼠前爪第3趾为仿生研究对象,将原来齿形开沟刀的刀齿整体替换为鼹鼠前爪第3趾仿生模型,设计仿生开沟刀。
在提高耐磨性能方面,由于旋耕机应用范围较广,已有研究主要以旋耕刀片为对象,提高其耐磨性能[15-17]。提高耐磨性能的表面热处理方式主要分为2类,一是改变基材材料性能对基材磨损,二是在基材上熔覆耐磨层对耐磨层进行磨损。采用不同的淬火处理工艺可以改变基材材料性能,以达到提高耐磨性能的目的。袁晓明等[15]认为对大耕深旋耕刀先进行渗铬处理,再进行淬火中温回火处理,会比传统淬火低温回火处理获得更好的组织结构和更小的摩擦系数。田间试验发现,该方法可以使磨损质量降低59.2%。黄永俊等[16]研究发现,对农用刀片的常用材料65 Mn钢进行激光淬火处理后的硬化区显微硬度高于激光熔凝处理。在基材上熔覆耐磨层,由于耐磨层组织结构更好并含有高硬度耐磨相,因此可以极大的提高耐磨性能。赵建国等[18]在Q235基材上采用氮弧熔覆制备TiCN/Fe金属陶瓷涂层,涂层的显微硬度比基材提高3倍,高达1 089 HV0.5,磨损质量只有65 Mn的50%。郝建军等[19]为改善65 Mn钢上熔覆的Fe-Cr-C堆焊层的性能,创新性制备Fe-Cr-C-V堆焊层。常用的65Mn铲尖和60Si2Mn旋耕刀熔覆Fe-Cr-C-V堆焊层后,磨损质量能够降低78%和50%。Satit等[17]利用高速火焰喷涂和等离子堆焊,在旋耕刀表面分别制备WC/Co和Al2O3-TiO2/NiAl涂层。田间试验发现,与普通旋耕刀磨损质量相比,WC/Co涂层旋耕刀降低97.67%,Al2O3-TiO2/NiAl涂层旋耕刀提高4.65%,原因为涂层剥落。可见,在基材上熔覆耐磨层,使得耐磨性能提高显著。考虑到熔覆耐磨层会部分破坏仿生开沟刀刀齿的整体三维表面结构特征,对减阻性能产生不利影响,因此本文对比5种表面热处理仿生开沟刀耐磨性能的差异,并考察对减阻性能的影响。
1 仿生开沟刀设计
1.1 齿形开沟刀结构
仿生开沟刀设计以课题组前期研制的1KZ38型倾斜螺旋式山地果园开沟机上使用的齿形开沟刀为原型。齿形开沟刀参数为,螺栓孔距=45 mm,刀片中心长度=40.7 mm,刀片幅宽=40 mm,刀片厚度=6 mm,安装角=4.5°,折弯角=49°,如图1a所示[20]。单个刀齿呈棱锥形,参数为总长1=13 mm,后端高度2=6 mm,宽度3=8 mm,圆心角1=170°,圆弧半径1=3.124 mm,刃角1=21°,刃厚1=1 mm,如图1b所示。齿形开沟刀材料为H13,质量分数如表1所示,采用淬火中温回火处理。

表1 H13组成元素质量分数
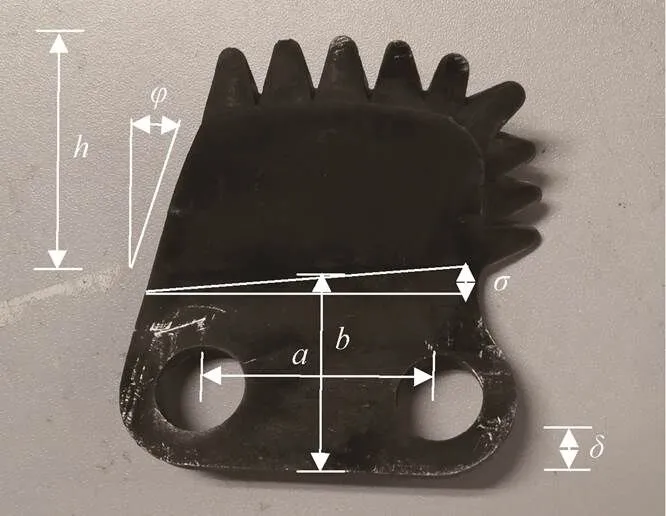
注:为螺栓孔距,mm;为刀片中心长度,mm;为刀片幅宽,mm;为刀片厚度,mm;为安装角,(°);为折弯角,(°)。
Note:is bolt holes spacing, mm;is the center length of the blade, mm;is blade width, mm;is blade thickness, mm;is installation angle, (°);is bending angle, (°).
a. 整体结构
a. Overall structure
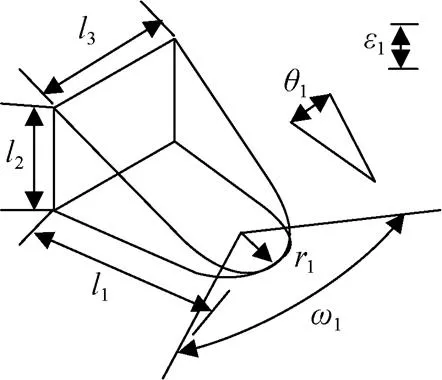
注:1为总长,mm;2为后端高度,mm;3为宽度,mm;1为圆心角,(°);1为圆弧半径,mm;1为刃角,(°);1为刃厚,mm。
Note:1is total length, mm;2is back-end height, mm;3is width, mm;1is central angle, (°);1is arc radius, mm;1is edge angle, (°) ;1is edge thickness, mm.
b. 单个刀齿结构
b. Structure of single tooth
图1 齿形开沟刀结构
Fig.1 Structure of toothed ditching blade
1.2 仿生开沟刀设计
试验鼹鼠用鼠夹法捕获,捕获地点为内蒙古自治区呼伦贝尔市海拉尔区呼伦贝尔大草原(119°28'~120°34'E,49°06'~49°28'N),生活土壤类型为草甸土,饲养于装满土的玻璃缸内。体视显微镜为SZX16型(奥林巴斯中国有限公司,变倍比16.4∶1,放大倍数0.7~11.5),观测参数为放大倍数1.5。三维激光扫描仪为EinScan Pro+型(杭州先临三维科技股份有限公司,扫描精度0.05 mm,扫描速度550 000点/s,空间点距0.24 mm),工艺参数为光源白光LED,拼接模式特征拼接和手动拼接。3D金属打印机为EP-M250Pro型(北京易加三维科技有限公司,工作功率380 V/6 KW),工艺参数为扫描速度8 m/s,分层厚度0.05 mm。
