TFT-LCD的Line Zara失效机制及改善
2019-07-25朱凤稚苏彦新沈武林郁信波
王 欢,于 翔,朱凤稚,苏彦新,沈武林,郁信波,刘 旭
(成都京东方光电科技有限公司,四川 成都 611731)
1 引 言
近年来,随着智能手机、智能穿戴产品的迅猛发展,消费者对小尺寸液晶显示(TFT-LCD)产品的各方面要求逐渐提高。为了满足智能穿戴产品的市场需求,小尺寸TFT-LCD必须能够实现轻薄化,同时不影响产品的正常画面显示。目前TFT-LCD的轻薄化主要依赖于减薄技术(Slimming),而各大面板厂商的主流减薄方案是将对盒后厚度为0.8 mm(0.8 T)的屏送至减薄厂进行减薄,最终得到的TFT-LCD厚度仅为0.4 T或0.36 T。
目前,减薄后的小尺寸TFT-LCD面临着批次性爆发的Zara类不良,严重影响了产品的良率和品质。现有的Zara类不良可简单地分为漏光类Zara[1]和异物类Zara[2]。其中异物类Zara的发生率最高,发生原因可分为以下几类:(1)取向膜(聚酰亚胺,PI膜)进行摩擦配向工艺时,摩擦布上的异物掉落或PI膜因摩擦受损而产生Zara,可通过更换摩擦布、调整取向工艺参数或增加PI膜厚度进行改善[3];(2)PI膜进行光配向工艺时,PI膜分解产物的残留物导致Zara,可通过加热修复或调整光配向的温度条件改善[4];(3)在减薄工艺的抛光阶段,彩膜(Color Filter,CF)上的柱状隔垫物(Photo- Spacer,PS)及其表面的PI膜因挤压和摩擦受损导致Zara,可通过调整抛光工艺参数或开发高强度的PS改善[5]。同时,有一类Zara多沿液晶盒某一条边呈线性分布,称之为Line Zara[6]。
2 Line Zara失效机制
现有的大量研究表明[5-6],Line Zara的发生多是CF上的PS及其表面的PI膜因挤压和摩擦受损造成,即Line Zara的失效可归结为摩擦力和挤压力共同作用的结果,故可将Line Zara的失效模型简化为材料力学中的梁在简单载荷作用下的受力问题。
图1是典型的TFT-LCD截面示意图,其中框胶作为粘结剂,连接TFT与CF,同时起到支撑作用;而PS均匀分布在盒内的CF面。图2为PS与TFT沟道的相对位置示意图,其中PS与TFT侧的半个沟道相接触,主要起到支撑盒厚的作用,所以当受到外部作用力时,PS的表面首先与TFT侧沟道发生相互作用。当对盒玻璃受到振动或挤压等外部作用力时,玻璃会向上或向下发生弯曲形变,此时玻璃的受力情况可简化为简支梁在均布载荷q下发生弯曲变形的模型,如图3所示。
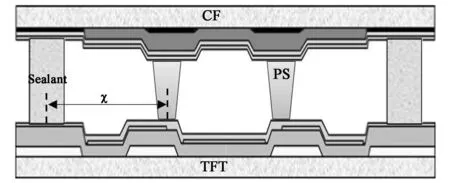
图1 TFT-LCD截面图Fig.1 Cross section diagram of TFT-LCD

图2 PS与TFT面沟道的接触示意图Fig.2 Schematic diagram of relative position with PS and TFT channel

图3 玻璃受外力时弯曲形变示意图Fig.3 Schematic diagram of glass bending deformation by external force

