薄壁配合件的数控车削加工研究
2019-08-12黄晓梅
黄晓梅
薄壁配合件的数控车削加工研究
黄晓梅
(广东省机械技师学院,广东 广州 510000)
薄壁配合件广泛地应用于各个工业部门当中,薄壁零件具有质量轻、节约材料以及结构紧凑等特点,但是对薄壁配合件进行车削加工较为棘手,需要应用到较高精度的数控车削加工工艺。在对薄壁配合件的数控车削加工研究过程中,可以通过高精度的数控车床进行加工来提升薄壁配合件的加工质量,为薄壁配合件的加工提供有利依据。
薄壁配合件;数控车削;加工工艺;切削力
薄壁零件按照形状分有壳体类和轴类薄壁零件两种,壳体类薄壁零件可以采用数控铣削的加工方式,轴类薄壁零件可以采用车削加工的方式,在薄壁配合件的生产加工当中,要对配合件的加工步骤进行分析,下面通过实例来分析薄壁配合件的数控车削加工方法。
1 影响薄壁配合件加工精度的因素
刀具、机床、工件、切削力、切削热以及其他随机因素等会对薄壁配合件的精度造成影响,如图1所示。薄壁配合件容易出现变形的原因有以下几种:①在装夹过程中会对薄壁零件造成变形,导致薄壁配合件的尺寸和形状精度受到影响;②在切削过程中切削力也会对薄壁零件造成挤压,影响工件的形状;③在高温环境下,薄壁零件受到热效应的影响会变形,刀具的高温也会影响薄壁零件的加工精度。
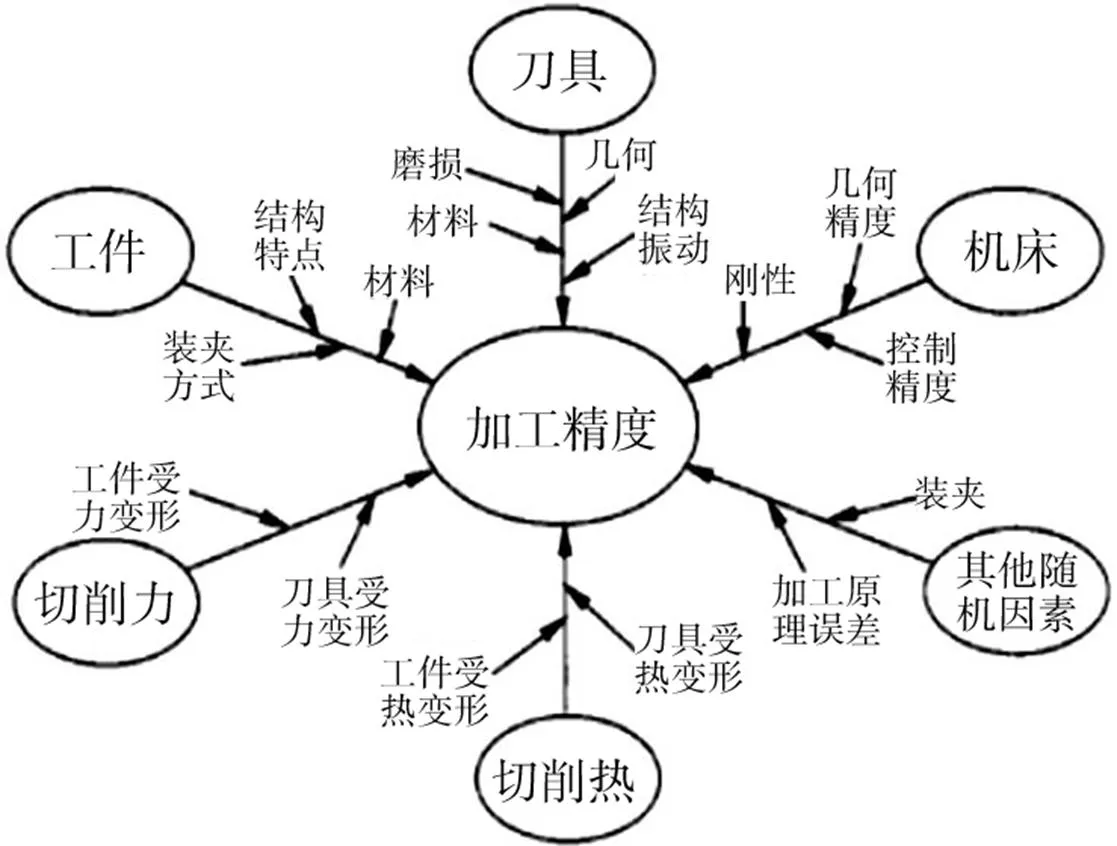
图1 影响薄壁配合件加工精度的因素分析
2 薄壁配合件的结构分析
零件结构如图2所示。从图2了解到该薄壁零件由四个部分组成,分别是圆柱面、逆圆弧、顺圆弧以及内螺纹,加工材料使用45号钢,毛坯为内轮廓基本相似铸件φ85 mm×50 mm。该零件的壁厚为2 mm,而且对其精度的要求较高。为了能够让薄壁零件的加工满足零件图的要求,在加工的时候要注意夹具的设计、刀具的选择与参数、切削用力以及编程方法等方面,对加工方案进行反复试验之后,最终选择能有效提高薄壁配合件加工精度的工艺方案。
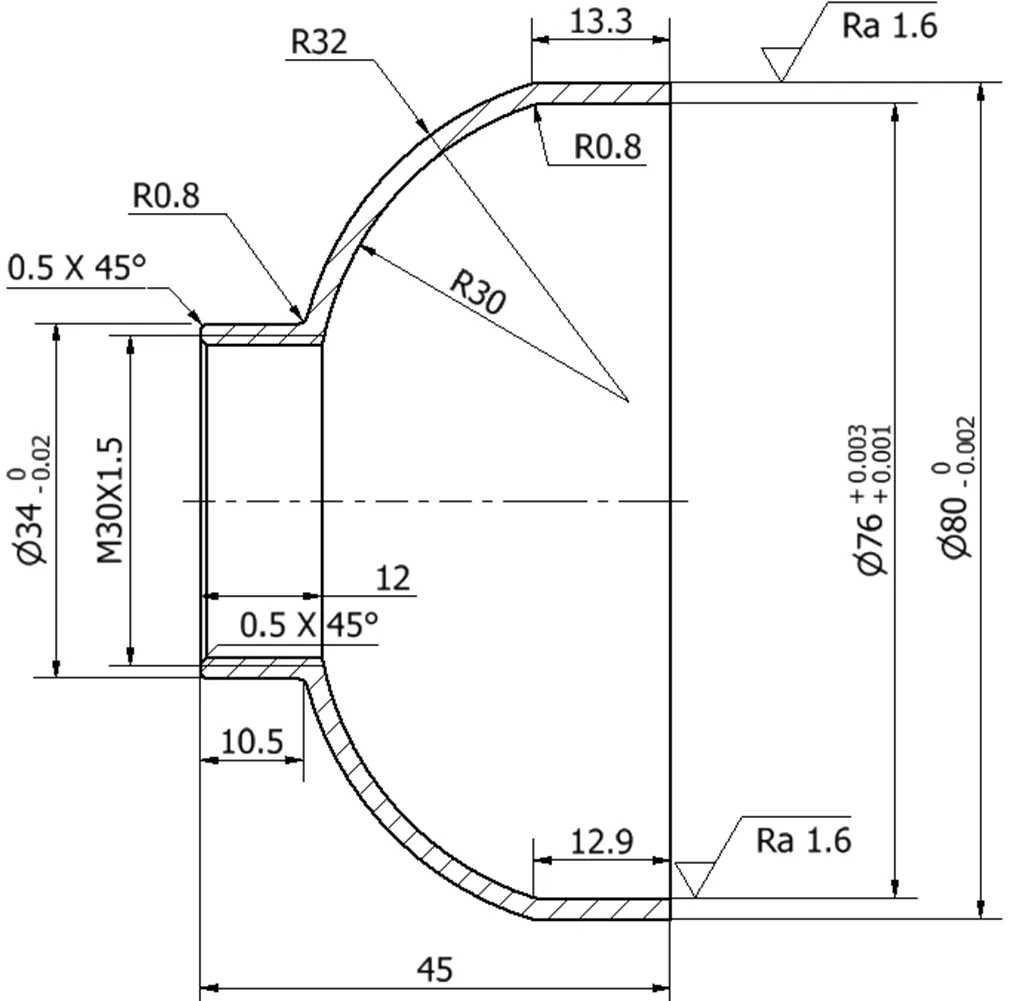
图2 零件结构图
3 薄壁配合件的加工工艺设计
3.1 薄壁配合件的操作步骤