鼹鼠是土壤挖掘能力最强的动物之一[3-4,14],它一生中绝大部分时间生活在地下,以地下植物根茎和土壤中生活的动物幼虫和昆虫等为食,觅食时需要大量的土壤挖掘作业,一夜的挖掘距离可达100 m。挖掘土壤时,鼹鼠的后爪紧紧地抓住地面,利用强壮的前爪和鼻子挖开前方土壤,并将土壤推到身体两侧并由后爪移到身后,再用前爪和鼻子修整洞壁。前期研究发现,鼹鼠爪趾的后爪窄小,趾为细长棱锥形,前部尖锐,起支撑固定身体和抛土作用。前爪宽大,整体为铲状,爪心朝外,起挖土和推土作用。前爪的5个趾中,第5趾短小,具有明显的退化特征,不利于土壤挖掘。第3趾最为宽大,是最主要的挖掘趾[3-4,14],为充分利用鼹鼠爪趾的土壤挖掘能力,本文以鼹鼠前爪第3趾为仿生对象。将齿形开沟刀的刀齿整体替换为鼹鼠前爪第3趾仿生模型。通过体视显微镜对鼹鼠前爪第3趾进行观察,趾整体宽扁,为扁圆楔形,前部和两侧边缘较薄,表面具有凸棱、凸起、凹沟等细微结构,呈现非光滑表面特征。趾的腹面,前端刃部内凹,前部有1圈U型凸起和2条纵向对称分布的小凸台,后部有2条纵向对称分布的大凸台,如图2a所示。趾的背面,平滑光顺,前端为圆钝形状,横向曲率大于纵向曲率,纵向后部曲率大于前部曲率,横向中间曲率大于两侧曲率,如图 2b所示。
首先利用三维激光扫描仪获得鼹鼠前爪第3趾的表面点云数据。然后使用Geomagic studio 2017软件对点云数据进行点云稀疏、拼接封装、平滑降噪等处理,获得鼹鼠前爪第3趾仿生模型,主要参数为总长4=18.5 mm,后端高度5=6 mm,宽度6=8 mm,圆心角2=176°,圆弧半径2=4 mm,刃角2=19°,刃厚半径2=0.47 mm,如图2c所示。最后使用Creo 3.0软件将鼹鼠前爪第3趾仿生模型放大3倍,使得6与3相等,便于替换齿形开沟刀的刀齿。使用3D金属打印机制造仿生开沟刀,如图 2d所示。其参数螺栓孔距、刀片中心长度、刀片幅宽、刀片厚度、安装角、折弯角、材料和热处理方式与齿形开沟刀片相同。
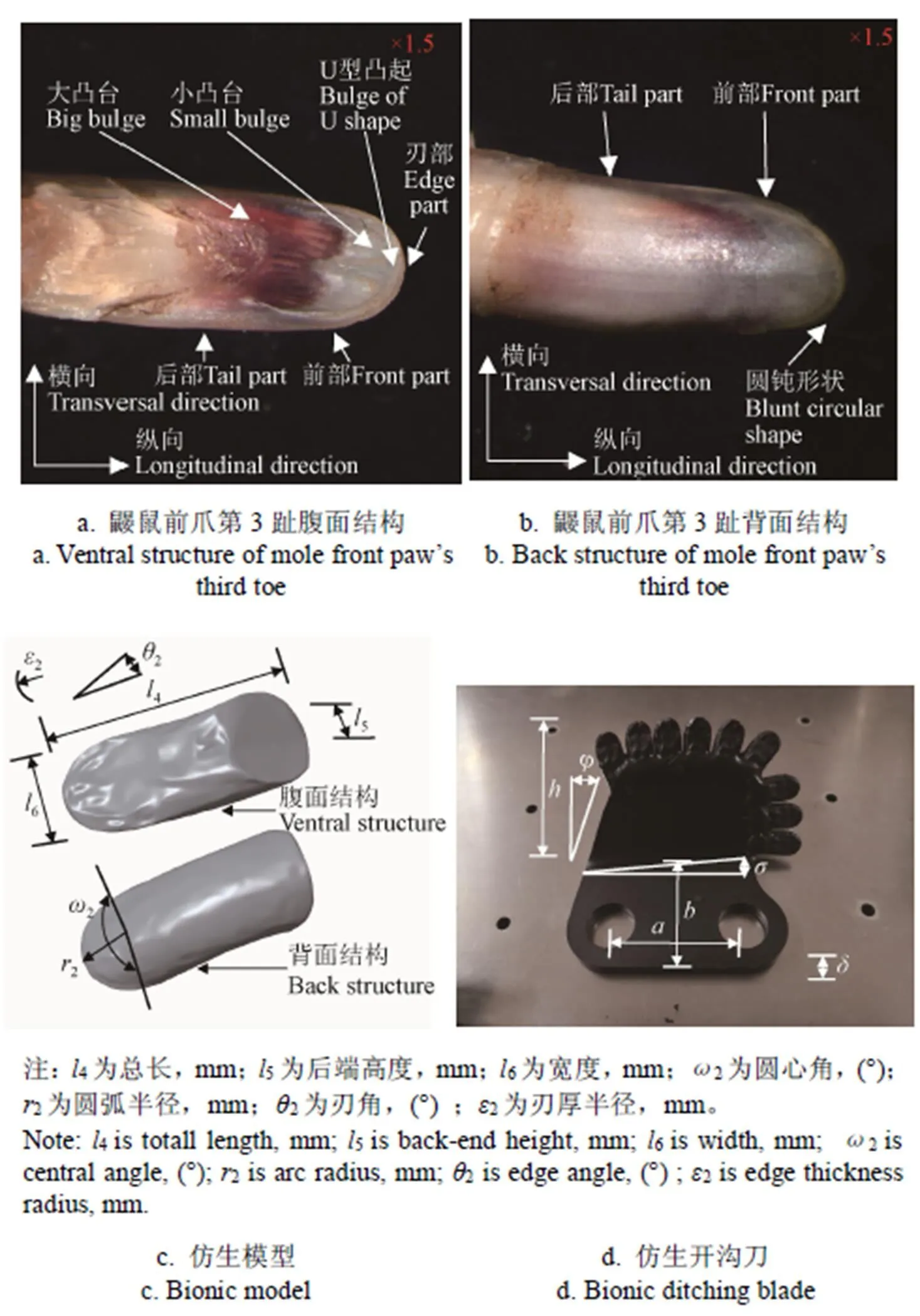
图2 鼹鼠前爪第3趾仿生开沟刀结构
2 仿真试验
2.1 试验设计
为对比原齿形开沟刀和仿生开沟刀开沟过程的开沟功耗,采用离散元法进行开沟过程仿真试验。仿真软件是EDEM 2.7,采用Hertz-Mindlin with bonding模型。根据开沟机常用作业参数,设置仿真参数为开沟主轴转速625 r/min,前进速度750 m/h,沟深150、200、250、300和350 mm,其他主要仿真参数如表2所示[20-21]。开沟功耗通过仿真测定的开沟主轴扭矩和开沟主轴转速,根据式(1)计算。为进一步分析开沟过程中仿生开沟刀的减阻机理,进行单个刀齿土壤挖掘仿真试验。根据中部刀齿的回转半径(0.284 m)及开沟主轴转速,由式(2)确定刀齿切削土壤的线速度为9.3 m/s,其他主要仿真参数如表2所示。
式中为开沟功耗,kW;为开沟主轴扭矩,N·m;为开沟主轴转速,r/min。
式中为刀齿线速度,m/s;为中部刀齿回转半径,m;为开沟主轴转速,r/min。
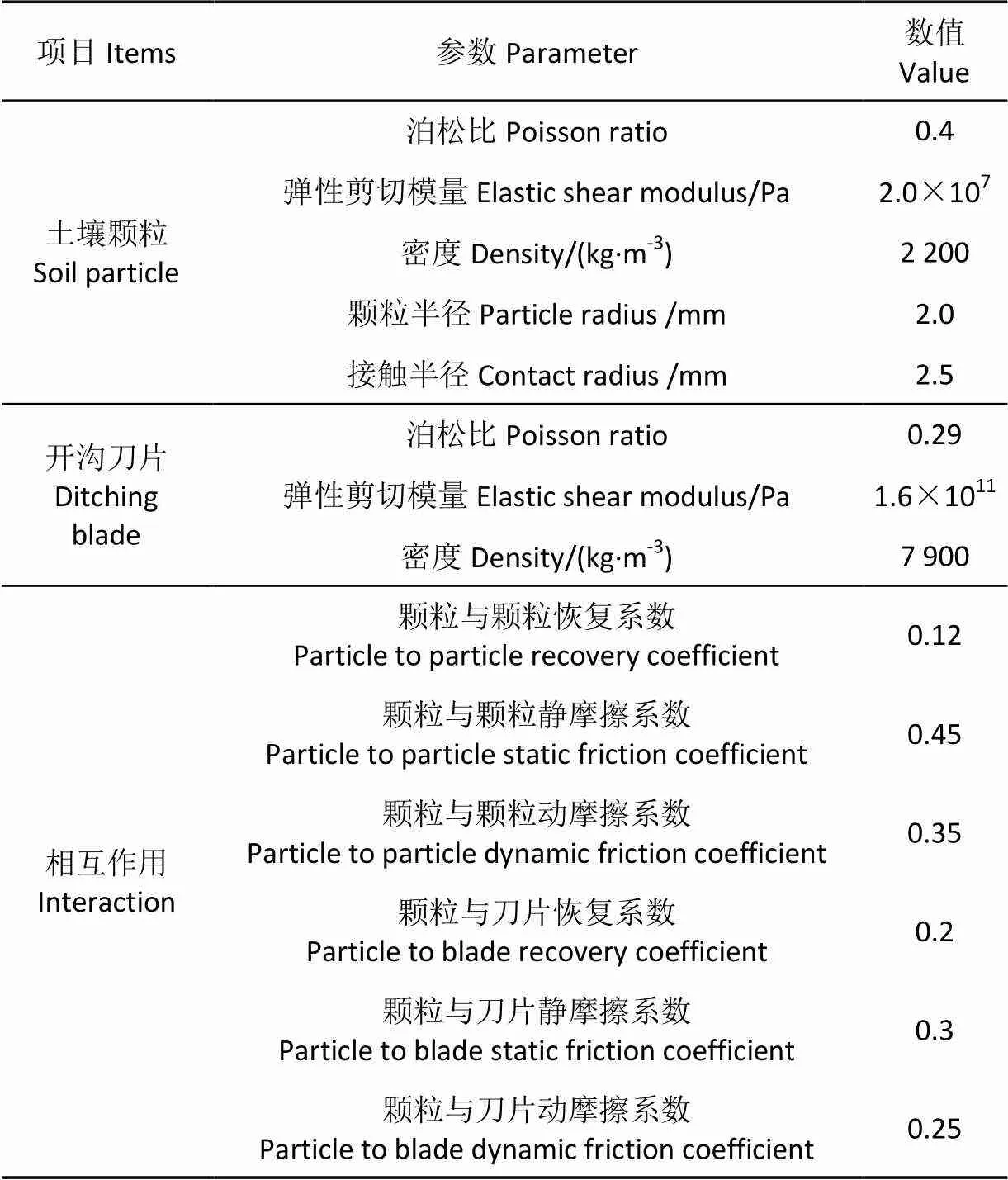
表2 EDEM仿真参数
2.2 试验结果与分析
开沟过程仿真试验结果如表3所示。由表3可知,沟深为150、200、250、300和350 mm时,仿生开沟刀比齿形开沟刀的开沟功耗降低9.68%、10.44%、10.22%、10.70%和10.95%,平均降低10.398%,减阻效果明显。通过单个刀齿土壤挖掘仿真试验发现,仿生开沟刀优异的减阻性能与刀齿的结构密切相关。刀齿具有鼹鼠前爪第3趾的整体三维表面结构特征。刀齿为扁圆楔形,前部和两侧边缘较薄,刃部内凹,刃角较小,经测定仿生开沟刀片刀齿的刃角2=19°,而齿形开沟刀片刀齿的刃角1=21°。扁圆楔形和较小的刃角能够减少触土面积、减弱土壤压实,从而降低切削阻力,具有较强的入土能力和脱土效果。仿生开沟刀刀齿前端的圆心角2=176°,圆弧半径2=4 mm,顶端特征线为过渡圆弧,刃厚半径2=0.47 mm,而齿形开沟刀刀齿前端的圆心角1=170°,圆弧半径1=3.124 mm,顶端特征线为直线,刃厚1=1 mm,仿生开沟刀刀齿的圆心角和圆弧半径均较大,二者刃厚接近,但是圆弧特征会形成过渡圆角,因此仿生开沟刀刀齿前端的圆钝特征更加明显,圆钝结构能够改变土壤应力分布和压实形状,从而减弱应力集中,降低摩擦磨损和减少土壤粘附。如图3a和3b中接触土壤时颗粒粘结力分布所示。由于仿生刀齿表面为非光滑表面,具有凸棱、凸起、凹沟等细微结构,使刀齿与土壤接触面间存在间隙,减少了接触面积。开沟过程中细微凹凸结构使土壤颗粒产生震动、变形等作用,导致接触面水膜面积和厚度出现随机性波动进而水膜不能连续,从而降低了土壤对刀齿表面的粘附力。如图3a和3b中连续工作时颗粒粘结力分布所示。刀齿腹面前部的U型凸起和背面纵向前部曲率小后部曲率大、横向两侧曲率小中间曲率大的结构特征,有利于土壤颗粒向两侧分流。2条纵向对称分布的小凸台和纵向变曲率特征,使土壤中小颗粒沿切削方向运动时,随着曲率逐渐增大垂直刀面的速度分量也增大,逐渐脱离刀面,有利于脱土。如图3c和3d中的切入土壤时颗粒速度分布所示。后部2条纵向对称分布的大凸台和纵向变曲率特征,使土壤中大颗粒沿切削方向运动时,随着曲率逐渐增大垂直刀面的速度分量也增大,逐渐脱离刀面,有利于脱土。如图3c和3d中的连续工作时颗粒速度分布所示。
