浅谈数控激光切割时间定额的编制方法
2019-07-25秦万春
秦万春

摘要:近年来,国内制造业迅猛发展,先进的数控设备被投入使用。多数企业引进了通快、百超和田中等高精度的激光切割设备,来提高产品质量,满足零件的高标准要求。拥有先进的机械设备,就要制定科学的、先进的劳动定额标准。因此,本文以德国通快TRUMPF公司激光切割设备Trulaser 3040为例,分析数控激光切割设备加工零件的过程,简要说明如何编制数控激光切割时间定额的方法。
Abstract: In recent years, the domestic manufacturing industry has developed rapidly and advanced numerical control equipment has been put into use. Most companies have introduced high-precision laser cutting equipment from TRUMPF, Baichao and Tianzhong to improve product quality and meet the high standards of parts. With advanced machinery and equipment, it is necessary to establish scientific and advanced labor quota standards. Therefore, this paper takes the Trusser 3040 laser cutting equipment from TRUMPF, Germany as an example to analyze the process of machining parts of numerical control laser cutting equipment, and briefly explains the method to prepare numerical control laser cutting time quota.
关键词:定额标准;激光切割;数控
Key words: quota standard;laser cutting;numerical control
中图分类号:F243.3 文献标识码:A 文章编号:1006-4311(2019)18-0272-03
1 数控激光切割设备简介
