混动起步离合器研究及验证
2019-08-15付岩柴召朋李晓宇李日成马道明
付岩,柴召朋,李晓宇,李日成,马道明
(哈尔滨东安汽车发动机制造有限公司技术中心,黑龙江 哈尔滨 150060)
引言
为应对更严格的排放法规要求与实现更高效的燃油经济性,市场及政策对传统动力能源汽车提出了更高的要求,混合动力凭借在现有动力总成产品上进行升级,开发周期短,节油效果显著等优势,成为现阶段各大厂商汽车工程师的主要研究方向,各大汽车厂商纷纷开发出基于自家CVT、DCT、AT 的P2 架构混动变速箱。DCT 凭借自身具备大润滑流量、适应恶劣滑磨工况的起步离合器,在此基础上进行升级增加电机及K0 离合器,开发难度相对较小。传统AT 采用电机加K0 离合器替代原有液力变矩器实现P2 架构,因无法实现液力变矩器在AT 起步时的液力传动,需要AT 厂商在设计开发时,优化现有离合器实现起步滑磨功能,离合器滑磨时间的加长对离合器的耐热性提出了更高的要求,需对传统AT 中的润滑油路、摩擦材料、摩擦面积、油槽型式等诸多方面进行设计优化,降低滑磨时摩擦片与钢片表面的最高温度,本文主要从以上优化方向展开,对起步滑磨过程进行试验验证,为AT P2 混动变速器起步用离合器提供设计参考。
