工业纯钛TA2的性能特点及焊接工艺研究
2019-08-08王海强
郭 敬,王海强
(1.中国电建集团山东电力建设第一工程有限公司,山东 济南 250101;2.国电库尔勒发电有限公司,新疆 库尔勒 841000)
由于工业纯钛具有较好的综合性能和优异的耐蚀性能,使它成为许多工业部分不可缺少的结构材料。如果是在水中,它可以在短时间里和氧发生反应,在其表面形成致密的氧化膜,使钛产生良好的耐腐蚀性。钛表面钝化膜具有很强的自愈再生能力,即使在机械磨损的情况下也能快速生成新的氧化膜,完全满足钛在一般条件下的耐腐蚀要求。使得爆炸~轧制~钛钢复合板成为电厂烟囱内衬钢筒的首选材料。
1 工业纯钛TA2的性能特点
1.1 物理性能
钛呈银白色,熔点高,导热性差,线膨胀系数小,电阻率大。相对于其他金属材料而言,钛的密度小、强度高[1-3]。钛的密度,仅为铁的57.4%,铜的50.7%。钛合金的硬度性质最大的一部分应用在常用工业合金中,使用率是不锈钢的3.5倍,铝合金的1.3倍,镁合金的1.7倍。
1.2 化学性能
钛化学性质活泼,与氧有很强的亲和力,室温下洁净的表面也会迅速形成稳定而坚韧的氧化膜。钛的化学活性随着温度的提高而增强,在高温下氧化膜的厚度将增加。温度高于648℃时,抗氧化能力急剧下降。钛在固态状态下可吸收气体,加热至300℃时,就开始吸收氢。加热至400℃时,可以吸收氧[4]。在600℃时可吸收氮。当钛中气体元素增加后,其强度也会显著增加,而塑性急剧下降,所以氢、氧、氮是钛的有害元素。
2 焊接性分析
2.1 化学成分和力学性能
TA2的化学成分和力学性能数据可以由宝鸡市震祥有色金属有限公司的材质证明得知,分别见表1和表2所示,TA2批号为:20158-4。

表1 工业纯钛TA2的化学成分(%)

表2 工业纯钛TA2的力学性能
2.2 钛TA2的焊接特点
2.2.1 焊接接头晶粒易粗化
TA2特殊的物理性能决定了在焊接时容易出现焊接接头组织粗化,从而造成塑性和韧性降低[5,6]。因此在焊接时对热输入要严格控制,一般宜采用小电流,快速焊。
2.2.2 焊接接头脆化
TA2容易受气体等杂质污染而脆化。然而,随着温度的升高,钛吸收氧、氮和氢的能力显著提高,加热至300℃时,就开始吸收氢。加热至400℃时,可以吸收氧。在600℃时可吸收氮[7]。氢会导致钛的塑性和韧性降低,导致氢脆。温度越高,钛的氧化膜会变得多孔,在钛中形成硬化层,降低钛的塑性。因此,在焊接过程中应妥善保护温度在400℃以上的熔池、焊缝及热影响区(包括背面)。
2.2.3 焊接裂纹
氢是冷裂纹形成的主要原因。在扩散过程中,氢会从固溶体中析出TiH。TiH析出过程会产生较大的体积变化和较大的内应力[8]。为了避免冷裂纹的出现,有必要着重预防氢的危害。在设计焊接工艺时,可以通过控制氢、氮等杂质元素来减少裂纹。
2.2.4 气孔
在TA2焊接中气孔串是最常见的缺陷之一。主要作用是降低焊接接头的疲劳强度[9]。孔隙度可以把接头疲劳强度降低至少一半。钛焊接接头的气孔有三部分:冶金反应产生的气孔、外部空气进入时形成的气孔和油水分解产生的气孔。①焊接前由于清洗不到位,有些焊丝油会附着在钛表面,这种情况是造成气孔的主要原因。在焊丝加工过程中产生的残馀润滑剂,在抛光过程中产生的残馀磨料颗粒的断裂,以及,长期运作过程中很容易有残馀水分附着在焊接槽的附近,久而久之而容易形成气孔。②氢。氢主要来源是由于焊丝中氢的含量过高、沟槽和空气中的水分。改善措施:焊丝选用含氢量低的,工作中采取措施有效避免水污染和空气污染。同时更为重要对气孔的数量有影响的两个因素:第一,不同的焊接方法。一般情况,氩钨弧焊产生的气孔相对电子束焊接更少。第二,焊接工艺参数。焊接参数、固定焊接工艺、气体纯度、焊缝冷却速度等都影响气孔的形成[10]。
2.2.5 焊接变形
低碳钢的双倍弹簧模量才能达到钛的弹性模量。导热系数是钢的1/4,铜的1/23,铝的1/3。所以才焊接过程中,它会产生很大的焊接变形。冷却后的钛回弹性大,约为不锈钢的两倍,焊接矫正困难。因此,在焊接过程中,有必要解决在如果防止焊接变形这一问题,可以从优化焊接工艺、工件配装两方面入手[11]。此外,焊接前定位焊接和钛的约束可以有效地减小焊接后的角变形和弯曲变形。
3 焊接工艺
3.1 焊接方法
钨极氩弧焊GTAW适用于厚度在3mm以下的钛及钛合金的焊接,母材厚度小于2mm的I形坡口对接接头可不加焊丝进行焊接。考虑到现场实际情况,钨极氩弧焊GTAW是最佳选择。
3.2 焊接材料
选用焊丝的成分要和被焊母材相近,杂质越少越好;因此根据TA2的性能特点和目标产品烟囱钢内筒内衬的性能要求,再结合烟囱钢内筒内衬的化学成分和力学性能,选用宝鸡万德公司金属有限公司根据GB/T3623-2007生产的直径为2.0mm的焊丝,其的化学成分如表3所示,焊丝的证书编号:20170216-01。

