CSP连铸辊套毛坯成型与热处理工艺研究
2019-08-13张志学
张志学,孟 辉
(邯郸钢铁集团设备制造安装有限公司,河北 邯郸 056000)
全球有60多条CSP薄板坯连铸连轧生产线,国内约有10条,其具有流程紧凑、投资少、能耗低等优势,而且生产效率也是比较高的。此类生产线中的连铸机多采用立弯式薄板坯连铸机,其中连铸辊采用辊套加芯轴模式,辊套采用2Cr13马氏体不锈钢制造,具有一定的耐热性和耐磨性。一般制造工艺过程,连铸辊辊套多采用2Cr13轧制圆钢或锻圆钢掏孔加工制造,材料浪费,加工较长、费用较高[1]。
1 CSP连铸辊毛坯成型工艺方案
1.1 毛坯成型工艺方案的比较与确定
由于CSP连铸辊辊套是空心筒型结构,毛坯成型方式可以分为三种,即锻轧圆钢加工成型、离心铸造加工成型和厚壁无缝管加工成型,这三种成型方法各有特点,分析如下。

图1 φ170辊其中一节粗加工毛坯图
(1)三种毛坯成型工艺的成本比较。通过表1成本构成分析来看,2Cr13厚壁无缝管粗加工成型方式成本明显高于其他两种粗加工成型方式,而且离心铸造成型方式是成本最低的,从成本角度来分析是优选方案[2]。
(2)三种毛坯成型工艺的加工效率比较。从批量成型和采购角度分析,锻轧圆钢和无缝管的制造效率较高,可以进行大规模生产,而离心铸造成型方式适应面较窄,需要定制化小批量制造,大规模生产难以实现。但是,对于连铸辊套这项产品制造而言,属于定制化小批量产品,离心铸造成型是比较适合的[3]。
(3)三种毛坯成型工艺的性能比较。锻轧圆钢毛坯成型方式,尤其是锻圆钢毛坯加工成型,并通过机加工去除中心偏析和缺陷易发生区域,从经验和相关数据分析,性能是比较可靠的,优于教科书与手册的指导方案。
无缝管毛坯成型方式需要简要分析一下。厚壁无缝管的制造,一般采用圆坯或圆钢加热,经过顶孔轧制而成。圆坯或圆钢的生产,由于连铸和冷却结晶等复杂过程,芯部容易产生缺陷。
离心铸造毛坯成型方式,特点一,在很高的重力倍数下,液态金属受到很大的离心力作用,增加管坯的致密度;特点二,在离心力的作用下,由于气体和夹杂的比重较小,所以更有利于气体和夹杂物的排出;特点三,离心浇注的过程中,钢液在高速旋转的型腔中径向分布均匀;特点四,结晶方向由外向内,没有锻造流线,适宜辊面承受压力和高温磨损。归结到内壁的夹杂等危害性缺陷可以集中、快捷去除。
1.2 CSP连铸辊套离心铸造毛坯成型基本工艺方案
①离心铸造管坯,鉴于2Cr13属于马氏体不锈钢,要求铸后管坯采用及时控温缓冷。②管坯完全退火,消除铸造不良组织、细化晶粒,并达到软化易加工的硬度状态。③管坯粗加工,并进行成分复检、硬度检验、外观目测检验和超声波粗探。④整体调质处理,硬度控制在HB235~255,热处理后逐件检测硬度,铸件进行超声波探伤检验。⑤每20套连铸辊套,跟随制造一套检测试样,同规格离心铸管(300mm长)。
1.3 CSP连铸辊套离心铸造毛坯成型过程中发生的问题及解决方案