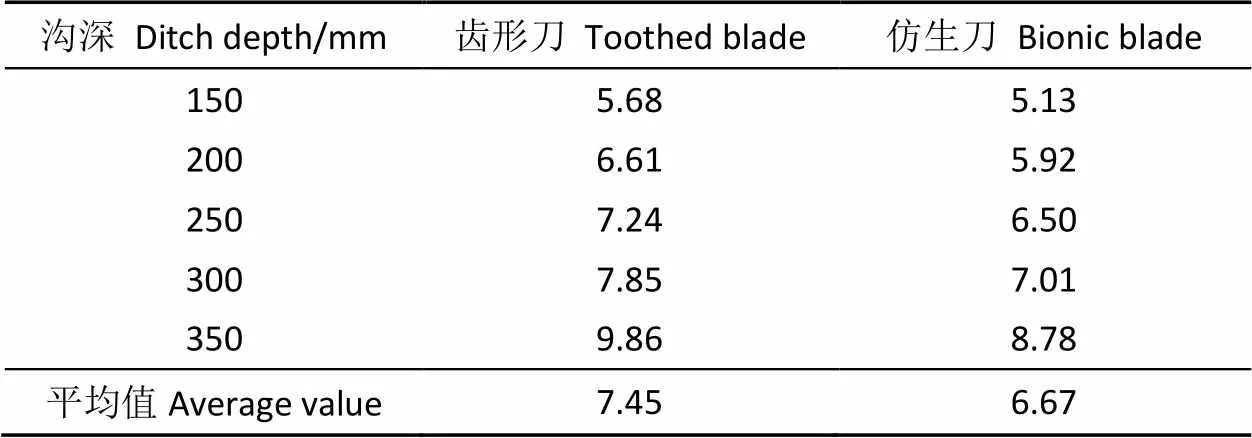
表3 2种刀片仿真开沟功耗对比
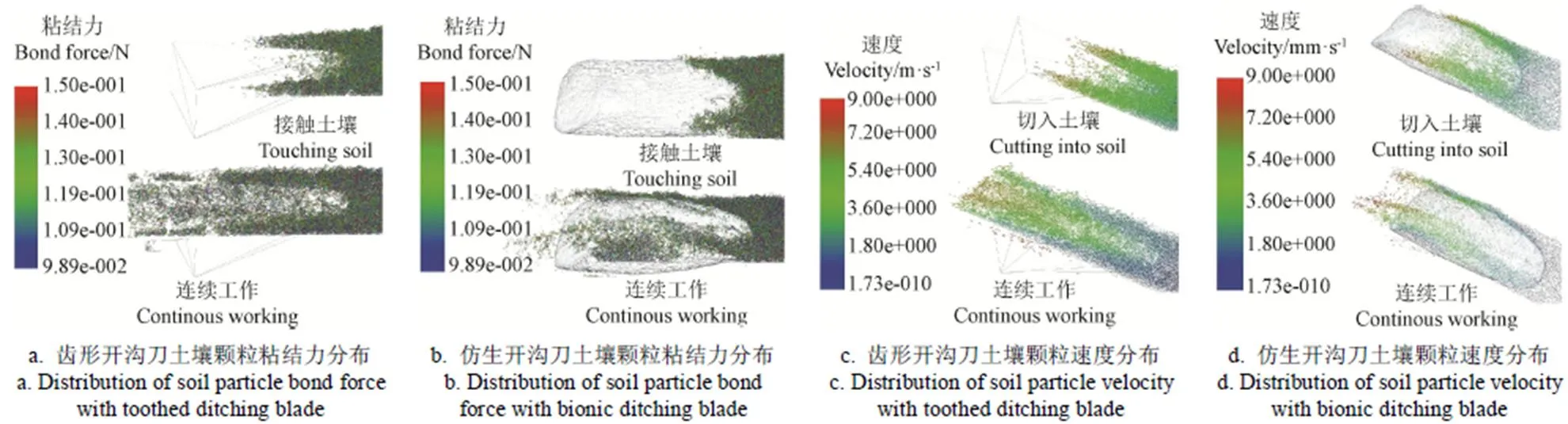
图3 单个刀齿的土壤挖掘过程仿真结果
3 不同表面热处理对仿生开沟刀耐磨性能的影响
3.1 试验材料与方法
为提高仿生开沟刀的耐磨性能,本文选取淬火中温回火、渗铬淬火高温回火、渗碳淬火低温回火、激光熔覆WC/Ni60A粉末合金(WC质量分数为40%)、氧乙炔火焰堆焊铸造WC焊条(WC质量分数为60%)5种表面热处理方法对仿生开沟刀进行表面强化处理,对应刀片命名为Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀。Ⅰ、Ⅱ和Ⅲ型刀为对刀片进行整体处理,Ⅳ和Ⅴ型刀只对刀齿腹面进行处理。Ⅰ、Ⅱ和Ⅲ型刀的淬火回火表面热处理方式,对刀齿原来的整体三维表面结构特征没有影响,但Ⅳ和Ⅴ型刀的熔覆表面热处理方式会造成部分表面结构破坏。为最大限度降低破坏程度,在Ⅳ和Ⅴ型刀刀齿腹面的熔覆层基础上,利用人工点动熔覆和激光雕琢方法,对刀齿原来的整体三维表面结构特征进行修复。经多次修复后,Ⅳ和Ⅴ型刀刀齿熔覆层的精度为0.1 mm,属于可接受范围,Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的耐磨性能具有可比性。进行台架磨损试验,利用金相显微镜、显微硬度仪、摩擦磨损试验机分析Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的耐磨性能。
热处理前对刀片表面进行除锈、除油、清洗等预处理。淬火、回火设备为SX2-5-12型电炉(武汉亚华电炉有限公司,额定功率5 kW,额定电压220 V,额定温度1 000 ℃)。渗铬、渗碳设备为RQD-80/120-DS型井式气体渗碳炉(江苏恒力炉业有限公司,额定功率80 kW,额定电压380 V,额定温度950 ℃)。激光熔覆设备为GS-HL-5000型激光器(武汉高斯激光设备有限公司,功率5 kW,波长0.010 6 mm)。淬火中温回火工艺参数为预热温度650 ℃,时间30 min;温度850 ℃,时间30 min;淬火温度1 000 ℃,油冷10 min;2次中温回火温度550 ℃,时间10 min。渗铬淬火高温回火工艺参数为渗铬剂65%FeCr70、30%Al2O3、5%NH4Cl,温度950 ℃,时间15 h,渗层深度0.2±0.05 mm;预热温度650 ℃,时间30 min;温度850 ℃,时间30 min;淬火温度1 000 ℃,油冷10 min;3次高温回火温度570 ℃,时间10 min。渗碳淬火低温回火工艺参数为渗碳剂丙烷,温度930 ℃,时间5 h,渗层深度1±0.2 mm,正火温度400 ℃,时间1 h;球化退火温度760 ℃,时间2 h;预热温度650 ℃,时间30 min;温度850 ℃,时间30 min;淬火温度950 ℃,油冷10 min;低温回火温度250 ℃,时间10 min。激光熔覆工艺参数为工作功率3.2 kW,扫描速度300 mm/min,送粉速度15~20 g/min,堆焊层厚度1.4±0.2 mm。氧乙炔火焰堆焊参数为堆焊速度300 mm/min,焊条送丝速度15~20 g/min,堆焊层厚度1.4±0.2 mm。
通过台架磨损试验对比Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的耐磨性能,磨损台架如图4所示,电动机驱动主轴转动,电动机和主轴之间装有扭矩传感器,主轴上安装有螺旋叶片(螺旋外径300 mm,螺旋角30°)和Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀,扭矩传感器和扭矩显示仪测定和显示扭矩,变频器调整电动机转速,注砂孔和排砂孔加入和排出磨料[20]。利用变频器调整主轴转速为625 r/min,磨料选用60目、100目金刚砂与32目土壤颗粒按照质量1∶1∶1混合,含水率为18.91%,磨料加入速度为50±5 g/s,对应主轴扭矩为20±2 N·m,磨损时间为50 h,每隔1 h停机,记录1次刀片质量,每种刀片重复3次取平均值。停机取下刀片后,用装有75%乙醇溶液的超声波清洗仪清洗刀片20 min,再用烘干箱在105 ℃烘干15 min,冷却至室温后用电子天平称量刀片质量。刀片的磨损质量根据式(3)计算。沿刀片表面垂直方向截取材料制成断面金相样品,使用体积分数4%的硝酸酒精溶液进行腐蚀,利用金相显微镜、显微硬度仪、摩擦磨损试验机分析金相组织、硬度、摩擦系数等。金相显微镜为MJ30型(广州明美光电技术有限公司,像素2 000万)。数字显微硬度仪为HV-1000B型(烟台华银试验仪器有限公司,最小检测单位0.25 um),测试参数为加载压力0.981 N,压力保持时间15 s。摩擦磨损试验机为MS-T-3001型(兰州华汇仪器科技有限公司,加载精度0.1 g),测试参数为磨头材料Si3N4,摩擦磨损时间20 min,加载载荷25 N,往复运动速度0.25 m/s,摩擦磨损温度10 ℃。