将毛坯的左端夹紧到车床上,将其伸出卡盘的长度固定为20 mm,然后对毛坯的右端面进行加工,将毛坯右端面的外轮廓先粗后精加工至直径为80 mm×13.3 mm,使用直径为26的钻头将孔钻通,并对薄壁零件的内轮廓进行先粗后精加工,使用G76和G62进行混合编程,将毛坯右端面内轮廓进行螺纹加工,然后将其掉头,对毛坯的总长尺寸进行控制,对零件的外轮廓进行先粗后精加工,然后对工件进行检查,通过上述这些步骤将完成对薄壁零件的加工。
3.2 改善薄壁配合件加工变形的方法
3.2.1 夹具的选择
使用不同夹具所产生的夹紧力有所不同,在加工薄壁配合件之前要根据零件的特点对夹具进行选择。普通的三爪卡盘在薄壁零件上的受力点少,与零件的接触面积小,而且薄壁零件的壁薄、强度弱,当薄壁零件在卡盘上夹紧时稍用力过大就会出现零件变形的情况,导致薄壁配合件出现误差,所以,通常使用开缝套筒或者扇形软卡爪的夹具来减小薄壁配合件的变形程度。
3.2.2 粗、精加工阶段
对工件进行粗车阶段时,如果工件的切削余量较大,对零件的夹紧力稍大,则零件的变形程度较大。在对工件进行精车阶段时,施加的夹紧力可稍小,这样零件的变形程度也相应变小。对工件进行粗车和精车之间要掌握好时间,在精车之前进行时效处理能够有效地消除之前切削力过大导致零件的变形程度,为零件的回形留出充足的时间。
3.2.3 刀具几何参数的选择
对刀具的几何参数进行合理选用也能够改善薄壁配合件的加工变形程度。对薄壁零件进行精车时,要将前角、主偏角、刃倾角进行适当地增大,刀具的刃口要锋利,对零件进行切削的时候要轻快,减少对零件的切削力和切削热,一般对车刀的修光刃取0.2~0.3 mm。不锈钢材料的薄壁零件应该使用优化的刀具。使用的刀片为YW2硬质合金材质,当加工1Cr18Ni9Ti不锈钢时使用的这种刀片具有抗粘结性的特点。
3.2.4 切削液的使用
切削液对切削的过程有润滑作用,要按照薄壁零件的加工要求来选择合适的切削液,对零件充分浇注切削液,降低切削过程产生的切削热。另外,切削液还有清洗和防锈的作用,在加工薄壁配合件时要合理使用切削液,从而改善薄壁配合件的变形程度。
3.3 数控车削当中的切削用量
在加工薄壁配合件时,要对切削用量进行合理选择,否则很容易在薄壁零件的表面出现应力,不仅会对配合件的表面质量造成影响,还会在切削力方面产生影响,出现大量的切削热,增加了零件的变形程度。对具体的薄壁配合件要进行切削用量的具体分析,使用数控车削加工该工件右端面时,要让主轴的转速达到300~400 r/min,进给工件的速度在每转F0.1 mm~0.15 mm。使用麻花钻时,主轴的转速为400~500 r/min,切削零件的深度为通孔。
