玻璃纤维增强PA6材料尺寸稳定性的影响因素
2019-08-06周雷
周 雷
(1.重庆科聚孚工程塑料有限责任公司,重庆 401332;2.中煤科工集团重庆研究院有限公司,重庆 400039)
0 前言
PA因其优异的综合性能广泛用于汽车、航天航空、通用机械、电子电气、仪器仪表、家用电器及办公仪器等领域。但PA材料在使用过程中,因PA分子链中酰胺基团具有较强的极性,容易与环境中的水分子形成牢固的氢键[1],产生吸湿膨胀,同时内应力释放收缩等因素容易导致产品尺寸发生变化,从而影响使用。
目前,国内外学者在吸湿性对PA材料性能的影响[2-9]和降低PA材料吸湿性[10-16]2个方面展开了大量的研究,而在吸湿性对PA材料在使用过程中尺寸的变化方面研究很少。Isabel Clavería等[17]对比使用PA6和PA66材料成型电子设备框架在使用过程中尺寸稳定性,发现PA6吸湿性、失湿性大于PA66,PA66产品的尺寸稳定性好于PA6;刘爽等[18]通过增湿处理来预防PA产品在使用过程中吸湿变形。以上工作只研究了吸湿性对PA材料尺寸变化的影响,本文通过双螺杆共混制备玻璃纤维增强PA6材料,模拟长期使用环境,研究不同环境湿度、成核剂、热处理对玻璃纤维增强PA6材料流动方向和垂直流动方向上的尺寸变化的影响,探讨影响玻璃纤维增强PA6材料尺寸的因素,为提高玻璃纤维增强PA6材料使用过程中的尺寸稳定性提供指导。
1 实验部分
1.1 主要原料
PA6,2400,广东新会美达锦纶股份有限公司;
玻璃纤维,ERS200-13-T635B,泰山玻璃纤维有限公司;
成核剂,P22,德国布吕格曼化工公司;
抗氧剂,1010,德国巴斯夫公司;
抗氧剂,168,德国巴斯夫公司;
硅油,1000,重庆佰士多化工有限公司。
1.2 主要设备及仪器
高速混合机,SHR-10A,张家港市曙光机械厂;
同向双螺杆挤出机,SHJ-36B,南京鸿铭挤出设备有限公司;
塑料注射成型机,HDX50,宁波市海达塑料机械有限公司;
高低温湿热三气试验箱,HUT-705P,重庆哈丁科技有限公司;
差示扫描量热仪 (DSC),STA409PC,美国TA 公司。
1.3 样品制备
将PA6(70 份)、成核剂(0、0.10、0.30、0.50、0.70 份)、抗氧剂1010(0.20 份)、抗氧剂168(0.20 份)、硅油(0.05 份)加入高速捏合机中混合均匀,然后加入同向双螺杆中,在第三段出加入连续玻璃纤维(30 份),经熔融、共混、挤出、牵引、造粒得到玻璃纤维增强PA6材料;从挤出机加料口到机头各段温度依次为220、230、240、240、240、240、240、240、230、230 ℃,螺杆转速为300 r/min;
