轴承前罩前顶板驱动弯销先抽芯机构注塑模具设计
2019-08-06王伟伟张志强
徐 生,王伟伟,张志强
(1.浙江工商职业技术学院现代模具学院,浙江 宁波 315012; 2.宁波阳超汽车模具有限公司,浙江 宁波 315012)
0 前言
复杂塑件模具设计中,浇口位置及数量选择、分型面的选用、及脱模机构的设计是模具设计的重点,也是难点。对于型腔面一侧、型芯面一侧都存在倒扣的塑件,相应的模具结构中,需要设计前后模抽芯机构,方能实现塑件的自动化注塑生产[1-4]。依据倒扣的结构特点,一般都需要设计特殊的脱模机构来对这些倒扣进行抽芯脱模,对于型腔面一侧的前模倒扣特征的脱模,一般采用前模斜顶或者前模滑块来实施脱模,此类斜顶或者滑块的驱动多数情况下采用模板的开闭来驱动侧抽芯成型件进行侧抽芯,或者需要进行机构创新设计,设计其他特殊的驱动机构来驱动前模滑块或斜顶来进行抽芯[5-8];对于型芯面一侧的后模倒扣,一般采用斜顶机构来实施脱模或者斜导柱滑块机构来实施侧抽芯脱模,相对而言,机构设计较为简单[9-13]。对于塑件上存在的斜孔,可依据斜孔的形状特点,采用斜导柱机构或者油缸机构驱动来实施抽芯脱模。当塑件上同时需要进行前模抽芯、后模抽芯及斜孔抽芯时,模具整体的结构设计也需要一定的创新设计方能保证模具实用功能的实现[14-17]。本文拟结合某轴承前罩注射成型的需要,针对其塑件上既有前模倒扣、后模倒扣及斜孔等复杂特征需要设计特殊抽芯机构的特点,设计了一种带前模推板整体驱动式前模抽芯机构、后模斜导柱滑块机构及油缸驱动斜孔抽芯机构的两板式侧浇口注塑模具,以资设计参考。
1 塑件
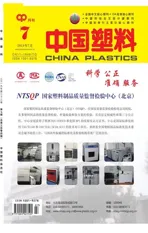
轴承前罩塑件的形状如图1所示,塑件为圆柱盖形状。图1(a)为塑件的型腔面一侧的结构特征分布,图1(b)为塑件型芯面一侧结构特征的分布。从图1(a)中可以看出,塑件最大轮廓线以上型腔面一侧外沿上存在8处边缘倒扣,中央部位内边沿下存在3处内壁倒扣,内壁上还存在1处插穿孔。最大轮廓线以下存在1处斜孔,1处结构槽特征,且型芯面上设计有较多的字码、加强筋等特征。模具设计中,插穿孔、字码、加强筋、结构槽等只影响到成型镶件的设计,并无特殊的脱模设计要求,而倒扣则需结合塑件在模具中的具体的分型布局后,依据具体的布局特点来设计相应的脱模机构来实施脱模,因而,塑件模具设计的困难主要体现为塑件的脱模机构的设计。
(a)内壁一侧轴测视图 (b)外壁一侧轴测视图图1 塑件形状Fig.1 Shape of the plastic part