3.4 数控车削加工程序的编写
数控机床的型号为CAK6150P,使用的数控系统是FANCU01,对薄壁零件的右端面、直径为80 mm×13.3 mm的圆柱面进行粗加工和精加工时使用G00和G01指令,操作程序较为简单。对薄壁零件的内轮廓进行粗加工时,因为使用的是内轮廓较为相似的铸件,所以用G73指令进行固定循环。这是一种仿形加工指令,对铸件或者毛坯锻件的加工非常适用,使用这一指令对零件的内轮廓进行加工编程时要注意将起刀点的直径控制在直径28以下,如果从轴和轴双向进刀,则要给进退刀留有足够的空间。
4 加工薄壁配合件的安全操作规程
在进行加工之前,操作人员要穿好防护服,女性操作员要带好工作帽,在工作的过程中不要佩戴手套。为了防止铁削伤人,刀具的刃磨角度要使铁削呈团状。当数控车床在运转的过程中,要禁止操作人员清除铁削,不能接触工件,防止发生不必要的危险。将工件牢固地装夹在数控车床当中,固定之后操作人员要进行检查,防止在车床主轴旋转过程中工件松动,出现工件飞出的情况,或者在数控车床车削加工时扎刀。机床开始切削前要关闭防护门再启动机床主轴。
5 结束语
总而言之,数控车床在操作过程中经常会对薄壁配合件进行加工,采用高精度的数控车削对薄壁配合件进行加工,其配合件的成品合格率能够完全满足生产的要求,能够有效保证配合件不产生变形。从业人员可以按照这种装夹结构方式进行定位和使用,从而大大提高薄壁配合件的加工质量和效率。
[1]庄燕.薄壁零件的数控车削加工[J].精密制造与自动化,2017(4):66-67.
[2]张景霞,陈文殊.浅谈薄壁零件的数控车削加工[J].科技创新导报,2016(36):2 .
[3]刘晟.典型薄壁零件数控车削加工工艺研究[J].科技展望,2017(25):57,59.
[4]宋理敏,吴永钢.薄壁零件的数控车削加工工艺研究[J].机床与液压,2013(7):76-77,90.
TG519.1
A
10.15913/j.cnki.kjycx.2019.13.035
2095-6835(2019)13-0085-02
〔编辑:张思楠〕