将上述玻璃纤维增强PA6材料在110 ℃下干燥4 h,注射成型为待测试样(图1),其中注塑温度从下料口到喷嘴温度依次为220、230、240、250 ℃,连续成型10模,留最后5模,所有试样均采取相同注射温度、压力、速度。
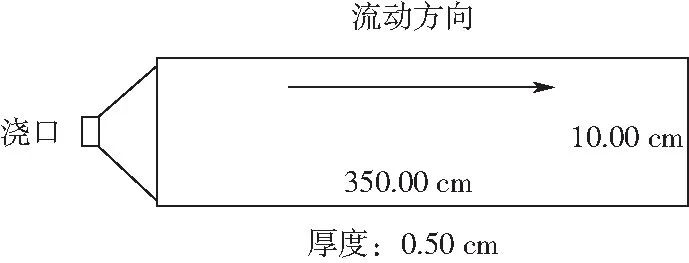
图1 试样尺寸示意图Fig.1 Sketch of specimen size
1.4 性能测试与结构表征
环境试验:在25 ℃室温下,将注塑试样放入棕色干燥器中调节24 h后,快速取出测试其流动方向上、垂直流动方向上的尺寸和质量作为原始数据;需热处理的试样放入140 ℃烘箱中热处理24 h后放入棕色干燥器中调节24 h,快速取出测试试样的流动方向、垂直流动方向上的尺寸和质量作为热处理后的数据。然后将未热处理和热处理的试样放置在25 ℃室温下不同湿度环境中,按照2、6、12、24、36、72、180 d时间间隔取样,快速取出,擦拭表面水分测试试样在流动方向、垂直流动方向上的尺寸和质量;环境湿度控制:环境温度为25 ℃,采用放有硅胶干燥剂的棕色干燥器调节相对湿度为0 %,采用恒温恒湿箱调节相对湿度为50 %,浸泡在去离子水中认为对湿度为100 %;尺寸变化率(L)、吸水率(S)分别按式(1)、式(2)计算;
(1)
(2)
式中S1——环境试验后的尺寸
S0——原始尺寸
W1——环境试验后的质量
W0——原始质量
DSC分析:称取退火后的 PA6 试样 5 mg左右,在氮气气氛保护下,以10 ℃/min 的速度从50 ℃升温至250 ℃,结晶度按式 (3) 计算;
(3)
式中Xc——结晶度
ΔH——熔融焓
ΔH100 %——结晶度为 100 % 时的熔融焓为190 J/g,玻璃纤维含量为30 %,取值133 J/g
2 结果与讨论
2.1 环境湿度对玻璃纤维增强PA6材料尺寸变化的影响
