TGJ3×6镗缸机径向进给刀架的研制
2019-08-08杜晋军侯昱明周建伟
杜晋军 侯昱明 周建伟
(二重(德阳)重型装备有限公司,四川618013)
1 设计原因
TGJ3×6镗缸机属于专用机床,主要用于汽缸产品龙门档、瓦口、槽型等加工任务。由于TGJ3×6镗缸机只有轴向进给功能,现有结构无法实现径向进给,径向进刀依靠操作人员松刀后,用铁锤敲击刀杆。径向进给功能的缺失导致TGJ3×6镗缸机工作效率低,能耗高,操作者劳动强度大,加工产品类型受限。综合多方面考虑,为TGJ3×6镗缸机增加了自动径向传动机构及径向刀架。
2 镗杆及刀架安装位置设计
2.1 镗杆设计
根据TGJ3×6镗缸机加工产品类型和机床的特点,保证原机床加工工件长度6000 mm、加工最小直径∅450 mm的技术参数要求,镗杆设计总长度应为10 800 mm。另外,根据多年汽缸加工经验,镗杆上设计两个径向进给刀架安装位置。
2.2 镗杆及刀架安装
镗杆作为轴向进给轴,径向进给刀架必须安装在镗杆上,为了实现刀架径向自动进刀功能,径向刀架进给传动机构安装于镗杆腹腔中。根据刀架进给传动机构,把外径为∅450 mm镗杆加工成内径为∅330 mm空腔。径向刀架安装位置及镗杆的具体尺寸和要求如图1所示。
2.3 镗杆材质选择
为了保证镗杆的强度,镗杆材质选择优质45锻钢,调质处理200~240HBW。
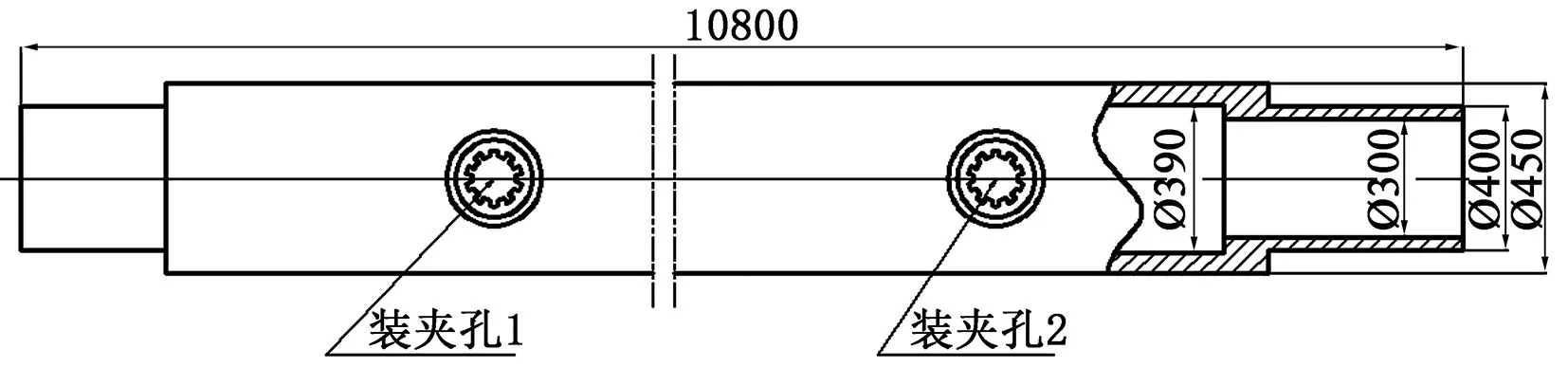
图1 镗杆设计及刀架安装位置Figure 1 Boring bar design and tool holder mounting position
3 刀架结构及传动结构设计
3.1 刀架结构
为了拓宽TGJ3×6镗缸机产品加工范围,径向进给刀架设计时必须满足各类火电及核电汽缸产品加工尺寸要求,TGJ3×6镗缸机设置了5套刀架:
1#刀台加工范围450 mm~760 mm;
2#刀台加工范围680 mm~1000 mm;
3#刀架加工范围930 mm~1430 mm;
4#刀架加工范围1400 mm~2100 mm;
5#刀架加工范围2000 mm~3300 mm。
3.2 嵌入式刀台
1#、2#刀台为嵌入式,嵌入式使1#、2#刀台直接插入镗杆装夹孔1或装夹孔2内,通过滚珠丝杠带动刀台进给,只能实现单刀进给,刀台结构和传动机构如图2所示。
3.3 外置式刀架
3#、4#、5#刀架为外置式,进给刀架体安装在镗杆上,花键轴与装夹孔1或装夹孔2处的花键啮合,刀架体通过滚珠丝杠带动滑枕移动,使安装在滑枕上的刀具实现径向进给,3#、4#、5#刀架可实现双刀切削,传动机构与1#、2#刀台传动机构相同。刀架结构如图3所示。
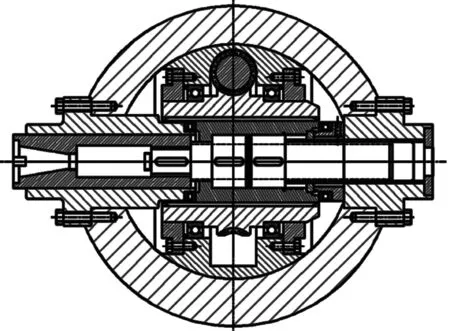
图2 1#、2#刀台结构和传动机构Figure 2 Structure and drive mechanism of 1# and 2# tool table