数控切割代表了高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。数控激光切割机工作原理:首先编制程序、将程序输入数控切割机的控制系统,控制系统发送前进、后退、左、右的指令到机床驱动系统,控制电机的正反转及转速带动机床行动,由此实现对割枪的控制。随着各企业的生产需要,大功率、大幅面的设备被广泛应用。如加工金属薄板件性能突出的瑞士百超激光YSTAR 4020,其工作台尺寸5800mm×3900mm,最大功率4000W。具有较高功率的德国通快设备Trulaser 3040,工作区域最大纵向尺寸4000mm×2000mm,通快射频CO2激光发生器5000W,工件定位精度(VDI/DGQ3441标准):±0.1mm/m,切割最大的碳钢厚度20mm、不锈钢12mm。通快设备Trulaser 3040的特点主要是:精度高、切割速度快、热影响区小、不易变形和切缝平整等特点。通快设备优越的切割性能,对于满足国际标准ISO2768,也能做到游刃有余。因此,本文以通快设备Trulaser 3040为例,浅谈数控激光切割时间定额的编制方法。
2 数控激光切割定额的时间构成
T批量=T准终+T单*批量
T单=T切*(1+K)
K:布、休、辅助时间占作业时间比例百分比。
①准终时间:它是每批零件投产前进行必要的准备和投产完毕后进行整理工作所需要的时间。每一批零件发生一次,单独使用。根据实测和日常统计分析确定。
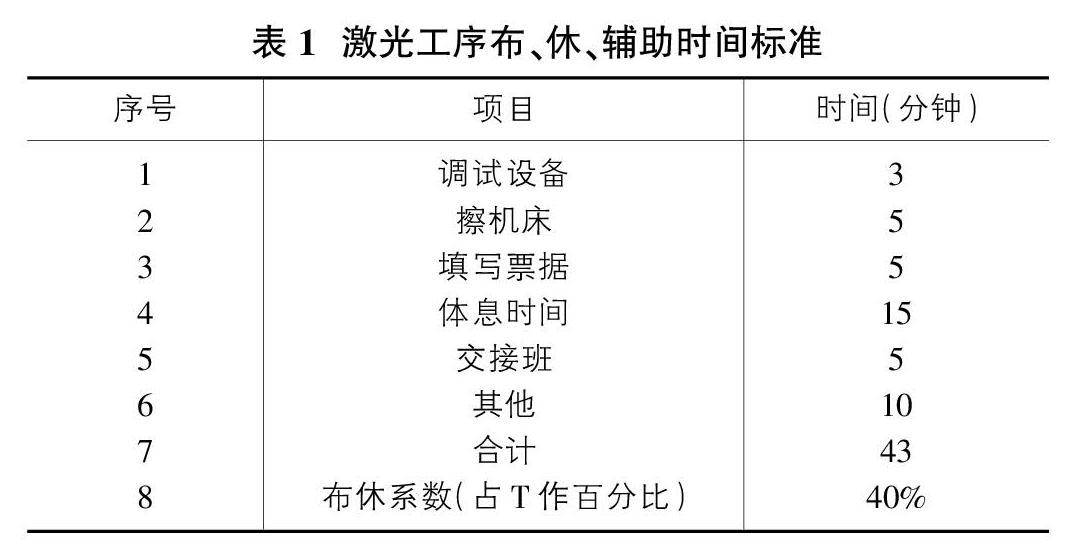
②布、休和辅助时间:根据实测确定。布、休和辅助时间不单独给出,按作业时间百分比摊入定额,具体项目和时间(见表1)。
③作业时间:激光设备执行程序到完成零件切割所用的时间。作业时间受材质、板材厚度和零件几何形状的影响。材质和板材厚度影响激光切割的速率、穿孔时间。执行相同速率的零件,切割直线速度要快于切割弧线速度,所以几何形状影响切割时间。
3 原始数据收集與整理
①切割长度L:激光割枪根据预先编写的程序,行走至整个零件切割完成后的轨迹。根据计算机软件或者图纸计算出零件切割长度,并加上工艺尖尺寸。
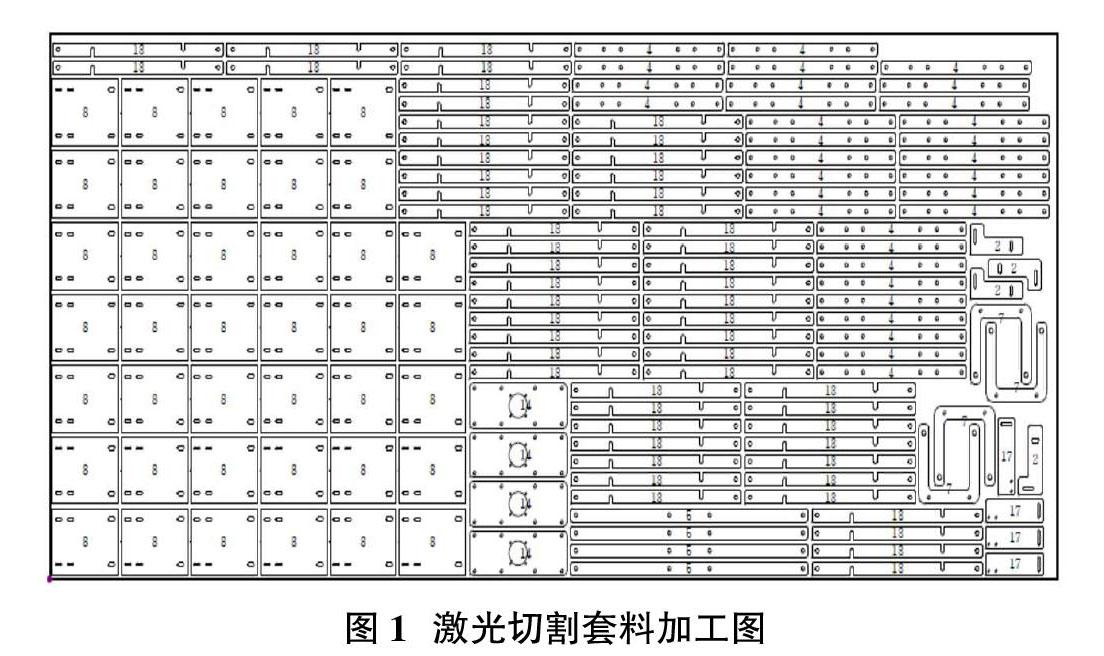
②激光平均切割速度的确定:对激光切割工序进行写实时,发现激光切割多为套料加工(见图1)。在记录切割时间时,应记录整张板材的切割时间,并计算套图内全部零件的切割长度,用于测算平均切割速度的基础数据。写实数据要针对同一厚度的多张套料板材,进行记录,取算数平均值。不能以点带面,以一张套料的写实数据确定计算激光切割的平均速度。受到板材材质、厚度的影响,测算平均切割速度时,要对相同材质不同厚度的板材分开写实,保证定额水平的合理性。(见表2)
③平均切割速度数学模型的建立:
首先将表2中相同板厚不同切割长度及相对应的定额时间值,在直角坐标系中描点连线(见图2)。根据图线判断,时间与切割长度之间的关系为:L=VS即V=L/S。
④在各项数据标准确定后,即可计算出通快激光不同板厚的平均切割速度(见表3)。
4 数控激光切割单件时间定额标准数学模型的建立
在确定了T切割时间、辅助时间及布、休时间的基础上,建立激光切割时间定额数学模型:T单=L/v*(1+K)。