Δ=0-m(3)
式中Δ为磨损质量,g;0为初始质量,g;m为当前时刻质量,g。
3.2 试验结果与分析
3.2.1 磨损质量对比
台架磨损试验结果如图5所示。根据图5磨损质量的变化特征,将磨损过程分为初始磨损期、急剧磨损期和平稳磨损期,如表4所示。初始磨损期主要是刀片表面经清洗以后仍残留或固着的氧化物和颗粒物质等发生磨损,由于磨损物质数量较少,该阶段磨损量增加较为平缓,约在第5 h结束。急剧磨损期是刀片的凸棱部位、形状尺寸过渡突变部位和表面粗糙度较大部位发生磨损,该阶段磨损量急剧增加并且增加趋势越来越快,又可细分为直线磨损段、指数磨损段。Ⅰ~Ⅴ型刀急剧磨损期的持续时间为22、21、16、13和13 h,其中指数磨损段持续时间为8、7、4、3和3 h,且直线、指数磨损段斜率均减小。平稳磨损期是刀片进入长期稳定工作状态,与土壤、砂粒接触部位发生磨损的阶段,该阶段持续时间最长,直到刀片磨损失效,Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀磨损质量的斜率减小。由于在急剧磨损期、平稳磨损期Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀磨损斜率均减小,以及Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀比Ⅰ型刀提前1、6、9和9 h进入平稳磨损期,且指数磨损段持续时间减少1、4、5和5 h,因此Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的耐磨性能依次提高。在第50 h时,Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀比Ⅰ型刀的磨损质量降低14.17%、42.05%、66.98%和75.96%,也验证了这一点。因此,在淬火回火处理之前,利用元素渗入方法渗入铬和碳等强化元素,能够提高刀片的耐磨性能。渗碳处理的效果优于渗铬处理。在刀片表面熔覆耐磨层,对刀片耐磨性能的提高更加显著。Ⅴ型刀的耐磨性能最好并且优于Ⅳ型刀,因此在一定范围内提高耐磨层中WC的质量分数,可以提高刀片的耐磨性能。
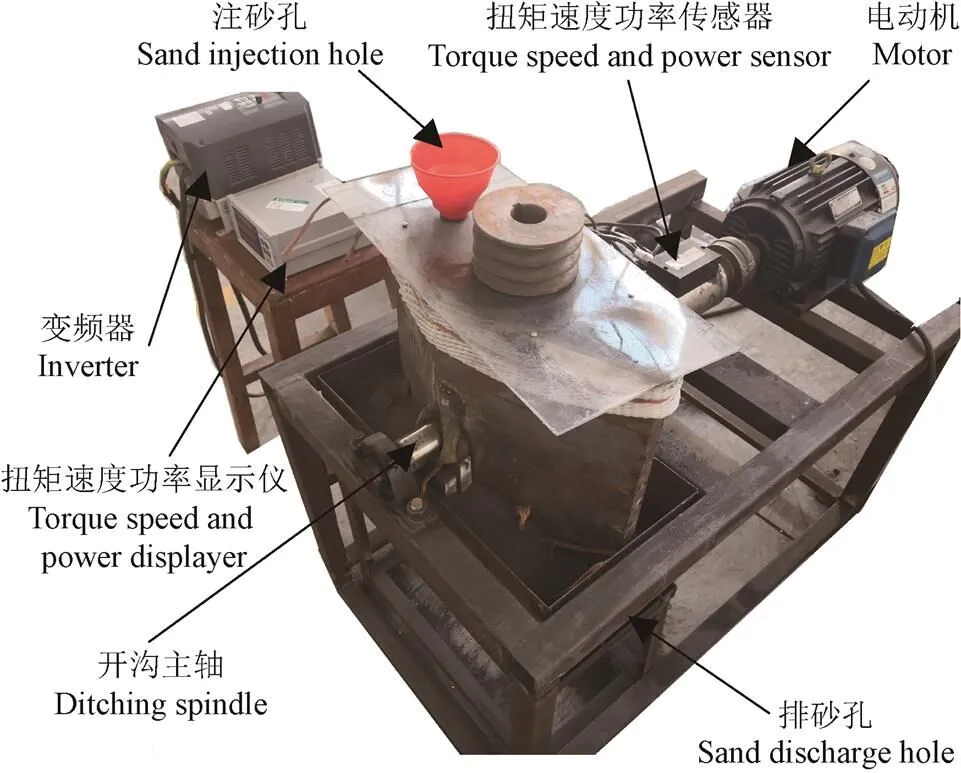
图4 磨损试验台
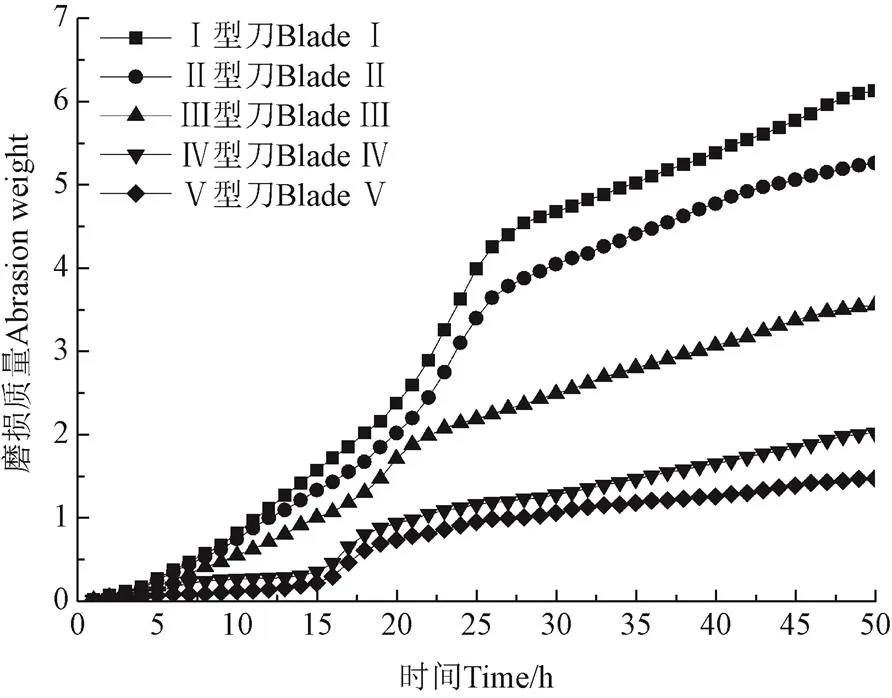
图5 刀片磨损质量随时间的变化曲线
3.2.2 显微组织对比
Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的硬化层的显微组织如图 6所示。Ⅰ型刀显微组织为细针状回火马氏体、极少量残余奥氏体和少量颗粒状碳化物,如图6a所示。Ⅱ型刀显微组织为细针状马氏体、回火马氏体、极少量残余奥氏体和颗粒状碳化物,如图6b所示。Ⅲ型刀显微组织为细针状高碳马氏体、高碳回火马氏体、少量残余奥氏体和颗粒状碳化物,如图6c所示。Ⅰ~Ⅲ型刀心部组织为回火马氏体、铁素体、珠光体混合组织。Ⅳ~Ⅴ型刀显微组织分为熔覆区和基体热影响区,熔覆层区域为熔覆区,熔覆层以下1±0.2 mm为基体热影响区,熔覆区、基体热影响区根据距表面距离又都分为上、中、下部,Ⅳ型刀熔覆区界面和熔覆区上部组织如图 6d和6e所示,Ⅴ型刀熔覆区界面和熔覆区上部组织如图 6f和6g所示。Ⅳ~Ⅴ型刀熔覆区上部显微组织为少量奥氏体和树枝状共晶组织,Ⅴ型刀中的WC颗粒烧损较少,Ⅳ型刀中有部分烧损导致硬度下降。由于熔覆区上部可通过外界气体和基体散热,因此结晶速度最快,形成多向生长的树枝晶。熔覆区中、下部为共晶组织和奥氏体,由于散热速度逐渐降低,晶体相对于上部逐渐增大。熔覆区与基体热影响区界面为冶金结合区,由于稀释率相对较小,为5%~10%,因此呈现一条0.001~0.002 mm宽的过渡带。冶金结合区的散热条件较好,金相组织为树枝晶和等轴晶,沿温度梯度方向即与过渡带垂直生长[22-28]。基体热影响区上部显微组织为托氏体和奥氏体,中部显微组织为索氏体,下部显微组织为粒状和片状珠光体[29-30]。
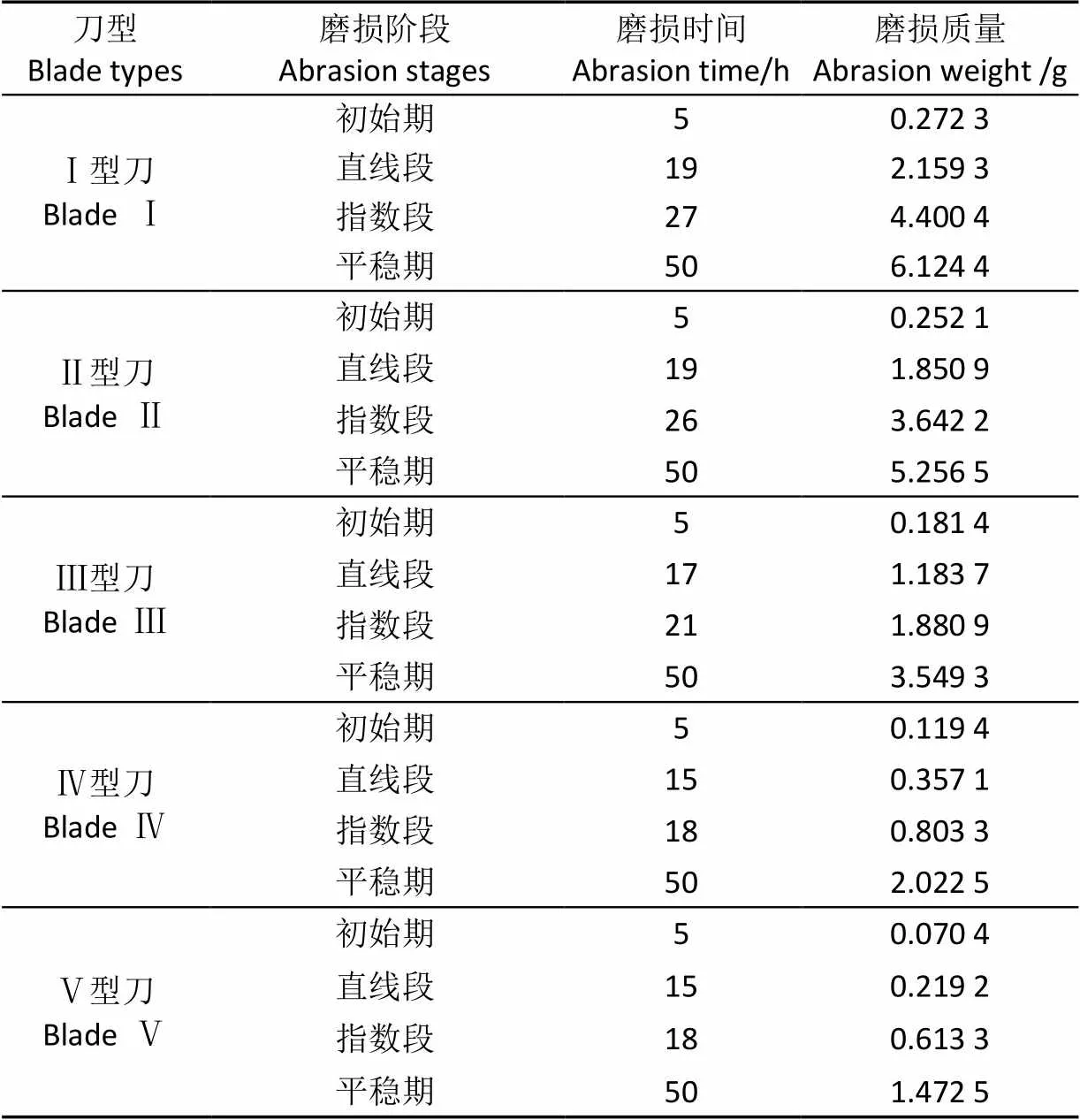
表4 磨损阶段划分
注:Ⅰ型刀为淬火中温回火;Ⅱ型刀为渗铬淬火高温回火;Ⅲ型刀为渗碳淬火低温回火;Ⅳ型刀为激光熔覆WC/Ni60A粉末合金;Ⅴ型刀为氧乙炔火焰堆焊铸造WC焊条。下同。
Note: Blade Ⅰ is quenching and tempering at medium temperature; Blade Ⅱ is quenching and low temperature tempering with chromizing; Blade Ⅲ is quenching and low temperature tempering with carburizing; Blade Ⅳ is laser cladding of WC/Ni60A powder alloy; Blade Ⅴ is oxyacetylene flame surfacing WC cast electrode. The same below.