2 脱模分析
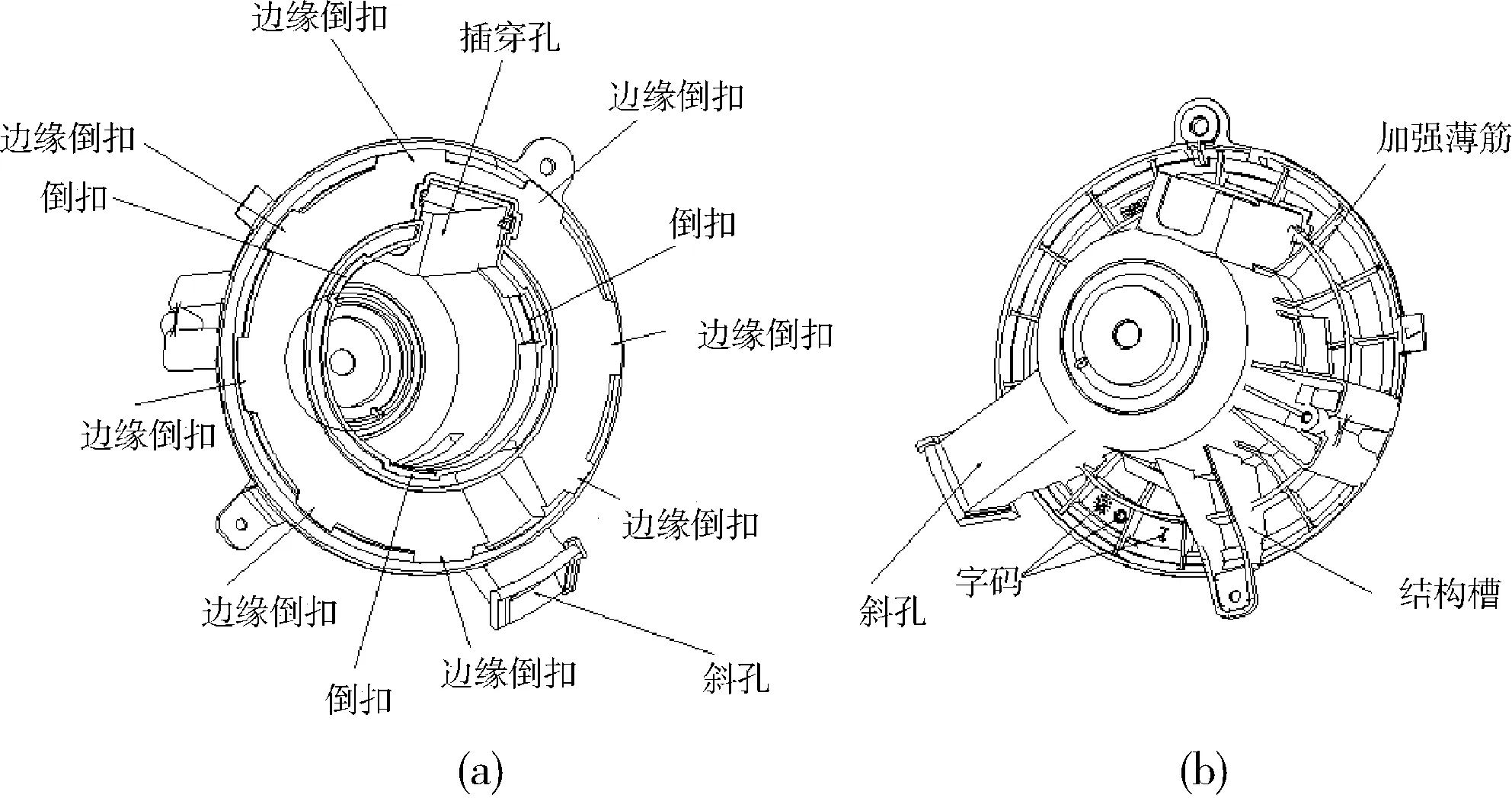
塑件材质选用丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS),缩水率为0.5 %。结合塑件形状,对其结构形状做进一步的剖视后,有特殊脱模要求的倒扣特征及斜孔特征的结构尺寸如图2所示。从图中可以看出,外壁上8处边缘倒扣厚度为2 mm,在径向上的抽芯距离至少大于2 mm以上。内壁上3倒扣特征从型腔中脱出,其侧向抽芯距离须大于3 mm以上。外壁上的1处斜孔抽芯距离须保证大于35 mm以上。
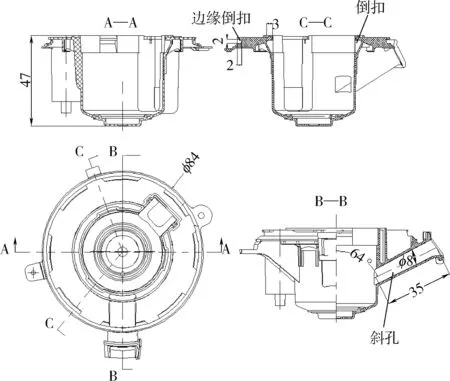
图2 脱模特征尺寸Fig.2 Demoulding feature size
3 分型及脱模方案
鉴于上述特征的抽芯脱模尺寸要求,塑件的主分型面选择如图3(a)所示,在此分型面下,相应的脱模机构方案设计如图3(b)所示。其具体布置为:(1)针对于8处边缘倒扣,将其抽芯机构布局设计与型芯一侧实施抽芯,且每2个扣位为一组,共4组抽芯机构;(2)针对于3处前模倒扣,分别采用3个结构相似的定模抽芯机构来进行抽芯;(3)对于斜孔特征,在图3(a)所示分型面下,其抽芯脱模机构设置于动模型芯一侧,采用一油缸滑块抽芯机构来实施抽芯脱模;(4)针对塑件位于型芯一侧型芯面上的结构槽、加强筋等包紧力大的特征的脱模,靠相应地增加顶出顶针元件的措施来保证塑件的完全顶出脱模。
(a)分型面选择 (b)脱模机构布局图3 分型及脱模机构布局Fig.3 Parting and layout of the demoulding mechanism
4 模具结构
模具的结构如图4所示。模具为模架为两板模结构,但针对前模抽芯机构的需要,做了局部改造,即在定模板29与面板23之间,加设了上模脚40及前支撑柱24,以为前推板25的顶出运动提供运动空间。模腔布局采用1模4腔对称布置方式,4腔的结构方式一样,机构零件亦相同。
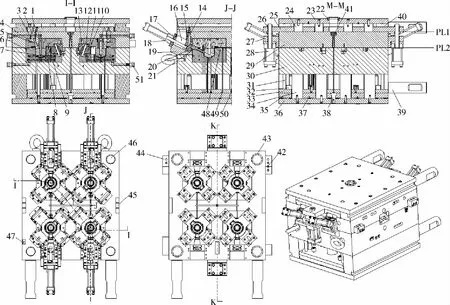
1—锁紧插块 2—驱动弯销 3—弯销耐磨板 4—导向压条 5—内壁倒扣滑块 6—型芯主镶件 7—中央型腔镶件 8—型芯结构槽镶件9—型腔镶件 10—边缘倒扣滑块 11—滑块滑动槽 12—斜导柱 13—锁紧块 14—锁紧插杆 15—插杆耐磨板 16—滑块座17—油缸板 18—油缸 19—滑块底板 20—斜孔滑块体 21—斜孔型芯 