自动生产线交互信号分析与应用
2019-07-26张峰刘义强
张峰 刘义强
通用技术集团大连机床有限责任公司 辽宁大连 116063
随着工业技术发展,工业机器人自动化生产线已成为自动化集成装备的主流及发展方向。根据生产线的布局的不同,直线型布局的可以用桁架机器人作为生产线的装料与卸料机构;星型布局的加工单元可以用关节机器人作为生产线的装料与卸料机构。无论是哪种规模的生产线,设备之间的通讯方式和信号的交互是不可缺少的。
1 数控机床常用通讯方式
为了更好的协调桁架机器人与数控机床的工作,就需要建立机器人和数控机床之间安全可靠的通讯机制[1]。常见的有modbus通讯协议、RS-232通讯协议、RS-485通讯协议、HART通讯协议等等。
在实际应用时我们的控制网络的应用概括地说就是两条线,一条以 profibus 总线和工业以太网网络以及 as-i 接口组成的第一条线 ;另一条以 PPI、MPI 和点对点接口为控制网络的另一条线,是专用的通讯网络控制[2]。在选择将要使用的控制网络时,要了解自身需要网络的具体类型,对于通讯网络的传输速率,传输距离和传输容量方面有要求的应该着重选择我们整理出来的第一条线,其中包括 profibus 总线和工业以太网网络以及 as-i 接口,这三种选择在通讯网络的传输速率,传输距离和传输容量三个方面更加优秀,而且功能丰富,但是有利也有弊,这三个选择需要使用者添加一些软硬件设备,成本略高。而第二条线中的三个选择包括的 PPI、MPI 和点对点接口中,其资金投入相对于第一条线成本略低,但性能较之逊色不少,而且操作性不高[3]。
2 交互信号分析
在整条生产线的运行过程中,数控机床与桁架机器人的状态是动态变化的,需要通过采集状态信息,无论才有哪种通讯方式,状态采集的交互信号归结为如图1所示:

图1 生产线交互信号
根据图1生产线交互信号,确定信号动作的时序:①生产线所有设备开机联机动作前准备;②准备完成后,切换到联机模式;③数控机床上料向机器人发出上料请求信号;④机器人获得上料请求信号;⑤机械手到达夹具位置后指令数控机床夹具夹紧;⑥数控机床夹具夹紧完成后通知机械手可以离开;⑦机器人离开数控机床内部,通知数控机床上料完成,数控机床开始循环启动;⑧机床自动加工,加工完成后,再次发出上料。
3 数控机床PMC控制
根据数控机床PMC控制逻辑,和信号动作时序的分析,确定桁架机器人的控制逻辑,如图2所示:
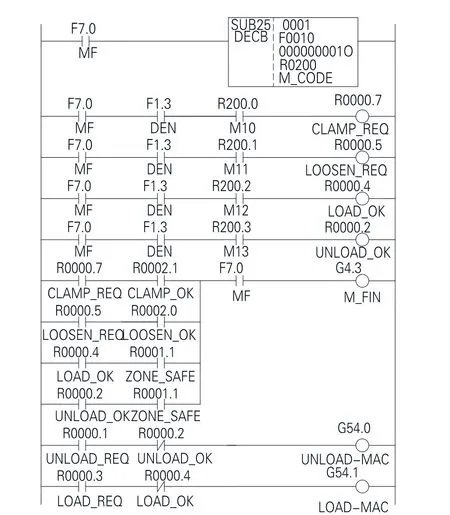
图2
从图2中可以看到,R0000.1与 R0000.3 为数控机床呼叫卸料与装料,触发用户程序接口信号G0054.0与G0054.1;R0002.0与 R0002.1为数控机床告知夹具松开和夹紧完成,R0000.2与R0000.4为机器人告知机床卸料和装料完成,通过M13,M12触发,R0000.5与 R0000.7为机器人告知机床夹具松开和夹紧,通过M11,M10触发。
4 桁架机器人动作程序
根据自动装卸料的动作要求,桁架机器人的动作NC程序可以按以下步骤编写:①判断装卸请求,卸料请求跳转到②,装料请求跳转到③;②执行机器人移动到数控机床夹具位置,指令机床松开工件,机器人夹紧工件,完成,跳转至①;③执行机器人移动到毛坯工件位置,指令机械手夹紧工件,移动到数控机床夹具位置,指令机床夹紧工件,机器人松开工件,机器人移动到安全位置,装料动作完成,跳转至①。
5 结语
通过调试发那科数控系统控制的生产线,证明了逻辑程序和NC程序编制的正确性。其中提高数控机床与外围设备的通讯速度与稳定性,也必将成为未来数控机床生产线技术的发展方向。