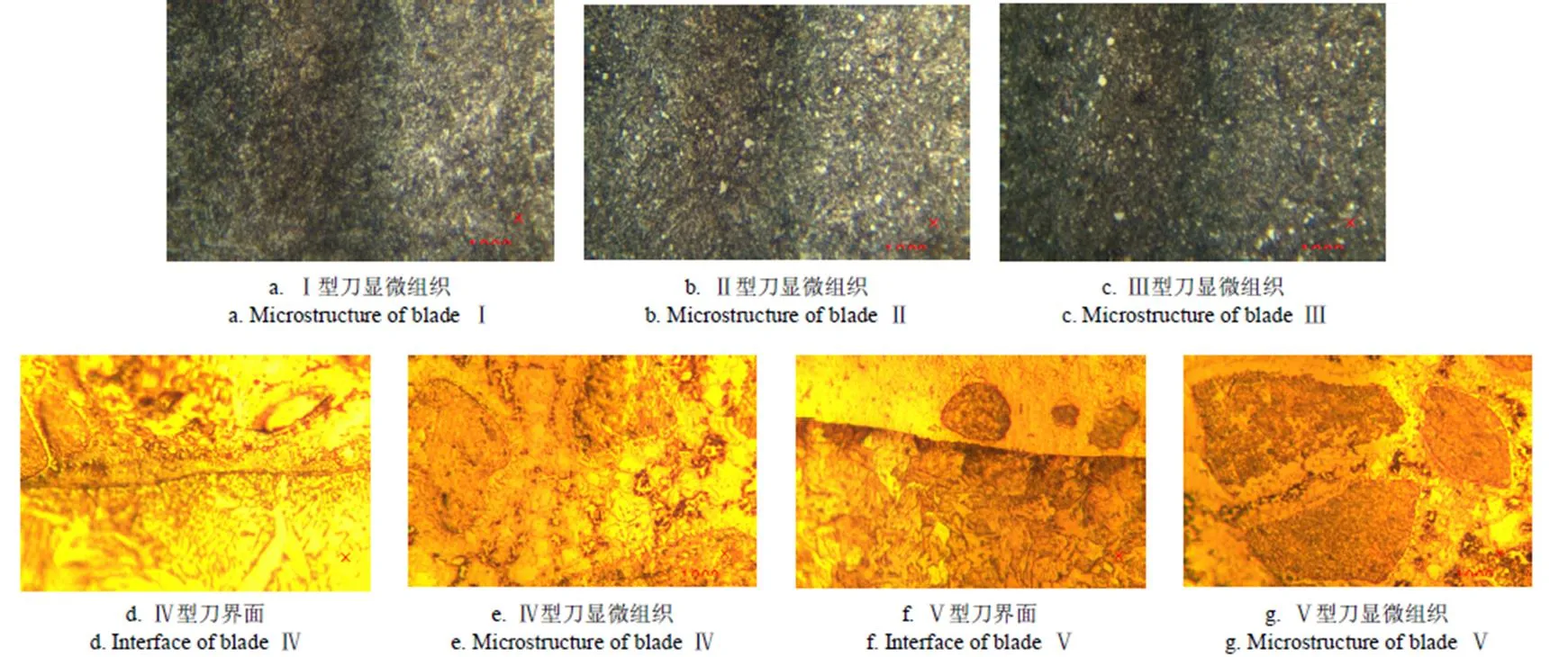
图6 不同表面热处理刀片的显微组织
3.2.3 显微硬度对比
显微硬度测试结果如图7所示,根据图7显微硬度分布规律,将测试区域分为高硬度区、急剧下降区、平稳下降区,如表5所示。Ⅰ型刀的显微硬度急剧下降区不明显。Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的显微硬度高硬度区宽度为1、1.2、1.4和1.4 mm,平均硬度为700、888、1 195和1 441 HV0.1,比Ⅰ型刀的平均硬度558 HV0.1提高25.41%、59.11%、114.08%和158.17%。可见Ⅳ和Ⅴ型刀的显微硬度高硬度区最宽、硬度最大、对应位置为金相组织的熔覆区。Ⅱ和Ⅲ型刀由于冶金结合区C、Cr元素的扩散产生固溶强化作用,相比C、Cr元素的渗层深度,Ⅲ型刀高硬度区略有增大,Ⅱ型刀高硬度区增大不明显。Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的显微硬度急剧下降区宽度均为0.6 mm,Ⅳ和Ⅴ型刀的显微硬度急剧下降区对应位置为金相组织基体热影响区上部和中部。Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的显微硬度平稳下降区的宽度为1、0.8、0.6和0.6 mm,平均硬度为519、523、344和349 HV0.1。与Ⅰ型刀的显微硬度平稳下降区的平均硬度496 HV0.1相比,Ⅱ和Ⅲ型刀提高4.70%和5.44%,但是Ⅳ和Ⅴ型刀降低30.75%和29.74%。可见,Ⅳ和Ⅴ型刀的显微硬度平稳下降区的平均硬度较低,对应位置为基体热影响区下部。
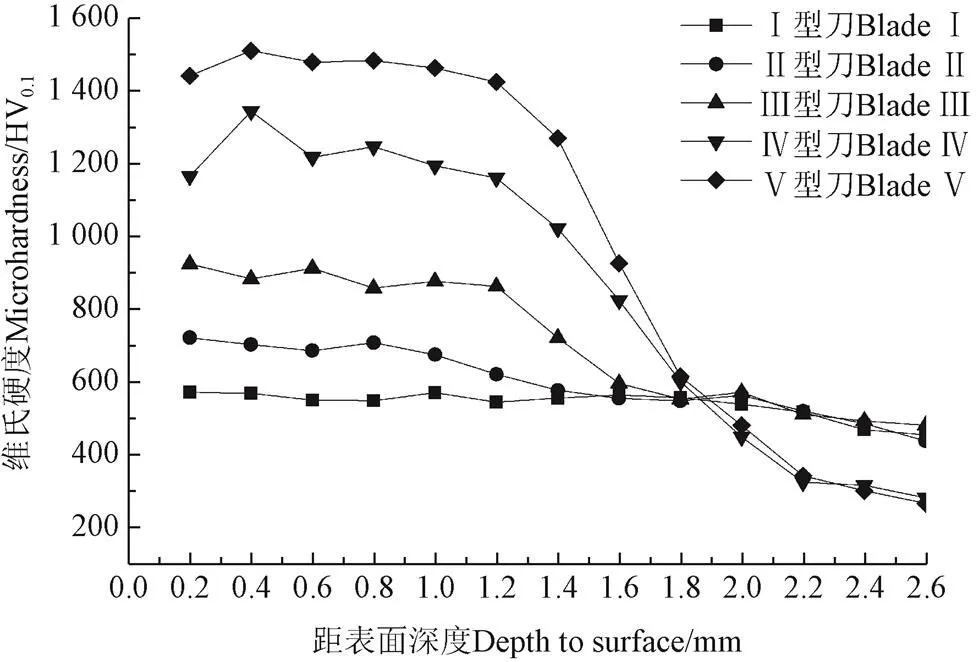
图7 不同表面热处理刀片的显微硬度分布
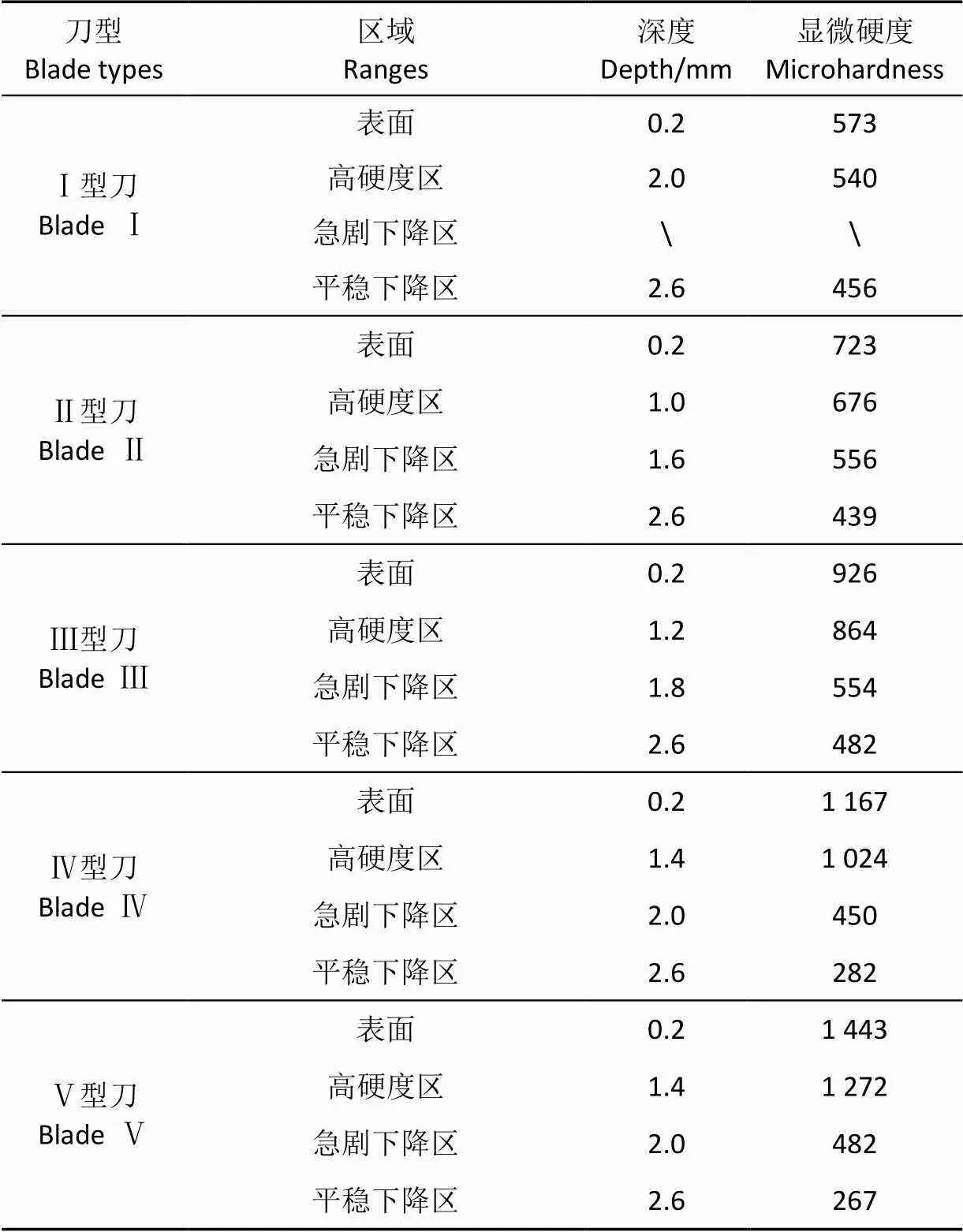
表5 显微硬度区域划分
对于开沟刀片,磨损主要发生在刀片表面,并随着工作时间的延长逐渐向内部扩展,由于对应位置位于高硬度区,因此该处的硬度对于刀片耐磨性能的影响最大。Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀高硬度区硬度依次提高。Ⅱ型刀由于Cr元素增多,会在马氏体基体上分布(Cr, Fe)7C3、(Fe, Cr)3C,使硬度提高,同时存在二次硬化现象即高温回火时马氏体中沉淀析出弥散分布的特殊碳化物VC、Mo2O等产生弥散硬化,以及冷却过程中残余奥氏体会部分转变为马氏体,因此Ⅱ型刀的硬度高于Ⅰ型刀。Ⅲ型刀中存在高碳马氏体、高碳回火马氏体和更多的强碳化物相(VC、Mo2O等),因此硬度高于Ⅱ型刀。Ⅳ~Ⅴ型刀熔覆层由于弥散分布着硬度极高的WC颗粒产生钉扎作用,因此硬度高于Ⅲ型刀[29-30]。
3.2.4 摩擦系数对比
通过摩擦磨损试验机测定Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的摩擦系数,结果如图8所示。由图可知,刀片在磨损初始阶段摩擦系数增加较快,而后增加缓慢,第600 s后进入平稳磨损阶段。在平稳磨损阶段后期由于Si3N4球与刀片表面接触面积逐渐增加,进而加大了塑性变形和磨损程度,使粗糙度增加并导致摩擦系数略有上升。Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的平均摩擦系数为0.65、0.55、0.24、0.22和0.20,平稳磨损阶段为0.67、0.57、0.26、0.25和0.22。Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的摩擦系数标准差为0.110、0.070、0.037、0.037和0.033,平稳磨损阶段为0.012、0.013、0.015、0.008和0.024。可见平稳磨损阶段Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的摩擦系数降低,波动程度Ⅳ型刀最小,Ⅴ型刀最大,这是由于Ⅴ型刀含有WC颗粒较多,磨损过程中WC颗粒发生剥落参与到Si3N4对刀片的摩擦磨损过程所致。Ⅰ和Ⅱ型刀的犁沟较深,磨损类型为粘着磨损。Ⅲ、Ⅳ和Ⅴ型刀的犁沟较浅,磨损类型为磨粒磨损[31]。

图8 不同表面热处理刀片摩擦系数随时间变化
4 田间试验
4.1 试验条件与方法
根据磨损台架试验结果,Ⅴ型刀的耐磨性能最好,但是刀齿原来的整体三维表面结构特征受损,对减阻性能有一定影响。Ⅲ型刀的耐磨性能仅次于Ⅴ和Ⅳ型刀,但是刀齿原来的整体三维表面结构特征保存完整,减阻性能未受影响。综合分析,选取原来的齿形开沟刀与Ⅲ和Ⅴ型刀,利用课题组研制的1KZ38型倾斜螺旋式山地果园开沟机进行田间试验,测试减阻和耐磨性能。试验设备包括扭矩转速功率传感器、数据采集卡、数据处理终端、沟深测量仪、秒表、卷尺等。扭矩转速功率传感器为CYT-302型(北京天宇恒创传感技术有限公司,量程0~200 N·m,精度0.25%)。扭矩转速功率仪为CYT-30B型(北京天宇恒创传感技术有限公司,量程0~99 999 N·m,精度1/120 000)与计算机相连,将采集的数据传输到计算机。整机传动路线为,柴油机的动力由柴油机带轮传递给带轮A,扭矩转速功率传感器两端与带轮A和B都用联轴器连接,动力从带轮A经由扭矩转速功率传感器到达带轮B,带轮B传递动力给锥齿轮减速机输入轴带轮,锥齿轮减速机输出轴用联轴器连接开沟器的开沟主轴。测试系统如图9所示。开沟功耗根据式(1)计算。
试验于2018年10月17日在华中农业大学柑橘园种植基地进行,相关数据测定方法参考国家标准[32]。试验地测区长度60 m,两端预备区长度20 m,宽度30 m。开沟机前进速度750 m/h,开沟转速625 r/min,沟深范围0~350 mm。同一工况测试3个行程,每个行程测定10个数据点,相邻数据点测定位置沿机组前进方向间隔2 m。试验地坡度为8°~12°,土壤类型为黄棕壤,0~400 mm土壤坚实度平均值1.02 MPa,平均含水率18.13%,土壤表层覆盖50~100 mm杂草等植被。
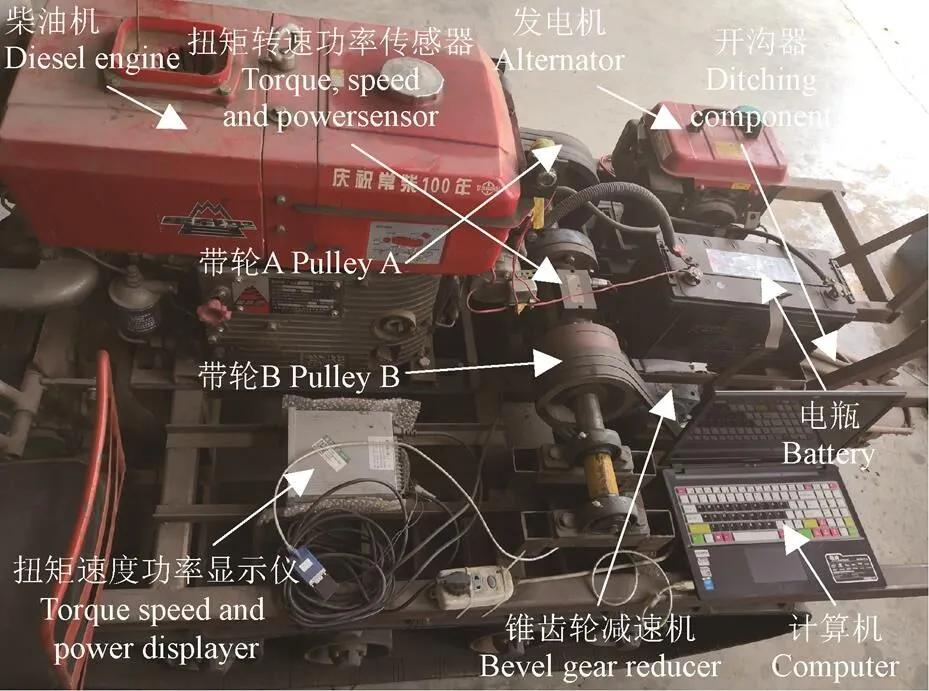