1 起步离合器的选取与工况分析
分析某6AT 变速器,其B 制动器可实现在1 档与R 档均参与工作,且B 制动器布置位置存在优化空间,可实现摩擦片数、摩擦面积、摩擦片厚度等各个方面的优化。综合分析考量,选取此制动器作为优化方向。
通过汽车运动学得出不同坡路(本文仿真及试验使用33%、20%)、不同发动机转速、不同扭矩下整车同步时间。起步初始车速为0,通过行星架速比关系得出滑磨初始B 制动器摩擦片的转速、扭矩(见图1),形成工况表(见表1)。
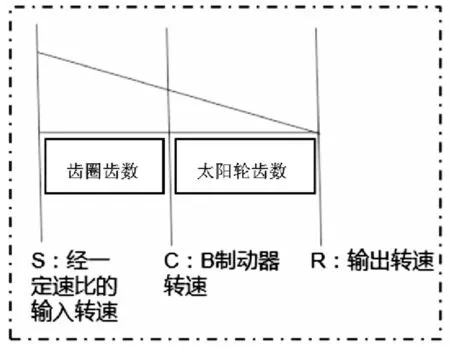
图1
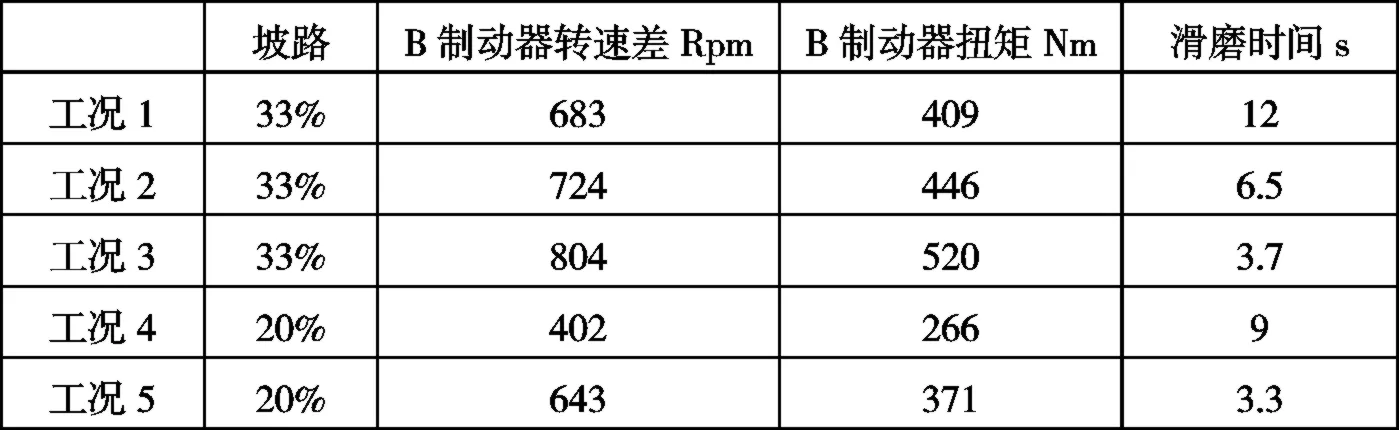
表1 起步工况表
2 优化方案与试验验证
2.1 摩擦面积、油槽优化
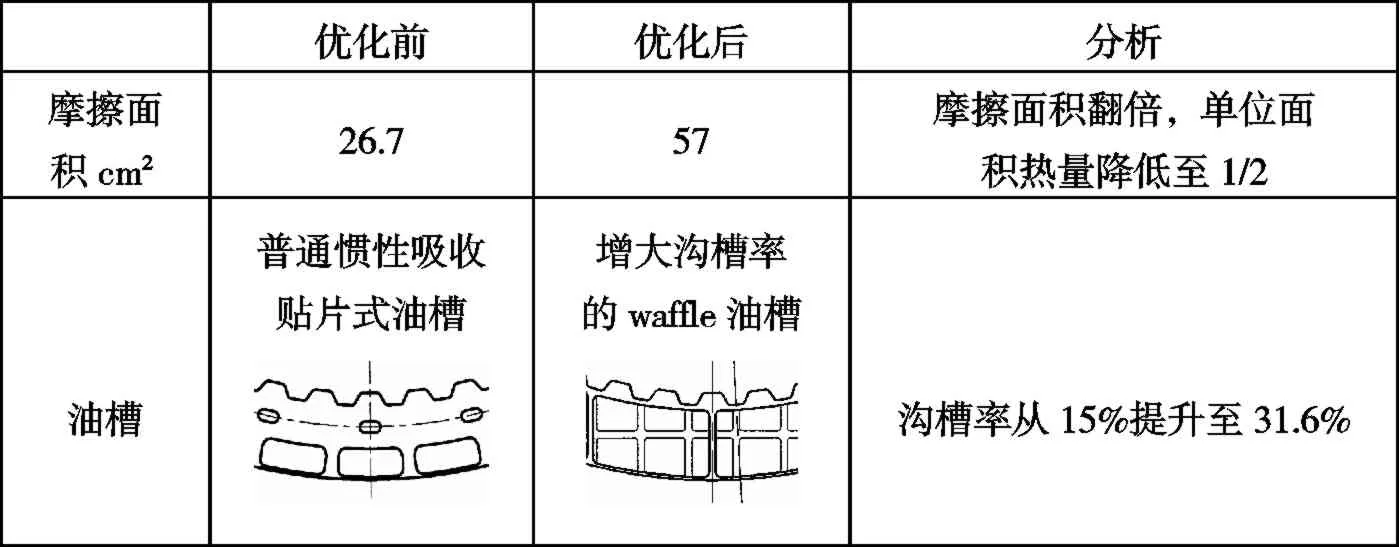
表2 优化方案
对以上优化方案进行试验验证(其余试验条件相同):
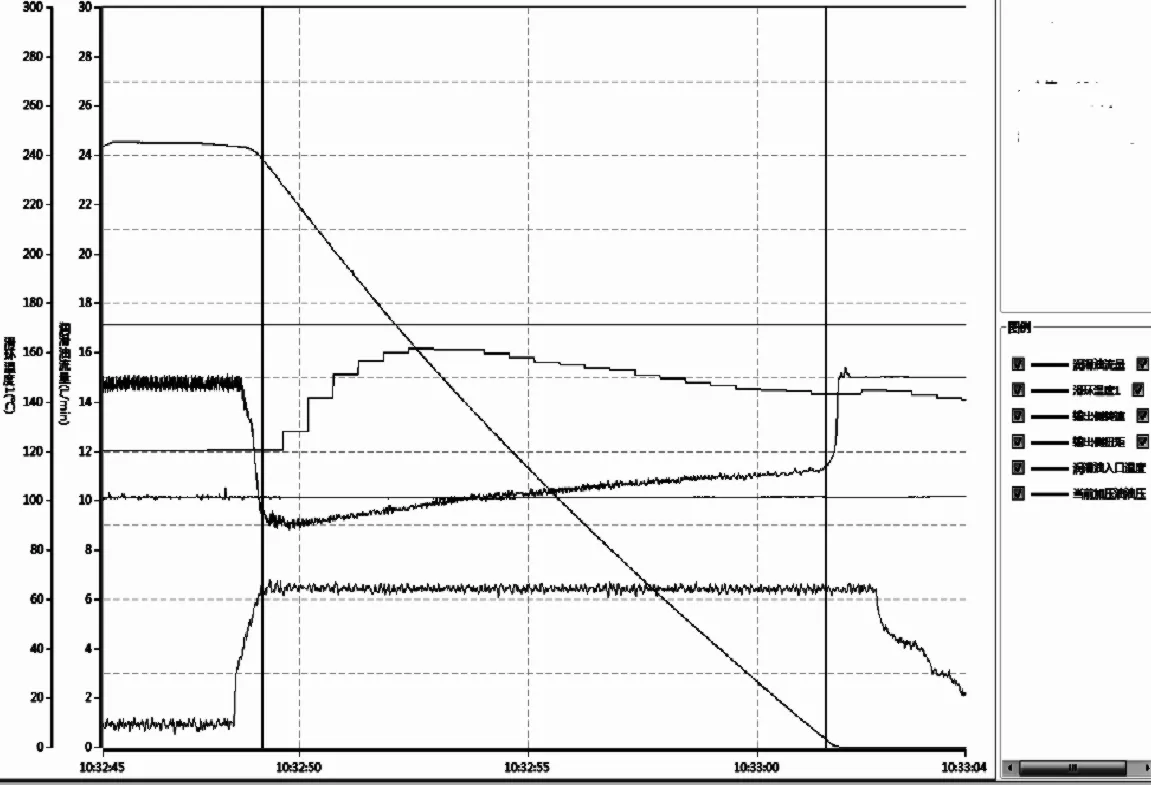
图2 优化前试验结果