(1)铸后管坯开裂现象较多,分析原因,一是铸前管模预热不到位,铸造成型冷却过快;二是铸后冷却较快,组织应力和热应力较大,致使管坯冷却开裂。解决办法,预热管模150℃~200℃,并控制生产节奏,保持工艺参数的符合性。再者,采用铸后迅速放入缓冷坑,覆盖保温棉,降低组织应力和热应力。
(2)依据前期经验,检验铸造CSP连铸辊套的化学成分,Cr含量在14%,属于上限,其他成分均在标准规定的中限左右,认为合格。经过多次反复热处理试验,高温1050℃、低温950℃加热,空冷、水冷均都进行了尝试,淬火硬度均在HRC30~35。经过调整验证,最后,Cr的含量控制在10.5%~12%,Mn含量控制在中上限,热处理硬度和晶粒度恢复正常。
2 2Cr13连铸辊的热处理改进工艺
在热处理手册等权威资料中,2Cr13类产品的调质淬火加热温度980℃~1050℃,冷却介质油和空气。从能耗、生产效率和热处理效果来看,油淬和空气淬火,对于连铸辊套都不是较好的选择。基于此考虑,并结合离心铸造的特点,编订改进的热处理工艺曲线,进行了工艺试验。
(1)淬火加热采用台阶式升温保温,基于实验数据,淬火保温温度设定在900℃,淬火冷却方式采用水冷到室温。测定淬火硬度,45HRC~50HRC,相对于高温空冷淬火,硬度提高5HRC左右,硬度均匀性也有所提高。
(2)回火采用650℃保温,回火时间相对高温空冷调质工艺延长1小时~1.5小时,充分释放淬火应力,保障回火组织完全转变。测定最终调质硬度,235HB~255HB,达到目标要求。
(3)经超声波探伤检验,透声性提升非常明显,轴向纵深方向直探头能够完全穿透,底波清晰;壁厚方向,采用斜探头检测,透声性同样满足要求。
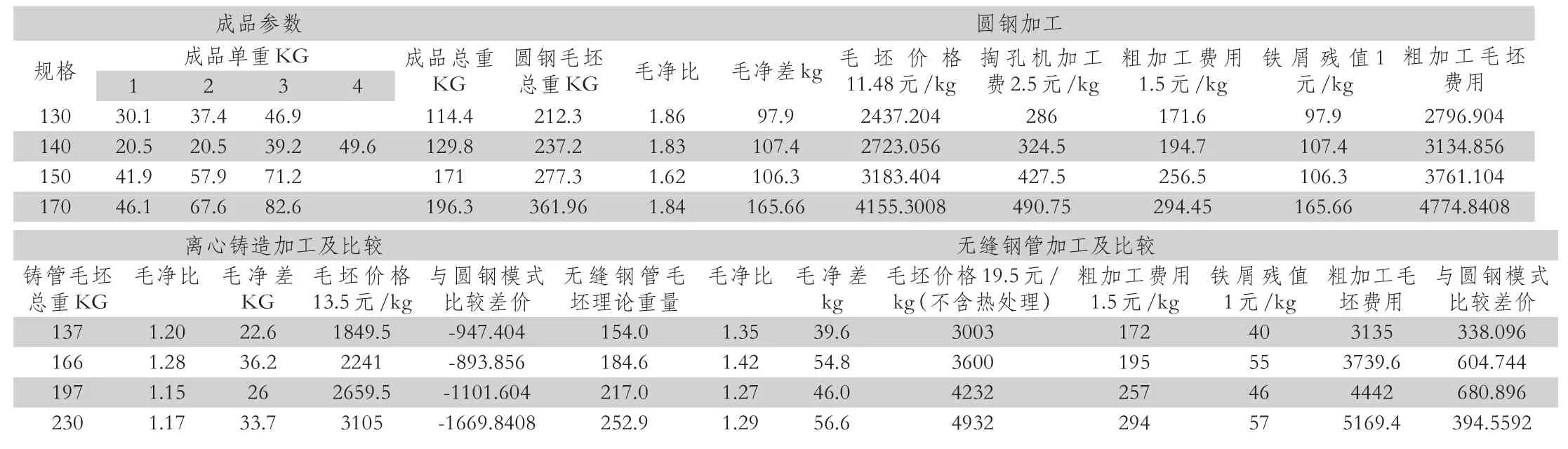
表1 2Cr13连铸辊辊身锻圆钢、离心铸管和厚壁无缝钢管成型费用比较
通过130套(390节)的检测,能够达到YB/T036-1992 超声波Ⅱ级和JB/T5000.14-1998渗透Ⅰ级标准的,达到98.7%。
3 质量检验与在线使用效果
(1)质量检验。按照规范进行取样检测,共抽检3个批次,每批试样抽检1组,检测数据如下表。

表2 质量检测分析
(2)在线使用效果。对离心铸造和热处理改进工艺的φ170连铸辊的在线使用跟踪,跟踪批量130根,与2Cr13锻轧圆钢加工的连铸辊全部正常上机使用,在线盲测,没有出现任何异常情况,使用寿命等同。经测试,平均使用寿命可以达到3600炉,过钢量42万吨。
4 结论
①CSP连铸机φ170连铸辊套可以采用2Cr13离心铸造方案加工成型,经济性、加工效率有明显优势。②2Cr13在成分上应严格控制,Cr含量直接影响淬火硬度,而且Cr的含量应该在中下限控制,即10.5%~12%,高于此上限,淬火硬度明显不足,马氏体含量急剧下降。③2Cr13采用900℃批量水冷淬火完全可以满足调质要求,而且淬火硬度及均匀性,均优于高温空冷淬火,可以推广应用。
