《锆、铪及其合金蒸气(水)腐蚀试验方法》行业标准解读
2019-07-29白智辉惠泊宁张江峰
白智辉,惠泊宁,张江峰,周 军
(1 有色金属技术经济研究院,北京100080,2 西部新锆核材料科技有限公司,西安710299)
近年来国家大力发展核电产业,锆合金因中子吸收截面小,抗水侧腐蚀性能好,热传导性及加工性良好等特点,是核能领域最重要的结构材料之一[1]。随着我国核电技术的发展,特别是自主化知识产权“华龙一号”核电站的建设需求,对核反应堆的“第一道安全屏障”锆合金包壳材料的要求越来越高。耐腐蚀性能是衡量核用锆、铪合金性能优劣的重要指标,也是锆、铪材生产和产品验收的主要技术指标。2018年11月我国首次实现自主品牌的N36锆合金工业化规模生产。N36锆合金属于锆锡铌合金,其堆外性能、堆内辐照后性能等与国际领先的法国M5、美国Zirlo水平相当[2]。
现阶段我国核领域仍使用ASTM G2/G2M作为锆合金耐腐蚀性能试验的参考标准,但该标准方法细节描述不详细,且缺乏锆锡铌合金的相关要求,放气除氧等操作实施性较差[3]。因此目前急需建立适用于第三代锆合金使用的腐蚀试验方法标准,为此工信部下发《工业和信息化部办公厅关于印发2017年第一批行业标准制修订计划的通知》(工信厅科[2017]40号)的文,要求制定《锆、铪及其合金蒸气(水)腐蚀试验方法》有色行业标准,计划编号:2017-0162T-YS,起草单位为西部新锆核材料科技有限公司、第一验证单位为西北有色金属研究院、第二验证单位为中国核动力研究设计院与中核建中核燃料元件有限公司[4]。该标准的制定对于我国核电领域以及核动力领域具有重要的现实意义。
1 实验部分
1.1 仪器设备
1.1.1 高压釜
工作温度最高可达500℃,工作压力最高可达20MPa,无搅拌静态。釜体材质为1Cr18Ni9Ti或与之相当的不锈钢,或镍基合金。配套压力表、排气阀、安全阀、热电偶、温度控制装置、加热炉。
1.1.2 热电偶
精度I级。
1.1.3 压力表
精度0.5级。
1.1.4 电导率仪
精度2.0级。
1.1.5 电子分析天平
锆及其合金称量精度0.0001g,铪及其合金称量精度0.00001g。
1.1.6 千分尺
精度0.01mm。
1.1.7 游标卡尺
精度0.02mm。
1.1.8 样品挂具
镍基合金制成的挂具。
1.1.9 酸洗槽
材质为聚乙烯或聚丙烯等耐酸聚合物。
1.2 试剂或材料
除非另有说明,在试验中仅使用确认为分析纯的试剂和实验室二级水。
1.2.1 氢氟酸(ϱ=1.15g/mL)。
1.2.2 硝酸(ϱ=1.42g/mL)。
1.2.3 硫酸(ϱ=1.84g/mL)。
1.2.4 丙酮。
1.2.5 乙醇。
1.2.6 纯锆与锆锡合金酸洗液
量取580mL水置于1000mL塑料广口瓶中,用塑料量筒依次缓慢加入30mL氢氟酸、390mL硝酸,混匀。
1.2.7 锆铌与锆锡铌合金酸洗液
量取310mL水置于1000mL塑料广口瓶中,用塑料量筒依次缓慢加入90mL氢氟酸、300mL硝酸、300mL硫酸,混匀。
1.2.8 铪及其合金酸洗液
量取570mL水置于1000mL塑料广口瓶中,用塑料量筒依次缓慢加入40mL氢氟酸、390mL硝酸,混匀。