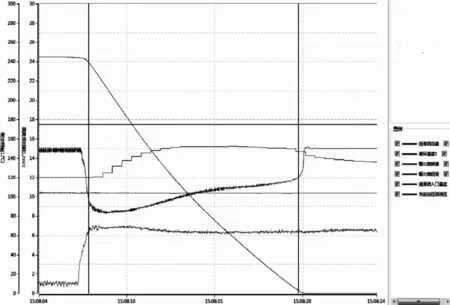
图3 优化后试验结果
分析以上试验结果,优化后方案滑磨温升有所降低,降低幅度较小,试验条件相同所以发热量相同,温度的小幅降低判断为沟槽率增加,散热能力增强。
基于以上工况进行耐久试验,监控耐久过程中扭矩衰减情况,优化前方案耐久中扭矩持续衰减(见图4),在100 循环左右已超10%,200 循环左右扭矩衰减超过20%,拆解检查摩擦片已出现烧蚀过热现象。
优化后方案耐久试验后扭矩无明显衰减,满足设计要求,拆解检查摩擦片无过热。
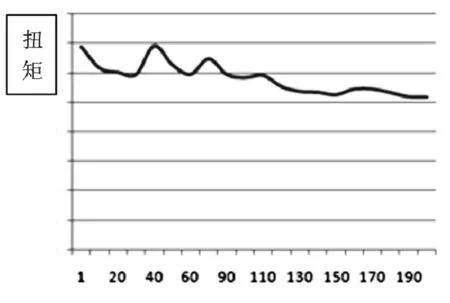
图4 优化前方案扭矩衰减情况
2.2 片数优化
通过计算,5 片方案单位面积热量、热功率超出选用材料设计要求,设计阶段需求选用6 片及以上摩擦片。(6 片滑磨温升情况参见图3)
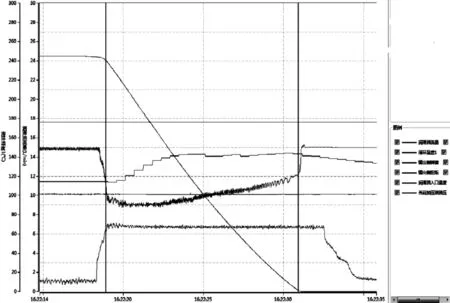
图5 7 片方案滑磨温升情况
7 片方案在此相同试验条件下较6 片方案有10℃左右的温度降低,增加片数温升降低显著,但过多的片数导致成本增加、制动器拖曳损失加大、效率降低,综合考虑,选取6片方案进行设计。