标准验证:3mm厚度的碳钢零件W切割长度为1552mm,查表3知道通快激光3mm碳钢零件的平均切割速度为53.2mm/s,系数K值0.4,计算得出零件W单件定额时间为0.7分钟。而实际测时计算出零件W单件定额时间为0.75分钟,定额偏差9%。
经过分析图纸和实际观察,查找定额水平偏差较大的原因。发现零件在切割前均需要穿孔,而穿孔速度较快,极容易忽略。分析不同厚度的穿孔数据(见表4)。
①将表4随零件厚度的变化而变化和的穿孔时间定额在直角坐标系中描点连线(见图3)。
②计算系数,建立穿孔时间数学模型。根据图3中图像变化规律,明显看出图象是一条不易计算的弧线,为计算方便,将弧线分为H1mm-H12mm段和H13mm-H16mm段。
H1mm-H12mm段方程为:T穿=KHn
任选两组数据:H3mm,T穿孔定额0.126s,H8mm,T穿孔定额0.98s,分列方程组:
0.126=K3n
0.98=K8n
解方程组:得,
n=2.08
K=0.013
H1mm-H12mm段穿孔时间定额模型为:T穿=0.013H2.08 (H<13)
由于13mm以上需脉冲穿孔,加工时间及加工方式产生变化,所以H13mm-H16mm段图像的方程为:T穿=KHn+b
根据图像,令b=2.24。
选15mm和16mm的两组数据代入方程:T穿=KHn+b,解方程组:得,
n=0.11
K=62.7
因此H13mm-H16mm段穿孔时间定额模型为:T穿=62.7H0.11+2.24(H≥13)
综上所述,数控激光切割的时间定额标准数学模型为:
T单=L/v*(1+K)+0.013H2.08*穿孔次数 (H<13)
T单=L/v*(1+K)+(62.7H0.11+2.24)*穿孔次数(H≥13)
5 批量生产激光切割设备时间定额标准的编制
根据激光切割定额时间的构成,在批量生产中T准终时间是实际生产中必须发生的,通过日常数据的记录、分析,确定批量生产中T准终时间标准。(见表5)
固定了T准终时间,核算零件单件定额工时,以及一批次生产的零件数量,将数据带入批量生产定额的时间构成,最终建立批量生产的时间定额的数学模型:
T批量={22+L/v*(1+K)+0.013H2.08*穿孔次数}*一批次零件数量(H<13)
T批量={22+L/v*(1+K)+62.7H0.11*穿孔次数}*一批次零件数量(H≥13)
劳动定额标准化,是企业劳动定额科学管理的基础。制定数控激光切割的工时定额标准,將是企业内部劳动定额科学技术管理的趋势。
参考文献:
[1]梁益寿,郭建国,杨俊彪,张桂云.劳动定额编制原理与方法.北京市机械工业管理局.北京机械工业劳动管理协会,1987.
[2]霍连荣.浅谈加强企业劳动定额管理[J].科技创新生产力,2014(2):241.
[3]安存胜,聂福全.薄板数控激光切割工艺特点及设备[J].工程机械,2013(02).