图4 玻璃弯曲时点A的受力分析图Fig.4 Schematic diagram of A point force analysis
此时选取一点A,由材料力学的相关理论可知[7],点A受到剪力FA的作用。当玻璃发生弯曲形变时,剪力FA可分解为水平方向分力Fx和法向的分力Fz,如图4所示。此时的FA、Fx、Fz的大小由以下公式决定:
,
(1)
(2)
其中:载荷q的大小与振动或挤压等外部作用力成正比。当x为0时,即在支点位置,玻璃弯曲变形的转角最大,且转角大小与外部载荷q成正比[7]。
玻璃基板上的每个液晶盒是TFT基板与CF基板在框胶粘结作用下对盒获得的,当玻璃受外力发生弯曲形变时,玻璃基板上每个液晶盒的CF/TFT与框胶的相互作用与图3的模型相似,故将液晶盒的受力模型也简化为图3所示。此时L表示框胶之间的距离,x表示CF面的PS至框胶的距离,所以当液晶盒受外力发生形变时,x处的PS受到水平方向的Fx,表现为摩擦力;受到法向的Fz,则表现为挤压力。挤压力Fz使得PS表面与TFT沟道产生挤压,导致PS出现凹坑并受到损伤。摩擦力Fx使得PS表面与TFT沟道发生相对移动,导致PS表面与TFT沟道不断摩擦,使PS表面受损位置出现碎屑。当Fz越大时,PS表面受损越严重;当Fx越大时,PS表面受损处碎屑越多。故在长期的Fz与Fx作用下,碎屑逐渐进入像素区,造成Zara亮点。
当液晶盒受外力作用时,CF面上的PS受到剪切力FA作用。由公式(1)可知,保持x不变,当外部载荷q越大时,液晶盒所受FA越大,PS受损越严重,相应的Zara越多。外部载荷q越大时,支点处的转角越大,即液晶盒形变越大,此时PS所受的Fx越大,PS受损后产生的碎屑越多,Zara越严重。保持外部载荷q不变,当x的值越小时,液晶盒中越靠近框胶的PS所受到的FA越大,故CF面最靠近框胶的PS表面受损程度最严重,相应的Zara亮点就会集中沿着框胶边缘分布,故该类Zara称之为Line Zara。相应地,当有效显示区最边缘的PS距离框胶越近时,Line Zara越严重。
以框胶为分析对象,框胶处的x为0,FA值最大,且此时的θ最大,即弯曲形变程度最大,所以框胶受到最大的摩擦力Fx作用,但由于框胶的作用为粘结CF与TFT,故框胶会产生一个与Fx方向相反的粘结力作用,会抵消或减轻外力施加给液晶盒的水平方向作用力,减小水平方向因Fx造成的PS与TFT沟道的相对移动,从而减轻Zara碎屑的产生,最终减少Line Zara的发生。
综上所述,Line Zara主要是玻璃受外力形变后PS与TFT沟道的挤压与相对摩擦使得PS受损产生碎屑所致,且Line Zara的发生分别与外力大小和玻璃弯曲形变程度成正比,与框胶至PS距离、框胶粘结力成反比。
3 实验方法
3.8WVGA是一款减薄后厚度仅为0.4 T的小尺寸光配向产品。当减薄工厂变更后,3.8WVGA等一系列减薄产品的Line Zara不良发生率从0.5%~2%增加到20%~40%。为了有效改善减薄产品的Line Zara不良,本文首先根据不良现象,利用显微镜和AFM测试等手段确认了Zara亮点的来源;其次,根据Line Zara的发生机理,在不改变3.8WVGA原有设计的情况下,对Line Zara进行改善并对改善效果进行了一系列验证。
4 实验结果及分析
4.1 Line Zara不良现象及表征
由图5(a)可以看出,Zara沿液晶盒长边的框胶边缘密集分布。从图5(b)和(c)可以看出,Zara为一些细小的亮点,分布在像素内,而Zara附近的PS表面有明显的凹陷,凹陷痕迹与TFT沟道对应。从上述的不良现象及其表征的结果可以看出,该Zara亮点主要来源于受损PS及其表面PI膜的碎屑。根据Line Zara的发生机制可知,这些PS碎屑主要来源于玻璃受外力形变后,PS与TFT沟道的挤压与相对摩擦。