2.3 需求润滑冷却流量验证
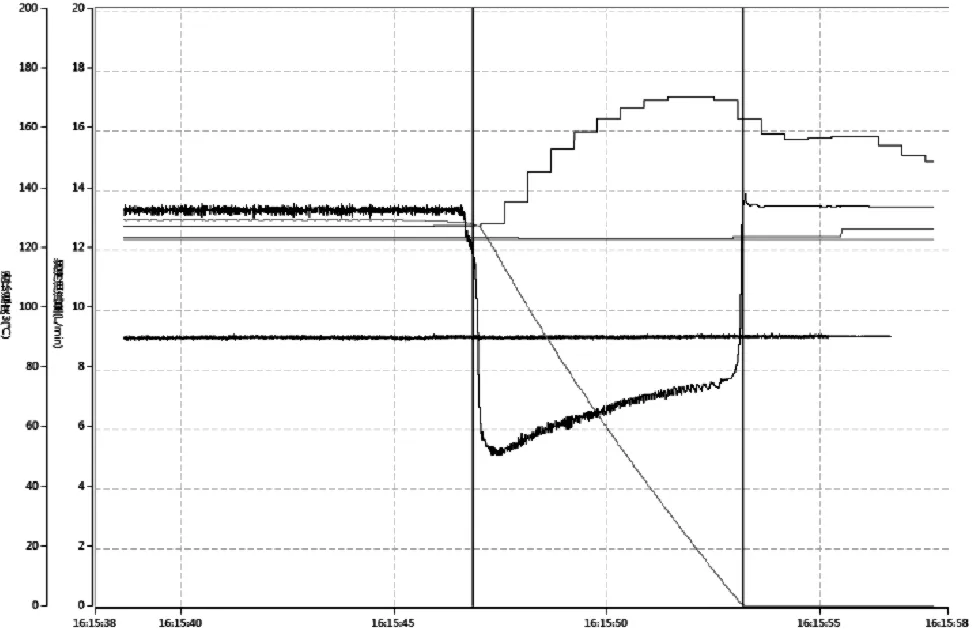
图6 9L/min 润滑流量对应的温升情况
此工况下,冷却流量从9L/min 减少至8L/min,温升从170℃升高至178℃,流量对温升有较大影响,兼顾考虑液压阀体及摩擦片寿命,锁定润滑冷却流量。
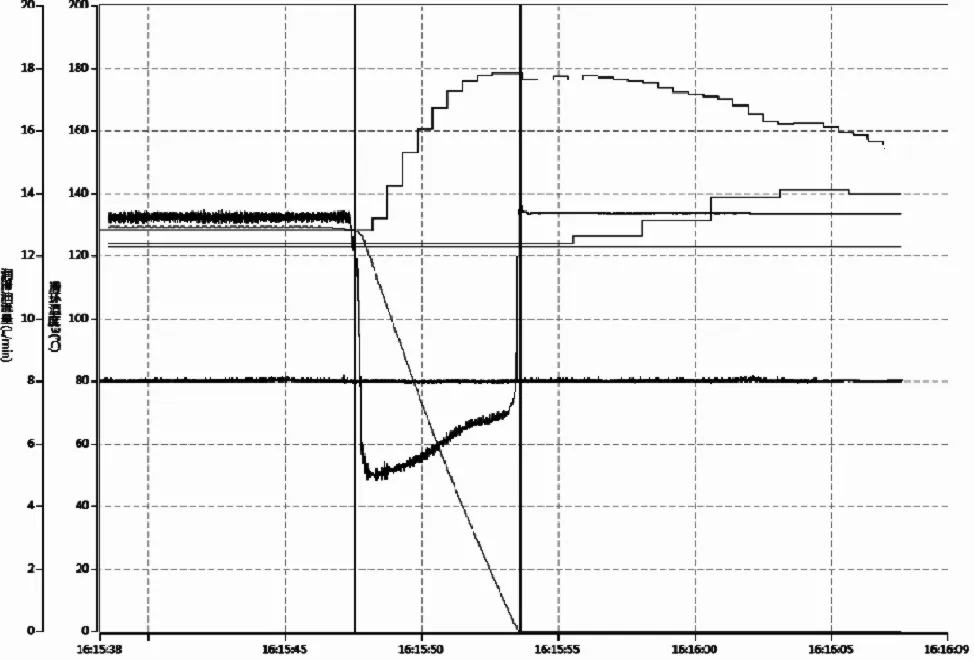
图7 8L/min 润滑流量对应的温升情况
使用锁定的B 制动器状态与润滑冷却流量,结合表1 中的各个工况逐项进行滑磨温升试验,确认滑磨温升最高的工况,基于表1 工况编制耐久试验循环。
3 结论
(1)油槽及摩擦面积的优化降低了摩擦表面单位面积的热量、热功率,确保摩擦片可以承受长时间高温滑磨。
(2)布置空间允许的情况下,适当的增加片数可以显著降低滑磨温度,但过多的片数会导致成本增加、效率降低。
(3)制动器摩擦片部位的冷却润滑流量是降低滑磨温升的关键,更改液压系统,使原AT 中用于液力变矩器的油可以用于冷却滑磨制动器。