表3 TA2焊丝的化学成分(%)
3.3 焊前准备
由于现场施工时,所有焊接接头均为T型接头,结合现场实际情况,选用T型接头进行工艺评定试验。焊前清理包括机械清理、化学清理。①机械清理:针对难以进行化学清理的表面污染。②化学清理:对于较薄的氧化膜,可以采用酸洗工艺,酸洗后用水冲洗、干燥。
3.4 焊接工艺参数
焊接时过大的焊接电流和焊接电压将造成焊接接头晶粒粗化,并且过大的焊接热输入提高焊接变形的风险;因此,一般宜采用小电流,快速焊。过小的焊接电流和焊接电压到时有利于降低焊接热输入,但是热输入过小又严重影响生产效率。因此,焊接时适宜的焊接工艺参数尤为重要,具体如表4所示。

表4 工业纯钛TA2的焊接工艺参数
4 试验结果
4.1 外观
根据ASME第Ⅸ卷中的QW-462.4(a)对焊接试件切割成5个试样,5个试样的外观检测情况见表5。
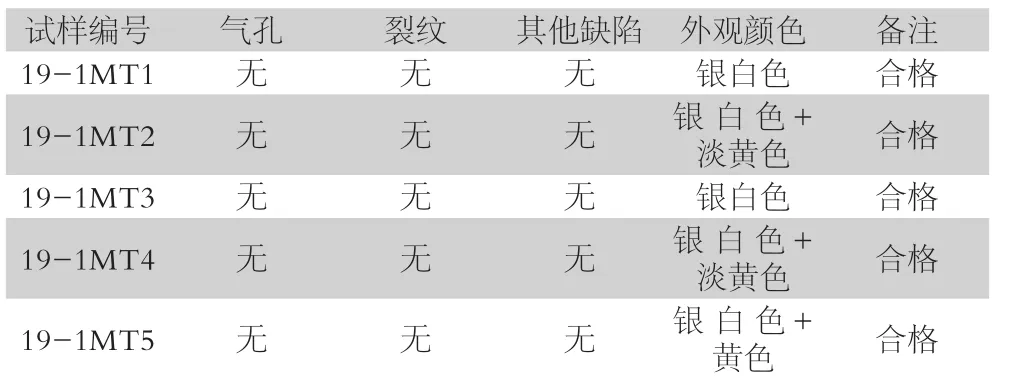
表5 外观检测结果
4.2 宏观金相
把5个试样根据ASME第Ⅸ卷中的QW-183的要求进行了宏观金相试验(见表6)。

表6 宏观金相试验结果
4.3 试验结果分析
(1)5个试样的外观颜色为银白色、淡黄色和黄色;结果合格。
(2)5个试样的焊缝金属和热影响区横断面完全熔合、无裂纹,且焊脚长度差均不大于3mm,宏观金相满足ASME第Ⅸ卷中的QW-183的要求,结果合格。
5 结论
工业纯钛TA2的焊接过程,一定要控制好机械清理~化学清理~焊接环境控制~焊接工艺参数~保护气体保护时间这五个环节。这些环节每一个都特别重要,缺一不可。在某电厂烟囱钢内筒爆炸~轧制~钛钢复合板施工实践中,从以上五个环节着手,严格控制施工工艺,工业纯钛TA2的焊接取得了很好的效果。