图5 (a) Zara宏观现象; (b) Zara微观现象;(c) PS表面形貌。Fig.5 (a) Zara macro phenomenon; (b) Zara micro phenomenon; (c) PS surface monopoly.
4.2 Line Zara不良改善
由Line Zara的失效机制可知,Line Zara的发生主要与玻璃所受外力大小和玻璃弯曲形变相关,其中外力大小主要与外界环境相关。首先,0.8 T 玻璃减薄抛光时,会直接受到抛光盘外力作用,故可考虑减少玻璃抛光时所受外力,改善Line Zara发生率。其次,当减薄工厂选定后,减薄玻璃的运输环境已确定,即运输过程中玻璃受外力情况已无法更改,但可通过减小玻璃在运输过程中的弯曲形变程度,来减少Line Zara的发生率。考虑到中小尺寸的窄边框和轻薄化市场需求,玻璃厚度、框胶至PS距离在产品设计时就已固定,属于无法更改因素。框胶种类在设计时虽然已经固定,但在不影响产品信赖性的前提下,可通过变更框胶的种类来改变其粘结力,从而减少Line Zara的发生率。因此,本文旨在通过减小玻璃受外力的弯曲形变程度和增加框胶接着力来改善Line Zara不良。
4.2.1 抛光工艺对Line Zara不良的影响
0.8 T 玻璃减薄时,首先经过化学减薄,然后需要通过抛光工艺对玻璃表面进行物理抛光处理,以改善玻璃表面平整度。抛光工艺参数主要为压力(g/cm2)、转速(r/min)和时间(min)。抛光时,0.4 T 玻璃直接受到抛光盘的压力作用,其压力不同时,玻璃所受外力大小也不相同。图6 (a)是抛光压力与Line Zara发生率的关系。从图可以看出,随着抛光压力逐渐增大,Line Zara发生率逐渐增大。当抛光压力增大时,玻璃所受外部载荷q增大。由公式(2)可知,液晶盒中的PS受到的挤压力Fz增大,PS表面与TFT沟道挤压导致PS产生的损伤程度增强,PS与PI膜碎屑越多,Line Zara发生率越大。图6 (b)是抛光时间与Line Zara发生率的关系。由图可知,随抛光时间逐渐增加,Line Zara发生率逐渐增大,特别是抛光时间大于22.5 min之后,Line Zara发生率大幅度增加。物理抛光是抛光圆盘在一定压力下对玻璃表面进行旋转摩擦的结果,因此在抛光时,玻璃会持续受到水平方向的摩擦力Fx的作用。当抛光时间较小时,摩擦力对PS的损伤较小,Line Zara发生率较低;当抛光时间较大时,摩擦力Fx对PS的累积破坏作用增大,相应的PS受损程度越大,Line Zara发生率越高。
由上述可知,Line Zara发生率可通过减小抛光工艺中的抛光压力和抛光时间改善。但由于考虑到抛光质量,为避免出现玻璃表面平整度不合格和轮印等不良,抛光压力和时间均不易选取太小,因此抛光工艺对Line Zara的改善效果有限。


图6 抛光时间对Line Zara发生率的影响Fig.6 Effect of the polishing pressure(a) and (b) time on Line Zara ratio
4.2.2 运输箱填充密度对Line Zara不良的影响

图7 玻璃包装示意图Fig.7 Schematic diagram of glass packing
减薄后运输过程中的玻璃放置方式如图7所示。传统外发减薄后,因为玻璃厚度仅有0.4 T,为了防止运输过程破片,减薄后的玻璃横向放置于运输箱中,每个玻璃中间放置隔垫物,并且会额外放置隔垫物保持运输箱被充满。当运输距离较远或运输环境较差时,存放玻璃的运输箱必然会发生不同程度的振动,而其中的玻璃也必然会受外力发生弯曲形变。当运输箱中填充的玻璃数量、隔垫物数量和隔垫物种类不同时,运输箱的填充密度不同,相应的玻璃受外力后弯曲形变的程度也不同。
图8 (a)是保持运输箱中隔垫物种类且隔垫物数量相同时,其中的玻璃数量与Line Zara发生率的关系。从图8 (a)可以看出,0.4 T 玻璃的Line Zara发生率随玻璃数量增加而减小。运输箱中玻璃数量越多,运输箱的填充密度越大,在外力作用下玻璃越不容易发生弯曲变形。由公式(2)可知,玻璃弯曲形变越小,θ越小,相应的液晶盒中的PS受到的水平方向摩擦力Fx越小,PS与TFT沟道摩擦后产生的碎屑越少,Line Zara发生率越低。
图8 (b)、 (c)分别是厚度为0.4 T的玻璃数量一致时,隔垫物数量和种类与Line Zara发生率的关系。由图8 (b)可知,Line Zara的发生率随隔垫物数量的增加而减小。当外部载荷一定时,隔垫物数量越多,运输箱填充密度越大,玻璃受外力发生的弯曲形变越小,PS与TFT沟道摩擦后产生的碎屑越少,Line Zara发生率越低。由图8 (c)可知,当隔垫物为无尘纸时,Line Zara发生率最低;隔垫物为垫棉时,Line Zara发生率最高。隔垫物填充厚度一致时,由于垫棉材质更加柔软,故在外力作用下垫棉比无尘纸更容易发生压缩,导致玻璃存在更大的弯曲形变空间,使得玻璃的弯曲形变越大,PS与TFT沟道摩擦后产生的碎屑越多,Line Zara发生率越大。