1.3 样品
1.3.1 取样
(1)锆及其合金管状样品:外径小于30mm的管材建议截取长度为(30~80)mm的管状样品,外径不小于30mm的管材建议截取长度为(6~10)mm的管状样品。
(2)锆及其合金板材样品:建议截取厚度×(20×30)mm的板状样品。
(3)锆、铪及其合金棒状样品:建议截取长度为(10~30)mm的棒状样品。
1.3.2 样品处理
将样品经打磨、标记,酸洗清洗、沸水漂洗、烘干冷却。
1.3.3 样品试验前称重与尺寸测量
将干燥冷却后的样品进行称重,锆及其合金称重精确至0.0001g,铪及其合金称重精确至0.00001g。测量样品的尺寸并计算表面积。
1.4 样品酸洗去除量试验
当委托方技术要求时,需对样品进行酸洗。将样品浸没于酸洗液中,在超声波环境和震动环境中进行不同时间的酸洗,测量样品的去除量,以及测量酸洗前后酸液温度变化量,分析能否通过控制酸洗时间确保有效控制样品酸洗的去除量为0.01mm~0.1mm。
1.5 称重前的冷却时间试验
将样品清洗后进行烘干,烘干后对冷却时间进行试验,分析10min~60min的冷却时间下样品重量是否能够稳定称量,确定最合适的时间。
1.6 装水量与排气量试验
结合真实气体状态方程,摸索实际状态下规定温度与压力的最合适的装水量,并拟合装水量运算方程并计算常数值。
1.7 排气温度试验
在100℃~200℃间不同的温度下进行排气试验,确定最合适的排气温度。
1.8 精密度试验
共四家实验室分别将样品进行平行试验,确定方法的精密度。
2 结果与讨论
2.1 酸洗去除量
样品酸洗时对表面去除量要求为(0.01~0.1)mm,在本试验方法的酸洗条件下,分别选用锆锡合金、锆锡铌合金、铪金属样品进行酸洗试验。在不同酸洗时间后进行尺寸测量,计算酸洗前后单面去除量,结果见表1。
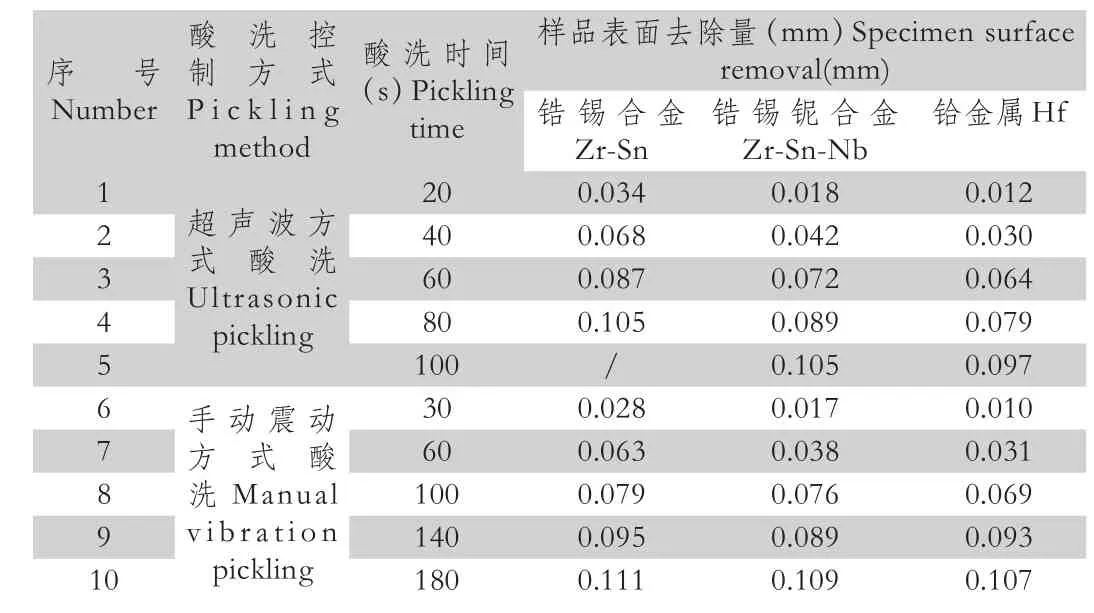
表1 不同酸洗时间后样品的单面去除量
由表1中试验数据表明控制酸洗时间可有效达到控制酸洗去除量为(0.01~0.1)mm的目的,其中超声波方式酸洗时间20s~60s较合适,震动方式酸洗时间60s~140s较合适。每次酸洗2支样品,酸洗前、后均测量酸液温度。酸洗时锆锡铌合金样品酸液温度(55~60)℃,锆锡合金样品酸液温度(36~38)℃,通过水浴恒温,试验过程中温度增加不显著,温升约为(3~5)℃。因此通过水浴恒温可有效控制酸液温度,通过超声波清洗的酸洗方法可有效去除酸洗过程中样品表面附着的难以去除的酸洗残留物。
2.2 称重前的冷却时间
试验方法要求称重前样品已经得到充分冷却,在烘干温度90℃的条件下,验证冷却时间20min是否合理。选用不同规格的锆样品,在烘干后室温条件下冷却并计时,进行称重试验,结果见表2。
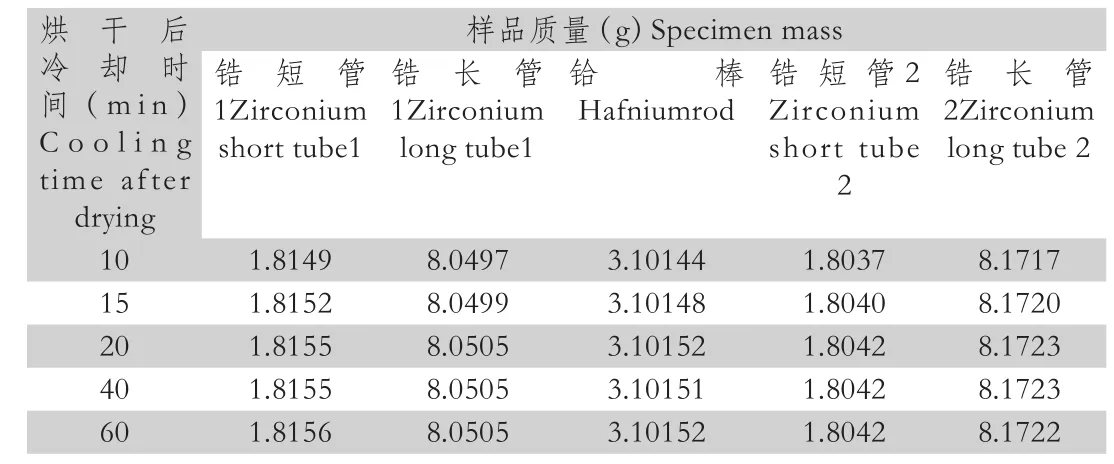
表2 不同冷却时间的称重结果
由表2可知,90℃烘干的条件下,冷却20min已经得到了稳定的称重结果,证明样品已经得到充分冷却。
2.3 装水量与排气量
2.3.1 实际装水量
真实气体状态方程详见式(1),将式(1)简化并换算后得到式(2)。

