平台二线法测量技术及应用
2019-07-26赵广军张常玲董志修姜春茂刘巍巍孙丽华孙家利
赵广军 张常玲 董志修 姜春茂 刘巍巍 孙丽华 孙家利
(北方华安工业集团有限公司,黑龙江 齐齐哈尔,161046)
1 技术原理
平台二线法测量技术采用的量具和辅助工具,包括4等量块、1级千分尺、0~1级平台、德国蔡司K值盒内的4mm0级量针两只、一级刀口尺及一级方箱。利用平台、方箱等建立测量基准基础平面,利用圆棒的外圆与量规的外圆接触,用千分尺测出的值的间接测量,通过函数计算求证出图示的各项尺寸。
1.1 本技术测量解决的问题

图1 锥度量规图
以某产品口部锥孔检测所使用的锥度量规为例(如图1所示),由图1可见,按国家标准设计的此种锥度量规的基准面在量规的大端面,而利用平台进行两线测量时,测量基准面必须是量规的小端面。然后利用二线法(如图2所示)所测量的数据通过函数计算求出 尺寸所在的高度尺寸 ,再利用工具磨床加工出大端基面和 尺寸,才能保证锥度量规的基面上的 和 尺寸的量值准确。按此方法加工成品后符合设计基准、工艺基准、装配基准的三统一原则。
基面上的 尺寸为量规的最小极限尺寸,基面到上端面的直径尺寸为量规的最大极限尺寸。用此量规检测锥孔时,锥孔端面在量规基面与M高度面之间表示工件合格。
2 操作方法
2.1 操作步骤
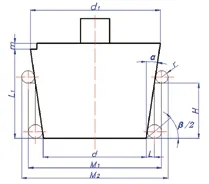
图2 两线法测量示意图

图3 轴切法测量外圆锥度量规示意图
如图2所示,用刀口尺检测小端面平面度、量规外圆母线直线度合格度后将锥度量规用方箱上的夹紧装置夹紧,用4mm量针、量块、千分尺、刀口平尺分别测出等尺寸。利用函数计算求证出 尺寸,根据图示给定的基本尺寸与给定的公差值与实测的比较,就能判断出量规是否合格。
2.2 计算步骤
2.3 与其他检测方法比较
(1)利用万能工具显微镜用影像法测量圆锥度量规,由于单侧来光照射使量规大端面影像不清,所以测量精度很低,保证不了量规的设计要求。
(2)利用万能工具显微镜轴切法测量外圆锥度量规,虽然测量原理以及工件安装与影像法相同,不同之处是,轴切法测量时,主显微镜必须用3X物镜,此时不需要调整光圈,在测量锥体的大、小端直径和时,采用测量刀,如图3所示。
选用0.3mm刻线的斜刃测量刀,将其放在专用垫铁上,用弹簧板压住,将锥度量规夹在顶针架上,调整测量刀,按图3所示,与被测锥度量规紧密贴靠,然后用目镜中十字线两旁距交点近的一对平行虚线,分别和大端锥体两侧的测量刀上的0.3mm刻线压线,便可获得纵、横向读数,横向两次示值差便为大端处。以相同方法求得小端直径、纵向两测量力之间的轴向距离L,将这些数据代入公式中就可求出锥度△与锥角a。

2.4 本技术优点
与三坐标测量机、光学仪器等方法相比,本测量方法具有装夹快速,操作简便,一次装夹不需做任何调整,即可将所有需要测量的参数全部测出,且测量精度高,特别适合批量检测。本测量方法不需精密测量仪器,也不需要有特别好的测量环境,根据被测工件的实际使用情况,有测量必须的通用量具和辅助工具,即可测量锥度量规或锥度工件,极大提高了量规的检测效率。
3 结论
采用本测量技术,检测测量热冲压冲子、冷拔伸冲子及锥度工件近千件,操作可靠简便,检测结果准确。目前,该方法已在专用量具计量检定工作中广泛应用,极大地提高了量规及工件的检测效率,且测量精度高,特别适合批量检测。