环境湿度对玻璃纤维增强PA6材料尺寸变化率的影响,如图2所示。从图中可以看出,环境湿度越大、时间越长,玻璃纤维增强PA6材料尺寸变化率越大。在相对湿度分别为50 %、100 %的环境试验180 d,玻璃纤维增强PA6材料流动方向上的尺寸变化率分别为0.13 %、0.36 %,垂直流动方向上的尺寸变化率分别为0.43 %、1.60 %;而在相对湿度为零的环境中,玻璃纤维增强PA6材料的尺寸只在前期稍微变小,在12 d时,流动方向上的尺寸变化率为-0.02 %,垂直流动方向上的尺寸变化率为-0.05 %,后期的尺寸几乎没有变化;垂直流动方向的尺寸变化率大于流动方向的。
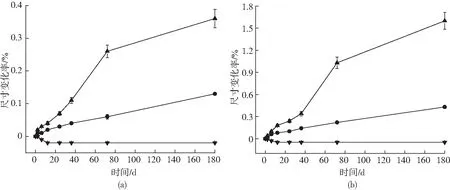
相对湿度/%:▼—0 ●—50 ▲—100 (a)流动方向 (b)垂直流动方向图2 环境湿度对玻璃纤维增强PA6尺寸变化率的影响Fig.2 Effect of ambient humidity on dimensional change rate of glass fiber reinforced PA6
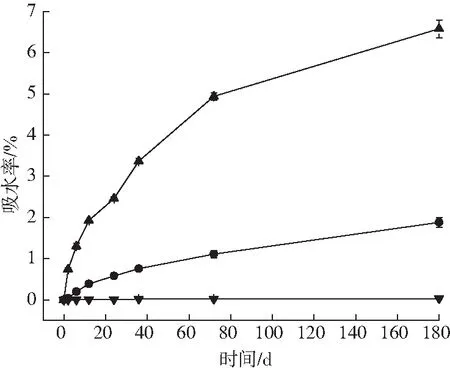
相对湿度 %:▼—0 ●—50 ▲—100图3 不同环境湿度对玻璃纤维增强PA6吸水率的影响Fig.3 Effect of ambient humidity on water absorption of glass fiber reinforced PA6
环境湿度对玻璃纤维增强PA6材料吸水率的影响,如图3所示。从图中可以看出,在相对湿度为零的环境中,玻璃纤维增强PA6材料的吸水率几乎为零;在相对湿度为50 %、100 %的环境中,环境湿度越大、时间越长,吸水率越大;在相对湿度分别为50 %、100 %的环境试验180 d时,玻璃纤维增强PA6材料吸水率分别为1.88 %、6.58 %;玻璃纤维增强PA6材料达到相同吸水率,环境湿度越低需要的时间越长,在相对湿度为50 %的环境中,吸水率到达1.88 %需要180 d,而在相对湿度为100 %的环境中,吸水率到达1.93 %只需要12 d。
吸水率对玻璃纤维增强PA6材料尺寸变化的影响,如图4所示。从图中可以看出,吸水率越高,玻璃纤维增强PA6材料的尺寸变化率越大,在吸水率相同时,玻璃纤维增强PA6材料在相对湿度为50 %环境中的尺寸变化率明显大于在相对湿度为100 %环境中。在相对湿度为 50 %的环境中,吸水率为 1.88 % 时,流动方向的尺寸变化率为 0.13 %,垂直流动方向的尺寸变化率为 0.43 %;而在相对湿度为100 %的环境中,吸水率为1.93 %时,流动方向的尺寸变化率为 0.04 %,垂直流动方向的尺寸变化率为0.18 %。