图9 田间试验测试系统
4.2 试验结果与分析
田间试验的开沟功耗如表6所示。由表6可知,Ⅲ和Ⅴ型刀的开沟功耗均低于齿形开沟刀,平均开沟功耗分别降低11.45%和5.41%,开沟深度越大整体减阻效果越加明显,与仿真试验的结果相一致。Ⅲ型刀田间试验的减阻效果和仿真试验的减阻效果较接近,Ⅴ型刀田间试验的减阻效果和仿真试验的减阻效果差异较大,这是由于Ⅴ型刀刀齿原来的整体三维表面结构特征部分受损,导致减阻性能降低,Ⅴ型刀的减阻性能不如Ⅲ型刀。田间试验作业10 h后,齿形开沟刀、Ⅲ型刀和Ⅴ型刀的磨损质量分别为0.426 1、0.305 7和0.074 g,Ⅲ型刀和Ⅴ型刀比齿形开沟刀的磨损质量分别降低28.26%和82.63%。台架磨损试验10 h后,Ⅲ型刀和Ⅴ型刀比齿形开沟刀的磨损质量分别降低32.77%和84.96%。由此可见,Ⅴ型刀田间试验的耐磨效果和台架磨损试验的耐磨效果较接近,Ⅲ型刀田间试验的耐磨效果和台架磨损试验的耐磨效果差异较大,这是由于土壤中富含树根、砖石块等杂物,磨损时间较短等导致。总体来看,Ⅲ型刀的减阻和耐磨综合性能较优。
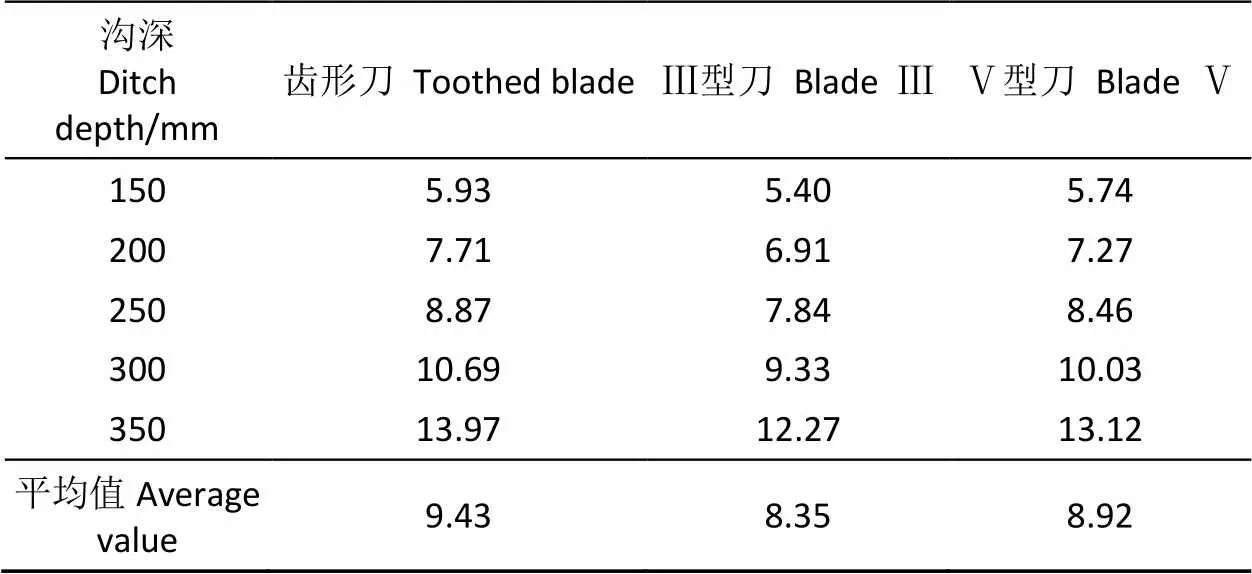
表6 田间试验开沟功耗
5 结 论
1)以鼹鼠前爪第3趾为仿生对象,对原来的齿形开沟刀进行仿生结构优化。沟深为150、200、250、300和350 mm时,仿生开沟刀比齿形开沟刀的开沟功耗分别降低9.68%、10.44%、10.22%、10.70%和10.95%,平均降低10.398%。由于仿生开沟刀的刀齿具有鼹鼠前爪第3趾的整体三维表面结构特征,因此减阻性能优于齿形开沟刀。
2)台架磨损试验结果表明,渗铬淬火高温回火(Ⅱ型刀)、渗碳淬火低温回火(Ⅲ型刀)、激光熔覆WC/Ni60A粉末合金(Ⅳ型刀)和氧乙炔火焰堆焊铸造WC焊条(Ⅴ型刀)比淬火中温回火(Ⅰ型刀)处理的仿生开沟刀的磨损质量分别降低14.17%、42.05%、66.98%和75.96%。5种刀片的硬化层显微组织,Ⅰ型刀为细针状回火马氏体、极少量残余奥氏体和少量颗粒状碳化物,Ⅱ型刀为细针状马氏体、回火马氏体、极少量残余奥氏体和颗粒状碳化物,Ⅲ型刀为细针状高碳马氏体、高碳回火马氏体、少量残余奥氏体和颗粒状碳化物,Ⅳ~Ⅴ型刀为少量奥氏体和树枝状共晶组织。Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ型刀的平均显微硬度为558、700、888、1 195和1 441 HV0.1。Ⅰ和Ⅱ型刀磨损类型为粘着磨损,平均摩擦系数为0.67和0.57,Ⅲ、Ⅳ和Ⅴ型刀的磨损类型为磨粒磨损,平均摩擦系数为0.26、0.25和0.22。
3)田间试验结果表明,Ⅲ和Ⅴ型刀的开沟功耗均低于齿形开沟刀,分别降低11.45%和5.41%。田间作业10 h后,Ⅲ和Ⅴ型刀比齿形开沟刀的平均磨损质量分别降低28.26%和82.63%。
相比原来的齿形开沟刀,仿生结构优化和适当的表面热处理能够提高刀片的减阻和耐磨性能。Ⅲ型刀的减阻和耐磨综合性能较优。该研究为提高开沟刀减阻和耐磨性能提供了科学依据,对实际生产具有一定的参考意义。
[1] 中国农业机械化科学研究院. 农业机械设计手册[M]. 北京:中国农业科学技术出版社,2007.
[2] 中国机械工程学会热处理学会. 热处理手册[M]. 北京:机械工业出版社,2008.
[3] 刘财勇. 鼹鼠(Scaptochirus Moschatus)爪趾切削机理研究[D]. 长春:吉林大学,2008. Liu Caiyong. Cutting Mechanism of Claws of the Mole-Rat (Scaptochirus Moschatus)[D]. Changchun: Jilin University, 2008. (in Chinese with English abstract)
[4] 汲文峰. 旋耕-碎茬仿生刀片[D]. 长春:吉林大学,2010. Ji Wenfeng. Biomimetic Blades for Soil-Rototilling and Stubble-Breaking[D]. Changchun: Jilin University, 2010. (in Chinese with English abstract)
[5] 王洪昌. 基于鼢鼠爪趾几何结构特征的苗间仿生除草铲设计[D]. 长春:吉林大学,2015. Wang Hongchang. Design of Intra-row Bionic Weeding Blade Based on Geometric Characteristic of Claws of Myospalax[D]. Changchun: Jilin University, 2015. (in Chinese with English abstract)
[6] 任露泉,丛茜,陈秉聪,等. 几何非光滑典型生物体表防粘特性的研究[J]. 农业机械学报,1992,23(2):29-35. Ren Luquan, Cong Xi, Chen Bingcong, et al. A study on the adhesion reducing character of geometric non-smooth surface of typical animal[J]. Transactions of the Chinese Society for Agricultural Machinery, 1992, 23(2): 29-35. (in Chinese with English abstract)
[7] 任露泉,徐晓波,陈秉聪,等. 典型土壤动物爪趾形态的初步分析[J]. 农业机械学报,1990,21(2):44-49. Ren Luquan, Xu Xiaobo, Chen Bingcong, et al. Initial research on claw shapes of the typical soil animals[J]. Transactions of the Chinese Society for Agricultural Machinery, 1990, 21(2): 44-49. (in Chinese with English abstract)