22—定位圈 23—面板 24—前支撑柱 25—前推板26—中心杆套 27—油缸座板 28—前推板油缸 29—定模板 30—动模板 31—复位杆 32—限位块 33—顶针盖板34—支撑柱 35—顶针推板 36—底板 37—垃圾钉 38—推板套 39—保护柱 40—上模脚 41—浇口衬套 42—运水块43—导套 44—锁模片 45—边锁 46—导柱 47—计数器 48—流道块 49—拉料杆 50—顶针 PL1、PL2—分型面图4 模具结构Fig.4 Mould structure
浇注系统采用大水口浇注系统,浇口形式为侧边香蕉型浇口进胶方式,流道采用H型平衡流道布局方式,一级流道直径选用φ12 mm圆形流道,二级流道选用φ8 mm流道,香蕉形浇口进胶口直径φ1.2 mm,浇口采用2块镜像对称的流道块48拼合而成;一级、二级流道末端均设置有拉料杆49;浇口衬套41安装于定模板29上,以缩短主流道长度,保证熔融塑料在流道中的流动性充分。
冷却水路设计中,就单腔而言,采用3种冷却方式进行冷却,第一种为中央型腔镶件7采用水井进行冷却;第二种为型芯主镶件6采用双层式回形管道进行冷却;第三种是镶件单条管道冷却;水路管道直径都采用φ8 mm管道,为降低水路接入接出管道数量及安装复杂性,模具与外部水源的接通通过运水块42来集成。
模腔的排气依靠成型镶件间的间隙来排气,排气间隙δ≤0.02 mm。
模架的导向机构采用4副导柱导套导柱46、导套43的配合来实现,为保证模腔闭合时复位的精确性,导向机构特别增设了边锁45来增强定位。模具上,为保护模具模板不与底面接触,及保护油缸18,模具的地侧一面上设置了4根保护柱39;同时,为了防止模具装配后吊装时防止上下模的脱离,模具外部加装了锁模片44,将模具动模与定模临时锁紧在一起。
成型件中,单腔的成型件主要由内壁倒扣滑块5、型芯主镶件6、中央型腔镶件7、型芯结构槽镶件8、型腔镶件9、边缘倒扣滑块10、斜孔型芯21构成,这些成型件中,型芯主镶件6、中央型腔镶件7、型芯结构槽镶件8、型腔镶件9材料采用40Cr13,内壁倒扣滑块5、边缘倒扣滑块10、斜孔型芯21采用40Cr材料,成型面抛光至Ra0.8,成型件硬度HRC42以上。
模具的顶出机构采用顶针顶出,主要由顶针推板35的顶针顶出,顶出机构中,为防止顶出板的变形,顶针推板35的下方设置有垃圾钉,同时,为能满足灵活调整顶出高度的需要,顶针盖板33上设置了限位块32;推板套38用于模具顶出推板35与注塑机顶杆的联结。