相对湿度/%:●—50 ▲—100 (a)流动方向 (b)垂直流动方向图4 吸水率对玻璃纤维增强PA6尺寸变化率的影响Fig.4 Effect of water absorption on dimensional change rate of glass fiber reinforced PA6
出现以上结果的原因是,玻璃纤维增强PA6材料使用过程中尺寸变化来自吸湿溶胀和内应力释放收缩。在相对湿度为零的环境中,玻璃纤维增强PA6材料无吸湿膨胀,尺寸变化只来自内应力释放收缩,玻璃纤维增强PA6材料内应力释放收缩在成型冷却过程中已几乎全部完成,使得内应力释放收缩对材料使用过程中尺寸变化影响较小,尺寸变化率小;在相对湿度为50 %、100 %的环境中,玻璃纤维增强PA6材料的尺寸变化主要来自吸湿溶胀,环境湿度越大、时间越长,材料与水分子的接触机会越多,吸水效率越高,吸水率越大,吸湿膨胀越明显,尺寸变化率越大;环境湿度越低,玻璃纤维增强PA6材料达到相同吸水率需要的时间越长,水分子有足够时间向玻璃纤维增强PA6材料的内部扩散,使整个产品吸湿溶胀均匀,因此尺寸变化率大。玻璃纤维增强PA6材料在成型过程中受压力作用使玻璃纤维向流动方向取向,材料的吸湿溶胀和内应力释放收缩受到玻璃纤维的束缚,而垂直流动方向受到玻璃纤维的束缚较小,导致流动方向上的尺寸变化小于垂直流动方向上的。
2.2 成核剂对玻璃纤维增强PA6材料尺寸变化的影响
前述研究表明,在相对湿度为零的环境中,玻璃纤维增强PA6材料尺寸只受内应力释放收缩作用,变化很小。因此本节只研究了在相对湿度为50 %、100 %环境中,成核剂对玻璃纤维增强PA6材料尺寸变化的影响。
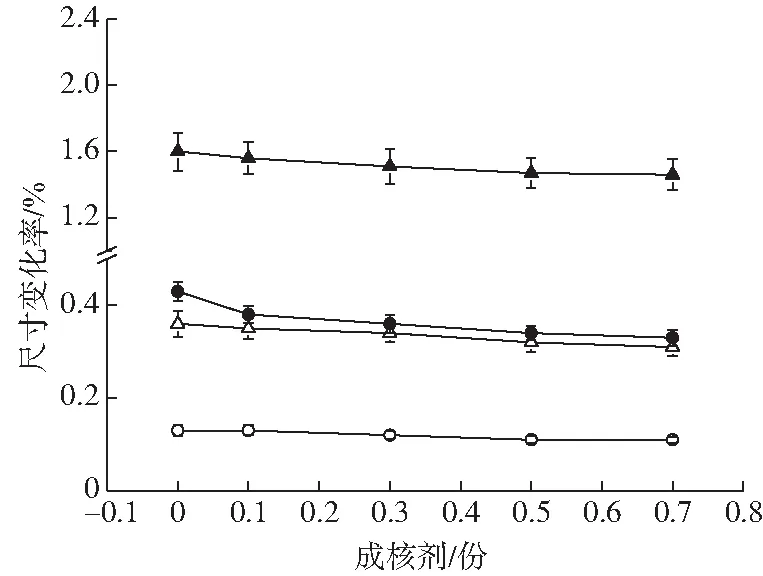
○—流动方向、相对湿度50 % △—流动方向、相对湿度100 %●—垂直流动方向、相对湿度50 % ▲—垂直流动方向、相对湿度100 %图5 成核剂用量对玻璃纤维增强PA6尺寸变化的影响Fig.5 Effect of nucleating agent dosage on dimensional changer ate of glass fiber reinforced PA6