(a)运输箱中玻璃数量对Line Zara发生率的影响(a) Effect of the quantity of glass on Line Zara ratio

(b) 运输箱中隔垫物数量对Line Zara发生率的影响(b) Effect of the quantity of spacer on Line Zara ratio
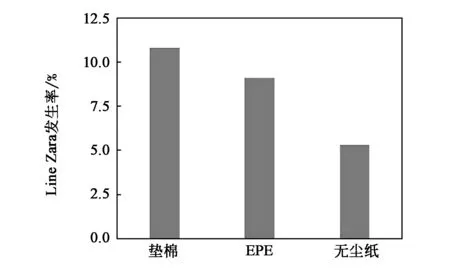
(c) 运输箱中隔垫物类型对Line Zara发生率的影响(c) Effect of the type of spacer on Line Zara ratio图8 运输箱中玻璃数量(a)、隔垫物数量(b)和隔垫物类型(c)对Line Zare发生率的影响。Fig.8 Effect of the quantity of glass(a), quantity of spacer(b),and type of spacer(c)on Line Zara ratio.
4.2.3 框胶粘结力对Line Zara不良的改善
TFT-LCD的TFT侧与CF侧在ODF工艺时通过框胶粘结,框胶粘结面大部分与ITO层接触,少部分与PI膜接触,因此框胶的粘结力主要由ITO接着力、PI接着力共同决定。表1是4种型号框胶的部分物理化学性质参数,图9是框胶粘结力与Line Zara发生率的关系。

表1 框胶的相关性质Tab.1 Properties of sealant

图9 框胶粘结力对Line Zara发生率的影响Fig.9 Effect ofthe adhesive strength of sealant on Line Zara ratio
由图9可知,随着框胶与ITO粘结力和PI粘结力的增加,Line Zara发生率明显下降。S-86、S-85的框胶与ITO接着力相当,其Line Zara发生率相对最低。由Line Zara失效机制可知,框胶的粘结力越强,其抵消或减轻外力施加给液晶盒的水平方向作用力能力越强,从而减小水平方向因Fx造成的PS与TFT沟道的相对摩擦,减轻了Zara碎屑的产生,最终减少Line Zara的发生。3.8寸产品的Line Zara不良高发时采用的框胶是S-17,将其变换成S-86或S-85后,框胶与ITO接着力增加12.5%、与PI接着力增加66%,可使得Line Zara的发生率降低7%,此时的Line Zara发生率保持在2%以下,说明框胶粘结力的增大能够显著降低Line Zara的发生率。
变更框胶后的产品一定要满足信赖性,由于S-86的透湿率和吸水率很高,当运行环境试验THO(65 ℃、93%RH)时,容易爆发因水汽污染而导致的Corner Mura[8],因此选择S-85代替S-17作为量产框胶,可将减薄产品的Line Zara控制在2%以下,实现Line Zara不良的有效改善。
5 结 论
为了彻底改善减薄TFT-LCD的Line Zara不良,本文首先建立了Line Zara失效模型,分析了Line Zara失效机制,Line Zara发生率分别与外力大小及其导致的玻璃弯曲变形程度成正比,与框胶至PS距离、框胶粘结力成反比。基于Line Zara的失效机制,针对性地提出了改善措施并进行了实验验证。实验结果表明,减小减薄时的抛光压力和时间,可一定程度上降低Line Zara发生率;增大减薄后运输箱的填充密度,可大幅度降低玻璃受外力的弯曲形变,有效降低Line Zara的发生;同时增大液晶盒对盒中框胶的粘结力,可实现对Line Zara不良的有效改善。