[8] 朱凤武. 金龟子形态分析及深松耕作部件仿生设计[D]. 长春:吉林大学,2005. Zhu Fengwu. Analysis of the Morphology of Scarabaeoidea and Bionic Design of Subsoiling Components[D]. Changchun: Jilin University, 2005. (in Chinese with English abstract)
[9] 薛维良. 仿生减阻双圆盘开沟器设计与研究[D]. 长春:吉林大学,2017. Xue Weiliang. Design and Research on Bionic Double Disc Opener with Drag Reducing[D]. Changchun: Jilin University, 2017. (in Chinese with English abstract)
[10] 李建桥,任露泉. 减粘降阻仿生犁壁的研究[J]. 农业机械学报,1996,27(2):1-4. Li Jianqiao, Ren Luquan. A study on the bionic plow moldboard of reducing soil adhesion and plowing resistance[J]. Transactions of the Chinese Society for Agricultural Machinery, 1996, 27(2): 1-4. (in Chinese with English abstract)
[11] 任露泉,丛茜,吴连奎,等. 非光滑表面电渗减粘降阻应用研究[J]. 农业工程学报,1995,11(3):24-28. Ren Luquan, Cong Xi, Wu Liankui, et al. Application of electroosmosis on non-smooth surface to reduce viscosity and resistance[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 1995, 11(3): 24-28. (in Chinese with English abstract)
[12] 任露泉,丛茜,吴连奎,等. 仿生非光滑推土板减粘降阻的试验研究[J]. 农业机械学报,1997,28(2):1-5. Ren Luquan, Cong Xi, Wu Liankui, et al. A test study on adhesion and resistance reduction of bionic non-smooth bulldozing plates[J]. Transactions of the Chinese Society for Agricultural Machinery, 1997, 28(2): 1-5. (in Chinese with English abstract)
[13] 张成春,李雪丽,张春艳,等. 毛蚶壳形态/材料耦合仿生表面耐冲蚀性能试验[J]. 农业机械学报,2014,45(S1):314-318. Zhang Chengchun, Li Xueli, Zhang Chunyan, et al. Experiments on erosion resistance of bionic surface with coupling characteristics of material and morphology inspired by scapharca shell[J]. Transactions of the Chinese Society for Agricultural Machinery, 2014, 45(S1): 314-318. (in Chinese with English abstract)
[14] Scott R G, Richardson R C. Realities of Biologically Inspired Design with a Subterranean Digging Robot Example[C]. Proceedings of the 6th IASTED International Conference on Robotics and Applications, Cambridge, MA, USA, 2005: 226-231.
[15] 袁晓明,王宏宇,赵玉凤,等. 大耕深旋耕刀的制造工艺及其耐磨性[J]. 扬州大学学报:自然科学版,2012,15(1):33-37. Yuan Xiaoming, Wang Hongyu, Zhao Yufeng, et al. Manufacturing process and wear resistance of deep-tillage rotary blade[J]. Journal of Yangzhou University: Natural Science Edition, 2012, 15(1): 33-37. (in Chinese with English abstract)
[16] 黄永俊,张国忠. 农机用65Mn钢预热处理后激光强化组织及性能[J]. 农业工程学报,2015,31(1):53-57. Huang Yongjun, Zhang Guozhong. Microstructure and property of 65Mn steel preheated by laser strengthening[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2015, 31(1): 53-57. (in Chinese with English abstract)
[17] Karoonboonyanan S, Salokhe V M, Niranatlumpong P. Wear resistance of thermally sprayed rotary tiller blades[J]. Wear, 2007, 263(1): 604-608.