在相对湿度为50 %、100 %环境中试验180 d,成核剂用量对玻璃纤维增强PA6材料尺寸变化率的影响,如图5所示。从图中可以看出,加入成核剂,玻璃纤维增强PA6材料的尺寸变化率减小,随着成核剂用量增加,玻璃纤维增强PA6材料尺寸变化率减小。当成核剂的用量为0.50份时,在相对湿度为50 %环境中,玻璃纤维增强PA6材料流动方向的尺寸变化率从未添加成核剂时的0.13 %降低到0.11 %,垂直流动方向的尺寸变化率从未添加成核剂时的0.43 %降低到0.34 %;在相对湿度为100 %环境中,玻璃纤维增强PA6材料流动方向的尺寸变化率从未添加成核剂时的0.36 %降低到0.32 %,垂直流动方向的尺寸变化率从未添加成核剂时的1.60 %降低到1.47 %;成核剂用量继续增加,玻璃纤维增强PA6材料尺寸变化率降低不大。
在相对湿度为50 %、100 %环境中试验180 d,成核剂用量对玻璃纤维增强PA6材料吸水率的影响,如图6所示,从图中可以看出,加入成核剂,玻璃纤维增强PA6材料的吸水率减小;随着成核剂用量增加,玻璃纤维增强PA6材料的吸水率减小;成核剂用量为0.50份,在相对湿度为50 %环境中,玻璃纤维增强PA6材料的吸水率从未添加成核剂时的1.88 %降低到1.70 %,在相对湿度为100 %环境中,玻璃纤维增强PA6材料的吸水率从未添加成核剂时的6.58 %降低到6.22 %;添加量继续增加,玻璃纤维增强PA6材料吸水率降低幅度不大。
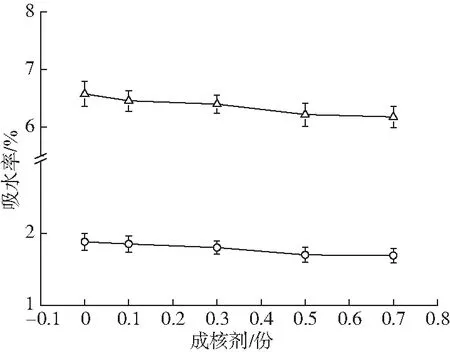
相对湿度/%:○—50 △—100 图6 成核剂添加量对玻璃纤维增强PA6吸水率的影响Fig.6 Effect of nucleating agent dosage on water absorption of glass fiber reinforced PA6
图7为玻璃纤维增强PA6材料的DSC第一次升温曲线,表1为DSC测试的结晶度数据。从图7和表1可以看出,添加0.5份的成核剂,玻璃纤维增强PA6的结晶度稍微提高,从未添加成核剂的29.4 %增加到30.03 %。
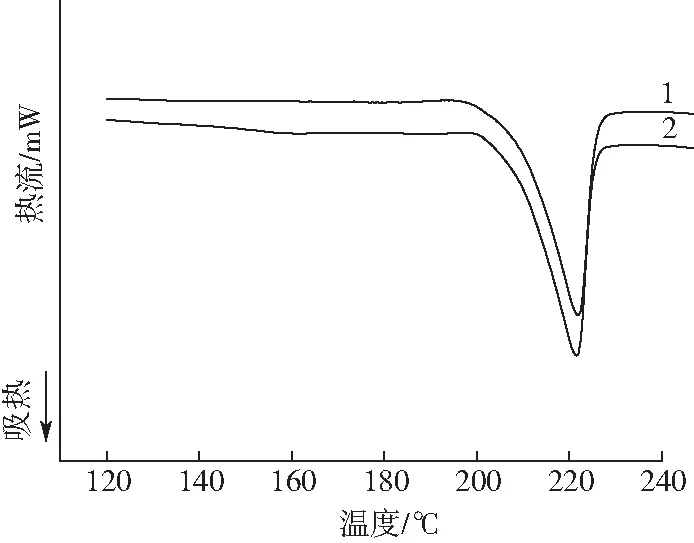
1—0份成核剂 2—0.5份成核剂图7 玻璃纤维增强PA6的DSC升温曲线Fig.7 DSC heating curve of glass fiber reinforced PA6
表1 玻璃纤维增强PA6的结晶度

Tab.1 The degree of crystallinity of glass fiber reinforced PA6