在干净的、完全漂洗过的高压釜内装入适量水。考虑排气除氧的需要,应额外装入不少于釜容积10%的排气用水L1,总装水量为排气用水量L1与实际需水量L0之和。实际需水量以L0计,按式(2)计算:

式中:
P ——目标压力,单位为兆帕(MPa),数据修约至0.01MPa;
V0——釜容积,单位为升(L),数据修约至0.01L;
V1——样品总体积,单位为升(L),数据修约至0.001L;
T ——目标温度,单位为开(K),数据修约至1K;
K ——常数,单位为兆帕每开(MPa/K),当目标温度335℃时,K=0.0929;
当目标温度360℃时,K=0.1584;当目标温度400℃时,K=0.3433;
b ——常数,0.43250。
注:对于均温区与釜容积相差较大釜,式(2)仅具有一定的参考价值。
通过改变装水量进行了多次试验用以验证式(2),得到的装水量与到温后压力的结果如表3及表4所示。

表3 360℃均匀水腐蚀装水量

表4 400℃均匀蒸气腐蚀装水量
通过表3、表4可验证证明,当高压釜容积与其均温区容积相差≤10%的高压釜,式(2)可准确有效的计算腐蚀试验用水体积。
2.3.2 排气量
在腐蚀时间超过70天的长期腐蚀试验中发现,排气量不足釜容积的10%时,部分样品表面氧化膜会产生白斑等现象。推测于釜内空气未能完全排除有关,釜内氧气在高温高压环境下加速了样品表面的氧化现象。因此排气量不宜小于釜容积的10%。
2.4 排气温度
将排气口连接橡胶软管通入装有水的量筒中,当釜内温度110℃时,釜内压力约为0.1MPa,打开排气阀门时观察水中软管排出的气泡速度很低。分析认为釜内压力过低时有空气倒流入釜内的风险。当釜内温度149℃时,釜内压力约为0.4MPa,打开排气阀门时观察水中软管排出的气泡速度较快,可顺利实现排气与排液。当釜内温度超过200℃时,会对排气阀门内的填充物造成损伤,甚至将损坏阀门。
在149℃开始放气,放气过程中温度在(110~200)℃范围间的腐蚀试验结果见表5。由表5可知放气过程中温度在(110~200)℃范围间不影响最终的腐蚀增重。

