一种铰接类零件加工工装设计
2019-07-26任民
任民
贵州大学机械工程学院 贵州贵阳 550000
1 零件简介
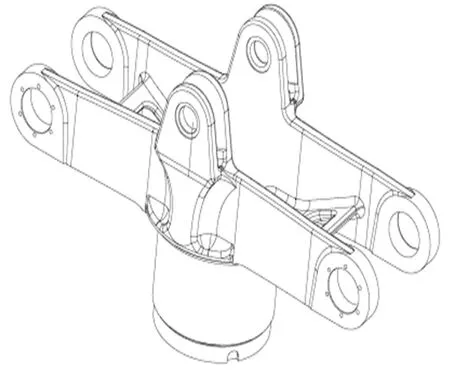
连接座零件模型
在立车上加工该链接座时,为了能使加工实现快速的定位,从而提高加工效率,同时保证加工尺寸精度和表面质量、降低劳动强度等方面出发,需要设计加工辅助工装一套。
2 工装设计基本原则
在进行每一套工装设计时,工装夹具上的定位部位(定位设计),都应该选用零件的重要尺寸和关键部位,同时确定定位主基准(第一基准)和定位次基准(第二基准)。第一基准原则上应该与设计图保持一直。若不能保持一致时,在通过一定的计算后,可以将设计基准转化作为工艺基准,但最终加工出的零件必须保持设计的相关基准要求。零件在工装上定位后,一般要采取夹紧措施,使得零件在加工的过程中,不会因为受到外力而产生相对运动,同时零件在加工的过程中,因为受力、机床震动等会产生一定的变形、位移和振动,这些都将对零件的最终加工质量产生影响[1]。
3 定位元件的设计
而对于零件连接座来说,由于是采用孔及端面为定位基准,因此选择定位销即定位芯轴的作为定位元件,通过支架及定位芯轴的方式实现零件的最终定位。
由于定位孔为ф75H8的孔,因此,按照工装设计常用的配合精度,芯轴的定位外圆设计为ф75g6,其与零件定位孔之间为间隙配合,方便装夹。另外,由于实心芯轴质量过重,在使用时不易安装,为提高工装的使用效率,降低工人的工作强度,我们在芯轴上设计了一个直径ф50、深305的减轻孔,以降低芯轴的重量[2]。

定位芯轴示意图
另外,由于零件加工时会产生一定误差,会对零件定位产生影响,因此,我们在设计工装芯轴定位支架时,将支架上定位孔设计成V型,同时在支架上设计可调支撑,以防止由于每个零件4-ф75孔实际尺寸的不一致,导致零件无法装夹[3]。
4 夹紧结构的设计
而对于零件连接座来说,首先,我们在定位芯轴一端设计螺母,另一端设计可调支撑,通过这两种装置,将连接座在左右方向实现夹紧。其次,由于连接座左右伸出部分上端面为平面,可以作为夹紧位置,因此我们在其侧边设计了压板来限制其在上下方向的移动。

连接座装夹定位示意图
5 工装设计简图
最终工装设计简图如下:

工装设计简图
6 结语
全地形车是我公司的拳头产品,在我公司未来发展纲要里提出,要进一步推进全地形车的国产化,将该产品打造为真正意义上的中国制造。基于此背景我公司建立了全地形国产化研究团队,进行全地形国产化的研究工作。而在这一过程中,以铰接装置的研究最为困难与重要。本文也是在该背景下进行和完成的。本文以铰接装置连接座为例,详细介绍了在国产化过程中,零件加工辅助工装的设计。