出现以上现象的原因是,成核剂的加入促进PA6材料的结晶,提高了结晶率,晶区能阻碍了水分子与酰胺基团的氢键形成[1],降低PA6材料的因吸湿导致的尺寸变化。但是对于玻璃纤维增强PA6材料,因为玻璃纤维的存在有异向成核作用,成核剂的加入对促进结晶的效果有限,玻璃纤维增强PA6的材料的结晶度稍微增加,致吸水率降低不大,降低玻璃纤维增强PA6吸湿溶胀作用不明显,尺寸变化下降很小。
2.3 热处理对玻璃纤维增强PA6材料尺寸变化的影响
在相对湿度为50 %环境中,热处理前后对玻璃纤维增强PA6材料尺寸变化率的影响,如图8所示。从图中可以看出,在未进行环境试验前(0 d),热处理导致玻璃纤维增强PA6材料尺寸变小;与热处理前相比,未添加成核剂玻璃纤维增强PA6材料热处理后的流动方向的尺寸变化率为-0.03 %,垂直流动方向的尺寸变化率为-0.18 %,添加0.50 份成核剂热处理后流动方向的尺寸变化率为-0.07 %,垂直流动方向的尺寸变化率为-0.26 %;环境试验180 d,未添加成核剂的热处理后的玻璃纤维增强PA6材料流动方向的尺寸变化率从热处理前的0.13 %降低到0.11 %,垂直流动方向的尺寸变化率从热处理前的0.43 %降低到0.30 %;添加0.5份成核剂的热处理后的玻璃纤维增强PA6材料流动方向的尺寸变化率从热处理前的0.11 %降低到0.07 %,垂直流动方向的尺寸变化率从热处理前的0.34 %降低到0.22 %。
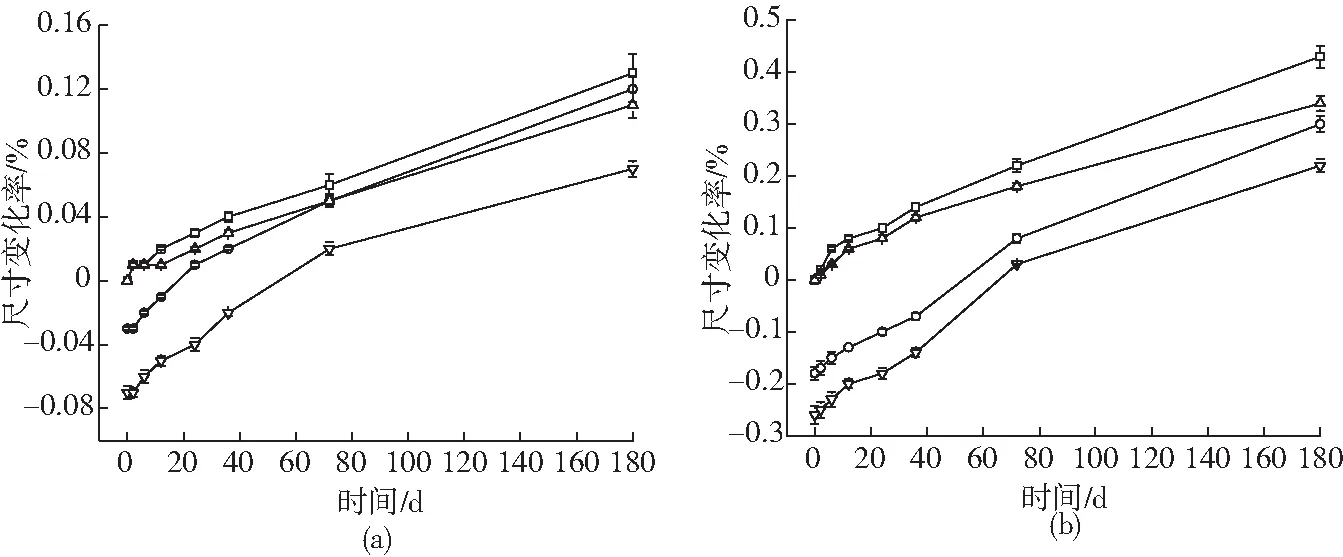
□—未加成核剂,未热处理 ○—未加成核剂,热处理 △—0.5份成核剂,未热处理 ▽—0.5份成核剂,热处理(a)流动方向 (b)垂直流动方向图8 热处理对玻璃纤维增强PA6尺寸变化的影响Fig.8 Effect of heat treatment on dimensional change rate of glass fiber reinforced PA6
热处理前后对玻璃纤维增强PA6材料吸水率的影响,如表2所示。从表中可以看出,不管添加成核剂与否,热处理导致玻璃纤维增强PA6材料吸水率稍微降低。图9为热处理前后玻璃纤维增强PA6的DSC第一次升温曲线,表3为DSC测试的结晶度数据。从图9和表3可以看出,热处理对玻璃纤维增强PA6材料的结晶度影响不大,只是结晶度稍微增加。
表2 热处理对玻璃纤维增强PA6吸水率的影响
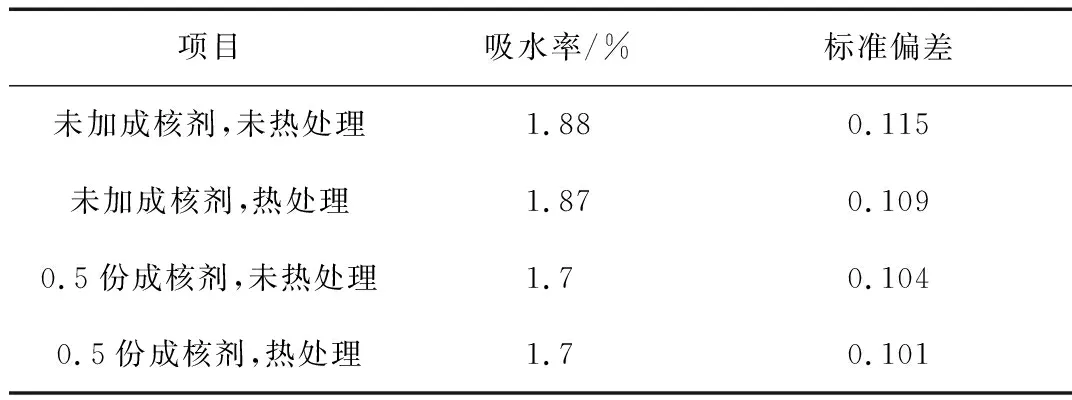