模具为多腔模具,为此,为防止模具工作一段时间后,动模板30产生变形,增设了支撑柱34,通过底板36的刚度来增强动模板30的强度。为便于了解模具的工作寿命状态,模具上附加设置了计数器47来记录模具的开模次数。
塑件的侧抽芯脱模机构是本模具的设计难点,为实现图2所示的倒扣、边缘倒扣、斜孔3种特征的脱模,结合图3(b)所示,模具上设计了3种脱模机构来实现此功能。一种为前模推板驱动的前模弯销驱动内收抽芯机构,一种为斜导柱驱动的侧滑块抽芯机构,一种为油缸驱动滑块型斜孔抽芯机构。3种机构的设计分述如下。
(1)前模弯销驱动内收抽芯机构
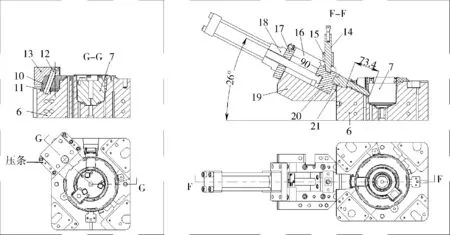
就单腔而言,每腔包含3个前模弯销驱动内收抽芯机构,单个机构组成如图5所示,其主要零件包括锁紧插块1、驱动弯销2、弯销耐磨板3、导向压条4、内壁倒扣滑块5;锁紧插块1、驱动弯销2通过螺钉紧固安装于前推板25上,而内壁倒扣滑块5通过导向压条4安装于型腔镶件9上,由前推板25驱动内壁倒扣滑块5来实施内壁倒扣的侧抽芯。前推板25由通过油缸座板27固定安装于定模板29上的油缸28来驱动,油缸28在模具的两端各设置一个。内壁倒扣滑块5的抽芯行程为6 mm。

1—锁紧插块 2—驱动弯销 3—弯销耐磨板 4—导向压条 5—内壁倒扣滑块 6—型芯主镶件 7—中央型腔镶件图5 前模弯销驱动内收抽芯机构Fig.5 Core-pulling mechanism driven by bending pin of the front mould
(2)斜导柱滑块侧抽芯机构
如图6(a)所示,就单腔而言,为实现塑件8处边缘倒扣的脱模,设计了4个斜导柱滑块侧抽芯机构来实施抽芯,单个机构的组件包括边缘倒扣滑块10、滑块滑动槽11、斜导柱12、锁紧块13;机构为常用型斜导柱滑块机构,边缘倒扣滑块10通过压条安装于型芯镶件6上,斜导柱12通过锁紧块13压紧安装于型腔镶件9上,斜导柱直径φ8 mm,斜角20 °,锁紧块斜角23 °,边缘倒扣滑块10抽芯行程5 mm。
a—斜导柱滑块侧抽芯机构 b—油缸滑块侧抽芯机构 6—型芯主镶件 7—中央型腔镶件 10—边缘倒扣滑块11—滑块滑动槽 12—斜导柱 13—锁紧块 14—锁紧插杆 15—插杆耐磨板 16—滑块座 17—油缸板18—油缸 19—滑块底板 20—斜孔滑块体 21—斜孔型芯 图6 侧抽芯机构Fig.6 Core-pulling mechanism
(3)油缸滑块侧抽芯机构