图3 3#、4#、5#刀架结构Figure 3 Structures of 3#, 4# and 5# tool holder
3.4 加工范围
5套刀架使TGJ3×6镗缸机对汽缸龙门档、瓦口以及槽型的最大加工范围达3300 mm,可满足不同类型汽缸龙门档、瓦口以及槽型的加工任务。
3.5 刀架传动机构安全性
为了径向刀架传动机构安全性,电气控制方面设置了径向进给最大行程安全防护限位。安装刀架时避免损伤镗杆,3#、4#、5#刀架体采用铸造铝合金材质。
4 径向走刀传动机构及自动控制设计
增加自动径向进给刀架前,TGJ3×6镗缸机只有一个进给轴和一个旋转轴,依靠镗杆纵向移动实现轴向进给,镗杆旋转获得切削力,径向进刀功能完全是依赖操作者手动操作。
4.1 径向走刀传动机构
安装在镗杆腹腔中的径向刀架传动机构是利用带减速器的交流变频电机进行驱动。减速机通过传动轴使蜗杆、蜗轮驱动刀架滚珠丝杠回转,实现刀具径向精确进给。传动链如图4所示。
4.2 径向自动传动系统
镗杆作为TGJ3×6镗缸机主旋转轴、纵向进给轴,又在镗杆上增加一套径向自动传动系统,为了避免机械传动机构、电气控制及控制线路之间相互干涉,在镗杆端部增加供电滑环向变频电机供电,这样可杜绝镗杆进给运动和旋转运动使供电线路伸缩及缠绕带来安全隐患。

图4 传动链Figure 4 Drive chain
4.3 径向进给自动控制功能及精度
为了实现TGJ3×6镗缸机径向进给自动控制功能及进给精度,利用CP1H-XA型PLC和一台变频器控制径向进给变频电机,其中CP1H-XA型CPU的内置数模转换模块实现变频器装置模拟给定,电机转子后端增加一个旋转编码器作为速度反馈,满足径向进给功能控制,确保进给速度稳定,进给精度准确。
4.4 进给速度和进给量
为了操作人员安全,随时可调整径向刀架进给速度和进给量。在机床操作站配置MPT002-G4P-V1显示单元,该显示单元与PLC通讯选用RS-422A/485选件板(CP1W-CIF11),通过RS-232C串口与显示单元进行通讯。MPT002-G4P-V1拥有监视、设定、报警、控制和安全等功能。MPT002-G4P-V1调试有专用软件MPTST,MPTST软件用来设定MPT002-G4P-V1与PLC的通讯配置与地址、功能控制以及监控画面的上传和下载。
4.5 径向传动机构及检测系统的控制
CP1H-XA型CPU作为该机床控制PLC的从站,是径向进给刀架传动机构及检测系统的控制单元。从站利用了CP1H高速计数器的0通道将编码器的脉冲数读入计数器低位存储区域A270CH中,然后通过无线发送接收装置实现了径向刀架的精确走刀。


(a)控制PLC、主从站、显示、检测单元(b)无线通讯控制程序图5 径向进给刀架电气控制Figure 5 Electrical control of radial feed tool holder
4.5.1 布线
径向刀架电气控制部分与电柜之间采用外部布线,会形成干涉,存在安全隐患。采取无线通讯的方式实现径向刀架进给的精确控制,避免了外部布线带来的诸多安全隐患。控制PLC、主从站、显示单元、检测单元和无线通讯控制程序,如图5所示。
4.5.2 无线通讯控制程序
当串口1准备好标志A392.13置位后,从站通过无线通讯将存储在D39~D48的脉冲数发送到缓冲存储器中;当主站中的接收结束标志A392.06置位时,接收指令将缓冲器中的数据存储在D239~D248的连续区域中,通过数据运算后将径向走刀的实际值显示在MPT002单元上。
4.5.3 刀架的滚珠丝杠的选择
在刀架设计过程中,为了在相同给定条件下5个径向刀架进给显示一致,5个刀架的滚珠丝杠选择相同螺距,避免5个刀架之间互换而引起径向刀架进给量在显示单元上不同或不准确。
5 结论
为TGJ3×6镗缸机增加径向自动进给传动机构及径向刀架,巧妙利用滑环向交流调频电机供电,避免了供电线路伸缩及缠绕带来的安全隐患;利用PLC控制器无线通讯技术,减少了信号电缆及通讯电缆安装与集旋转轴、轴向进给、径向进给传动于一体的镗杆之间的相互干涉;使用无线通讯技术及变频电机模拟给定调速功能,使操作人员随时可控制径向进给速度、进给精度;使增加自动径向进给的TGJ3×6镗缸机高效、安全、低成本地投入生产,并且使该机床加工能力显著提升,可产生更大的经济效益。