Tab.2 Effect of heat treatment on water absorption of GFPA6
注:相对湿度为50 %,实验180 d。
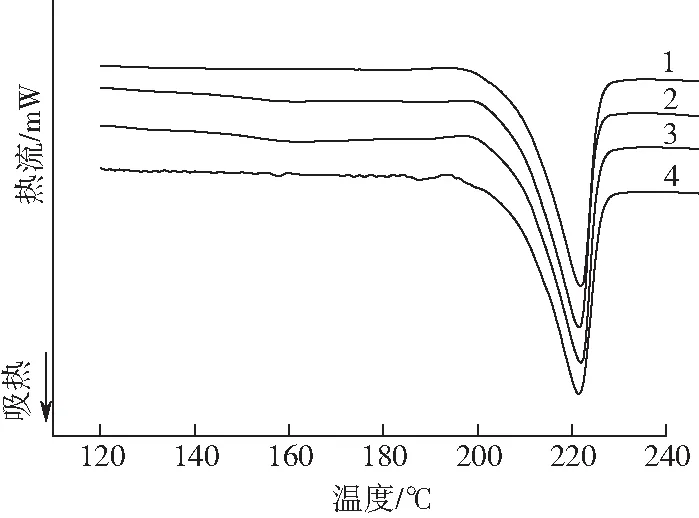
1—未加成核剂,未热处理 2—未加成核剂,热处理3—0.5份成核剂,未热处理 4—0.5份成核剂,热处理图9 玻璃纤维增强PA6的升温曲线Fig.9 DSC heating curve of glass fiber reinforced PA6
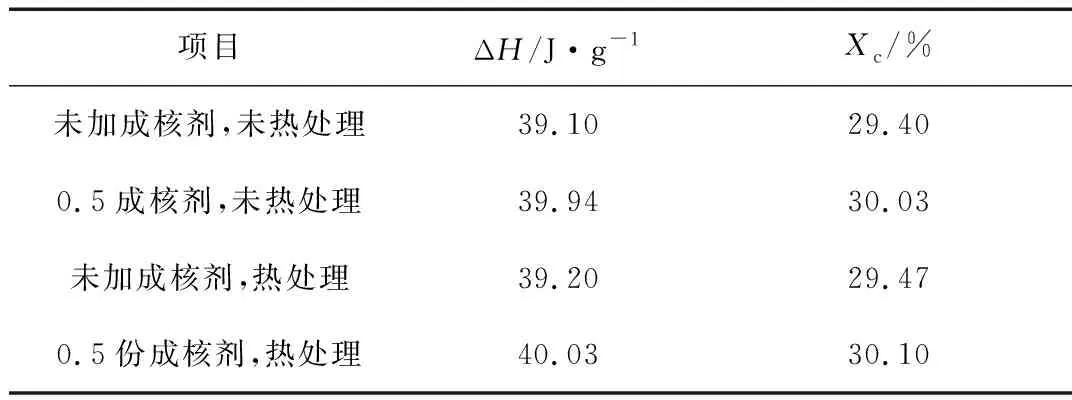
Tab.3 Crystallinity of glass fiber reinforced PA6
出现以上现象的原因是,热处理能使PA6分子链进行微观调整,消除玻璃纤维增强PA6材料的内应力,使得分子链规整,导致尺寸变小,添加成核剂有促进作用。但是PA6材料的结晶温度在190 ℃左右,热处理的温度不足以使PA分子大范围运动,重新进入晶格,因此宏观上热处理对结晶度影响不大[19]。热处理使玻璃纤维增强PA6材料内应力释放收缩尺寸变小,而环境湿度使玻璃纤维增强PA6材料吸湿溶胀尺寸变大,两个因素相反作用使玻璃纤维增强PA6材料的尺寸变化率降低。因此对玻璃纤维增强PA6材料同时进行热处理和吸湿处理是保持尺寸稳定性的有效方法[20]。
3 结论
(1)吸湿膨胀和内应力释放收缩共同影响玻璃纤维增强PA6材料的尺寸变化,前者在主导因素;环境湿度越大、时间越长,玻璃纤维增强PA6材料的尺寸变化率越大,垂直流动方向的尺寸变化率大于流动方向的;环境湿度越低,达到相同吸水率需要的时间越长,吸湿溶胀作用越明显,玻璃纤维增强PA6材料的尺寸变化越大;
(2) 添加成核剂,玻璃纤维增强PA6材料的结晶度稍微提高,吸水率降低,玻璃纤维增强PA6材料的尺寸变化率降低;用量为0.5份时最优,用量继续增加,玻璃纤维增强PA6材料尺寸变化率下降不大;
(3) 热处理能消除玻璃纤维增强PA6材料的内应力,使得分子链规整,导致尺寸变小,添加成核剂有促进作用;但是不足以使PA分子大范围运动,重新进入晶格,对玻璃纤维增强PA6的结晶度及吸水率影响不大;热处理使玻璃纤维增强PA6材料内应力释放收缩尺寸变小,而环境湿度使玻璃纤维增强PA6材料吸湿溶胀尺寸变大,相反作用降低玻璃纤维增强PA6材料的尺寸变化率。