[18] 赵建国,李建昌,郝建军,等. 氮弧熔覆TiCN/Fe金属陶瓷涂层对农业刀具耐磨性的影响[J]. 农业工程学报,2013,29(3):84-89. Zhao Jianguo, Li Jianchang, Hao Jianjun, et al. Influence of TiCN/Fe metal ceramic coating by reaction nitrogen arc cladding on wear resistance of agricultural tools[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2013, 29(3): 84-89. (in Chinese with English abstract)
[19] 郝建军,杨泽宇,马璐萍,等. Fe-Cr-C-V 等离子堆焊层改善旋耕刀耐磨性和冲击韧性[J]. 农业工程学报,2019,35(3):24-30. Hao Jianjun, Yang Zeyu, Ma Luping, et al. Fe-Cr-C-V plasma surfacing layer improving wear resistance and impact toughness of rotary blade[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2019, 35(3): 24-30. (in Chinese with English abstract)
[20] 王少伟,李善军,张衍林,等. 山地果园开沟机倾斜螺旋式开沟部件设计与优化[J]. 农业工程学报,2018,34(23):11-22. Wang Shaowei, Li Shanjun, Zhang Yanlin, et al. Design and optimization of inclined helical ditching component for mountain orchard ditcher[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2018, 34(23): 11 - 22. (in Chinese with English abstract)
[21] 张青松,廖庆喜,汲文峰,等. 油菜直播机开沟犁体曲面优化与试验[J]. 农业机械学报,2015,46(1):53-59. Zhang Qingsong, Liao Qingxi, Ji Wenfeng, et al. Surface optimization and experiment on ditch plow of direct rapeseed seeder[J]. Transactions of the Chinese Society for Agricultural Machinery, 2015, 46(1): 53-59. (in Chinese with English abstract)
[22] 袁庆龙,冯旭东,曹晶晶,等. 激光熔覆镍基合金涂层微观组织研究[J]. 中国激光,2010,37(8):2116-2120. Yuan Qinglong, Feng Xudong, Cao Jingjing, et al. Research on microstructure of Ni-based alloy coating by laser cladding[J]. Chinese Journal of Lasers, 2010, 37(8): 2116-2120. (in Chinese with English abstract)
[23] 何宜柱,斯松华,徐锟,等. Cr3C2对激光熔覆钴基合金涂层组织与性能的影响[J]. 中国激光,2004,31(9):1143-1148. He Yizhu, Si Songhua, Xu Kun, et al. Effect of Cr3C2particles on microstructure and corrosion-wear resistance of laser cladding Co-based alloy coating[J]. Chinese Journal of Lasers, 2004, 31(9): 1143-1148. (in Chinese with English abstract)
[24] 路程. 激光熔覆Ni基球形WC复合涂层的组织与性能研究[D].广州:华南理工大学,2012. Lu Cheng. Microstructure and Performance of Ni-Based Spherical WC Composite Coating by Laser Cladding[D]. Guangzhou: South China University of Technology, 2012. (in Chinese with English abstract)
[25] 戎磊,黄坚,李铸国,等. 激光熔覆WC颗粒增强Ni基合金涂层的组织与性能[J]. 中国表面工程,2010,23(6):40-44. Rong Lei, Huang Jian, Li Zhuguo, et al. Microstructure and property of laser cladding Ni−based alloy coating reinforced by WC Pparticles[J]. China Surface Engineering, 2010, 23(6): 40-44. (in Chinese with English abstract)
[26] 周圣丰,戴晓琴,郑海忠. 激光熔覆与激光-感应复合熔覆WC-Ni60A涂层的结构与性能特征[J]. 机械工程学报,2012,48(7):113-118. Zhou Shengfeng, Dai Xiaoqin, Zheng Haizhong, et al. Characteristics on structure and properties of WC-Ni60A coatings by laser cladding and laser-induction hybrid cladding[J]. Journal of Mechanical Engineering, 2012, 48(7): 113-118. (in Chinese with English abstract)
[27] 周野飞,高士友,王京京. 激光熔覆高碳铁基合金组织性能研究[J]. 中国激光,2013,40(12). Zhou Yefei, Gao Shiyou, Wang Jingjing. Microstructure-property of laser cladding high carbon Fe-based alloy[J]. Chinese Journal of Lasers, 2013, 40(12). (in Chinese with English abstract)
[28] 李学峰,封子佳,孙俊华,等. 等离子弧熔覆镍基耐磨涂层的组织与硬度[J]. 热加工工艺,2017,(14):172-174. Li Xuefeng, Feng Zijia, Sun Junhua, et al. Microstructure and hardness of Ni-based wear resistant coating by plasma arc deposition[J]. Hot Working Technology, 2017, (14): 172-174. (in Chinese with English abstract)
[29] 李炯辉,林德成,丁惠麟,等. 金属材料金相图谱[M]. 北京:机械工业出版社,2006.
[30] 刘鸣放,刘胜新,苗晋琦,等. 金属材料力学性能手册[M]. 北京:机械工业出版社,2011.
[31] 庞作波. 仿生耦合处理灰铸铁滑动磨损性能研究[D]. 长春:吉林大学,2016. Pang Zuobo. Study on Sliding Wear Resistance of Bionic Coupling Gray Cast Iron[D]. Changchun: Jilin University, 2016. (in Chinese with English abstract)
[32] 农用圆盘开沟机:JB/T 11908-2014[S]. 北京:机械工业出版社,2014.
Mole toe bionics and surface heat treatment improving resistance reduction and abrasion resistance performance of toothed ditching blade
Wang Shaowei, Li Shanjun※, Zhang Yanlin, Wan Qiang, Chen Hong, Meng Liang
(1.,,430070,; 2.(),430070,; 3.,,430070,4,,430070,)
In the process of agricultural ditching machinery operation, the ditching blade contacts directly with soil. The quality and efficiency of ditching operation are closely related to the performance of ditching blade. Among them, resistance reduction and abrasion resistance performance are the most important. Improving the resistance reduction and abrasion resistance ditching blade can reduce trenching power consumption and improve operation quality, which is beneficial to increasing the service life of the blade, improving operation efficiency and saving economic costs. Moles live underground in most time of their life and have amazing soil-ditching skills. The studys show that third toe of mole’s front paw is the most critical tool to ditching soil. In this paper, the third toe of mole's fore paw is taken as an object, and the whole tooth of the toothed ditching blade is replaced by the bionic model of the third toe of mole's fore paw. Firstly, the point cloud data of the third toe of the mole fore paw are obtained by 3D laser scanner. Then, the point cloud data are sparsely processed, spliced and encapsulated, smoothed and denoised by Geomagic studio 2017 software, and the bionic model of the third toe of the mole fore paw is obtained. Then the bionic cutter tooth is used to replace all the teeth of toothed ditching blade. Bionic ditching blades are manufactured using a 3D metal printer. The simulation of ditching process is achieved using EDEM software. Power consumptions of bionic ditching blade are 9.68%, 10.44%, 10.22%, 10.70% and 10.95% less than that of toothed blade separately when ditch depths are 150, 200, 250, 300 and 350 mm. In order to improve the abrasion resistance of bionic ditching blade, five surface heat treatment methods are selected to strengthen the surface of bionic ditching blade: quenching tempering at medium temperature(Blades I), chromizing quenching at high temperature(Blades Ⅱ), carburizing quenching at low temperature(Blades Ⅲ), laser cladding WC/Ni60A powder alloy (WC mass fraction 40%, BladesⅣ) and oxygen-acetylene flame surfacing casting WC electrode (WC mass fraction 60%, Blades V). Abrasion weight of 5 kinds of blades are measured by bench abrasion test. Abrasion weight of Blades II to Blade V are 14.17%, 42.05%, 66.98% and 75.96% less than that of Blade I separately. Hardened layer microstructure of Blades I to Blade III are all martensite, and that of Blades IV and Blasé V are both WC hard phase. Aerage microhardness of Blades I to Blade V are 558, 700, 888, 1 195 and 1 441 HV0.1respectivly. And average microhardness of Blade II to Blade V are 25.41%, 59.11%, 114.08% and 158.17% higher than that of Blade I. Abrasion types of Blade I and Blade II are both adhesive abrasion, and average friction factors are 0.67 and 0.57 respectivly. Abrasion types of Blade III and Blade V are abrasive abrasion, and average friction factors are 0.26, 0.25 and 0.22. Field test is completed to compare differences between resistance reduction and abrasion resistance performance of 3 blades. Power consumption of Blade III and Blade V are 11.45% and 5.41% lower than that of toothed blade. Average abrasion weight of Blade III and Blade V are 28.26% and 82.63% less than that of toothed blade. The results can provide references for improving resistance reduction and abrasion resistance performance of ditching blades.
agricultural machinery; bionics; opener; heat treatment; resistance reduction; abrasion resistance
2019-04-10
2019-05-11
国家重点研发计划(2017YFD0202001);现代农业(柑橘)产业技术体系建设专项资金项目(CARS-26);柑橘全程机械化科研基地建设项目(农计发[2017]19号);湖北省农业科技创新行动项目
王少伟,博士生,主要从事水果生产机械化技术与装备研究. Email:itismyway163@163.com
李善军,副教授,博士,主要从事水果生产机械化技术与装备研究. Email:shanjunlee@mail.hzau.edu.cn
10.11975/j.issn.1002-6819.2019.12.002
S229+.1
A
1002-6819(2019)-12-0010-11
王少伟,李善军,张衍林,万 强,陈 红,孟 亮.鼹鼠趾仿生及表面热处理提高齿形开沟刀减阻耐磨性能[J]. 农业工程学报,2019,35(12):10-20. doi:10.11975/j.issn.1002-6819.2019.12.002 http://www.tcsae.org
Wang Shaowei, Li Shanjun, Zhang Yanlin, Wan Qiang, Chen Hong, Meng Liang. Mole toe bionics and surface heat treatment improving resistance reduction and abrasion resistance performance of toothed ditching blade[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2019, 35(12): 10-20. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2019.12.002 http://www.tcsae.org