表5 不同排气温度的400℃均匀蒸汽腐蚀试验结果
2.5 腐蚀增重的计算
腐蚀增重以质量增加量与表面积比值W计,按式(3)计算:

式中:
W2——样品试验后重量,单位为毫克(mg);
W1——样品试验前重量,单位为毫克(mg);
A ——样品总表面积,单位为平方分米(dm2),数据修约至1×;
计算结果保留至小数点后两位。
2.6 精密度
2.6.1 锆及其合金腐蚀试验精密度
起草单位与验证单位的锆合金样品400℃均匀蒸气腐蚀试验结果统计对比见表6。

表6 锆合金样品400℃均匀蒸气腐蚀试验结果对比

14.83 15.90 15.94 15.66 10 16.43 15.59 14.22 15.28 11 15.92 14.97 15.08 15.54 12 16.28 15.96 14.88 15.28 Average 15.67 15.64 15.33 15.54 SD 0.6487 0.6574 0.7167 0.3229 RSD 4.14% 4.20% 4.68% 2.08%9
由表6结果经t检验得知,本试验方法的验证单位试验结果与起草单位结果无显著性差异,锆及其合金腐蚀后增重结果稳定,精密度良好。
2.6.2 铪及其合金腐蚀试验精密度
起草单位与验证单位的铪金属335℃与360℃均匀水腐蚀试验结果统计对比见表7与表8。

表7 铪金属样品335℃均匀水腐蚀试验结果对比
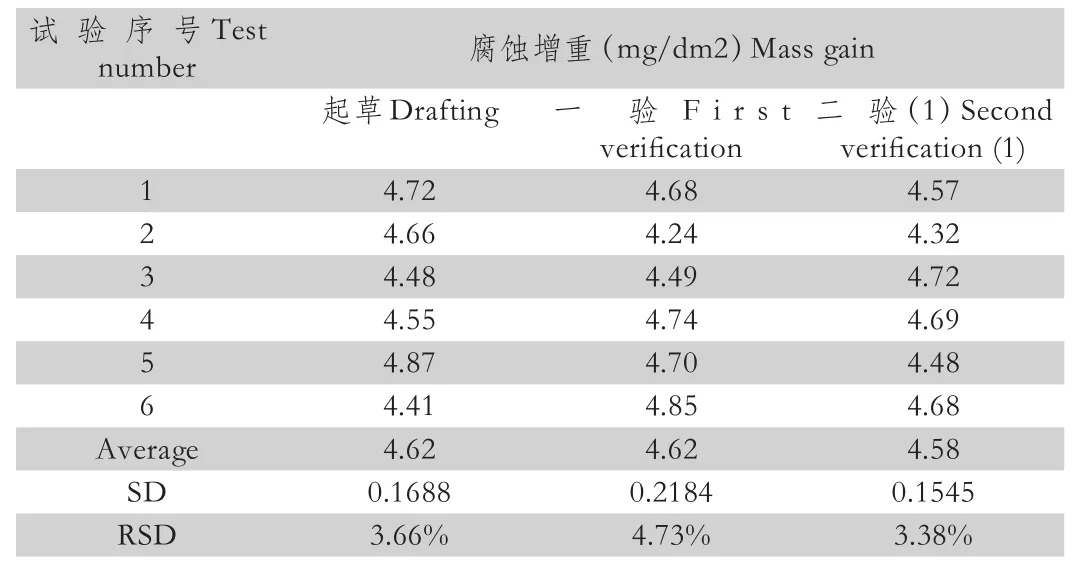
表8 铪金属样品360℃均匀水腐蚀试验结果对比
由表7与表8结果经t检验得知,本试验方法的验证单位试验结果与起草单位结果无显著性差异,铪及其合金腐蚀后增重结果稳定,精密度良好。
3 结语
《锆、铪及其合金蒸气(水)腐蚀试验方法》的制定,规范了我国核用锆、铪及其合金材料对外腐蚀性能试验方法,有助于我国核结构材料的发展。通过解读标准中样品酸洗去除量、样品称重前冷却时间、试验装水量与排气量、排气温度等关键技术指标,帮助标准使用者更好的理解标准的主要技术内容。