单腔中的斜孔的脱模采用图6(b)所示的单个的油缸滑块侧抽芯机构来完成,机构主要组成件包括锁紧插杆14、插杆耐磨板15、滑块座16、油缸板17、油缸18、滑块底板19、斜孔滑块体20、斜孔型芯21;机构中,斜孔型芯21镶拼安装于斜孔滑块体20上后,由油缸18驱动在滑块座16与滑块底板19组合成的滑动槽内滑动来实施对塑件斜孔特征的抽芯脱模。锁紧插杆14通过螺钉紧固安装于前推板25上,用于闭模时对斜孔滑块体20进行锁紧,防止注塑时其在注塑压力下松退,降低对油缸18的锁紧使用要求。
综合上述3种侧抽芯机构的特点,3种侧抽芯机构的成型件在模腔中的动作顺序依次为:(1)模具开模前,油缸28驱动前推板25先向上,打开面PL1先打开,即先保证内壁倒扣滑块5先抽芯脱模;前推板25先向上顶出时,锁紧插杆14解除对斜孔滑块体20的锁紧;(2)油缸18动作,驱动斜孔型芯21先抽芯;(3)模具在PL2分型面打开,斜导柱12驱动边缘倒扣滑块10完成侧面抽芯。
5 模具工作原理
实际工作时,如图4所示,模具的分型打开分2次打开,分别在PL1、和PL2处打开,其运动工作原理如下:
(1)注塑。模具装于注塑机后,闭合,注塑、保压、冷却完毕,等待开模。
(2)PL1打开.注塑机动模板带动模具动模后退前,油缸28动作,驱动前推板25向上打开,从而驱动模具上4个模腔内的12个内壁倒扣滑块5完成内抽芯,同步地,带动4个锁紧插杆14解除对斜孔滑块体20的锁紧。
(3)侧孔抽芯内壁倒扣抽芯完成后,4个油缸18动作,完成4个模腔内4个斜孔的侧抽芯。
(4)PL2打开。模具动模在注塑机带动下,模具在PL2分型面处打开,打开时,16个斜导柱12驱动16个边缘倒扣滑块10完成侧面抽芯。
(5)顶出。模具动模继续后退,注塑机顶杆推动顶针推板35上的顶针、拉料杆将塑件及流道废料从型芯镶件6上顶出,实现塑件的完全脱模。
(6)复位。模具的复位过程与开模过程相反。
6 结论
(1)结合轴承前罩塑件注塑成型自动化生产的需要,针对塑件形状不规则,自动脱模困难的问题,设计了其1模4腔两板式香蕉型浇口注塑模具,模具分两次分型打开,一次用于前模先抽芯机构的抽芯驱动,一次用于塑件模腔的打开和同步完成塑件外壁倒扣的侧抽芯脱模;
(2)为满足塑件内壁倒扣的成型脱模的需要,对模架进行改装,在定模一侧加装了由安装于定模板上的油缸驱动的前顶出板,通过该顶出板的驱动,带动前模内壁倒扣前模弯销驱动内收抽芯机构的弯销来驱动型腔内的内抽芯滑块来实现塑件内壁上倒扣的先抽芯脱模;塑件外壁倒扣的脱模采用斜导柱驱动滑块来实施侧面抽芯脱模,斜孔则采用油缸驱动斜型芯抽芯来脱模。