改善聚丙烯蜂窝夹芯板高温弯曲性能的研究*
2019-07-25孟姗姗秦永利范欣愉
孟姗姗,秦永利,范欣愉,肖 鹏
广州金发碳纤维新材料发展有限公司,广东 广州510530
鉴于三明治夹芯板的轻量化特点,越来越多的三明治夹芯板被用于汽车备胎盖板和衣帽架等部件.早期夹芯板的芯层多为纸蜂窝芯.纸蜂窝夹芯板的典型优势是高温承载性能优异.但是纸蜂窝夹芯板在生产过程中需要通过热塑性胶黏剂或热固性树脂,实现三明治夹芯结构的面层和纸蜂窝芯的粘接[1].因为胶水中含有大量的醛类和苯类物质,导致纸蜂窝夹芯板的气味、挥发性有机化合物(volatile organic compounds)和其他有害物质超标,不能满足国家相关法规要求,同时产品的回收再利用难度大,利用率低[2].
为了改善夹芯板的气味,降低有害物质含量,提升可回收性,越来越多的聚丙烯(PP)蜂窝夹芯板被开发,以替代纸蜂窝夹芯板.同时因PP良好的加工性、耐腐蚀性和低气味性,普遍用于乘用车和厢式货车[3-4].但在高温下,PP蜂窝夹芯板的弯曲性能较低,与常温比降幅达50%以上,限制了PP蜂窝夹芯板的推广.为了进一步拓展PP蜂窝夹芯板的应用范围,亟需提高其高温下的弯曲性能.
人们对提升蜂窝夹芯板的弯曲性能进行了一些研究,如通过增加蜂窝板面层层数,蜂窝夹芯板的弯曲性能得到明显提高,因为增加面层有助于降低蜂窝芯中心区域的变形程度[5-6].另外,随着蜂窝芯壁厚增加以及孔径减小,蜂窝夹芯板的弯曲、压缩等性能呈上升趋势[6-7]. 目前的研究主要集中在面层厚度、蜂窝芯尺寸(壁厚、孔径等)等对蜂窝板弯曲性能的影响.而关于PP/GF面层的配方中蜂窝板面层中的纤维长度、PP蜂窝芯层中添加填料等对PP蜂窝夹芯板高温弯曲性能影响的研究较少.本文将重点探讨蜂窝板面层中玻璃纤维长度、在PP蜂窝芯层中添加填料和填料尺寸等对PP蜂窝夹芯板高温弯曲性能的影响,从而找到影响PP蜂窝夹芯板高温下弯曲性能的主要因素.
1 试验部分
1.1 主要原材料
聚丙烯(PP)(中国石油兰州石化公司):其熔体质量流动速率( MFR)为10~15 g/10min;玻璃纤维(中国巨石集团股份有限公司);其长度25~50 mm;黑色母(卡博特化工有限公司),滑石粉(广西桂广滑石粉有限公司),抗氧剂1010,抗氧剂168(瑞士汽巴精细化学有限公司).
1.2 主要设备
180063型单螺杆挤出机1(苏州金韦尔机械有限公司),ZZ150型单螺杆挤出机2(广州正装科技有限公司),玻璃纤维裁切机(江苏润源控股集团有限公司),KFK-X 1900型复合压机1(Meyer),Double Belt Press型复合压机2(Sandvik TPS),WK650型高低温试验箱(美特斯工业系统(中国)有限公司),5967型力学试验机(英斯特朗工程公司Instron Engineering Corporation).
1.3 样品制备
聚丙烯/玻璃纤维(PP/GF)面层制备:将PP、抗氧剂1010、抗氧剂168和黑色母等按照一定比例混合均匀后,通过料筒加入到单螺杆挤出机1中进行熔融挤出,挤出机温度设为 190~230 ℃.熔融态挤出膜通过挤出机模唇下方的对辊挤压定型,得到一定厚度的PP膜.玻璃纤维丝束通过玻璃纤维裁切机的刀辊,在一定的裁切速度下,裁切成长度为25 mm、50 mm.多层PP膜(2~3层)与多层(1~2层)裁切的玻纤丝束交叉铺层后,通过传输带一起传递到复合压机上,在复合压机1中将其压成具有一定厚度和面密度的PP/GF面层,复合温度为180~230 ℃,复合压力0.2~0.5 MPa.
聚丙烯(PP)蜂窝芯制备:将PP、滑石粉等按照一定比例混合均匀后,通过料筒加入到挤出机2中熔融挤出,然后通过特定的成型设备冷却定型为特定厚度的蜂窝芯.挤出机温度设为 190~230 ℃.
聚丙烯(PP)蜂窝夹芯板制备:按照从下至上的顺序依次将PP/GF面层、PP蜂窝芯、PP/GF面层铺层,再将3层材料通过传输带传递到复合压机2中,通过加热熔融、冷却定型,最终制成具有特定厚度的蜂窝夹芯板样品.复合温度为190~230 ℃,复合压力0.25~0.3 MPa.制备的样品厚度偏差±0.5 mm.
1.4 测试与表征
按照GB/T1456-2005对制备的蜂窝夹芯板进行弯曲强度和弯曲模量测试.弯曲测试模式为三点弯,弯曲样条尺寸为200mm×60mm,测试跨距为160 mm,测试速率为2 mm/min.
2 试验结果与讨论
2.1 面层中纤维长度对蜂窝夹芯板高温弯曲性能的影响
蜂窝夹芯板的结构类似于二维的“工字梁”形状,其上下面层可承受弯曲时的压缩和拉伸载荷.弯曲模量和弯曲挠度与面层的模量有关.
在PP蜂窝芯中未添加滑石粉等填料的基础上,调整蜂窝夹芯板面层中玻璃纤维长度,以探讨纤维长度对蜂窝夹芯板高温弯曲性能的影响.1号样的玻璃纤维长度为25mm,2号样的玻璃纤维长度为50%的25 mm和50%的50 mm组合,3号样的玻璃纤维长度为50 mm,试验结果列于表1.由表1可知,1号样分别在常温23 ℃和80 ℃测试时,蜂窝夹芯板在80 ℃的弯曲强度和弯曲模量比23 ℃的分别降低56%,48%;在80 ℃测试时,2号样蜂窝夹芯板的弯曲强度和弯曲模量比1号样的分别提高12.5%,7.7%,3号样蜂窝夹芯板的弯曲强度和弯曲模量比1号样的分别提高37.5%,19%.随着玻璃纤维长度增加,玻璃纤维可承载更高的弯曲外力,从而提高蜂窝夹芯板的整体模量.试验结果表明,增加玻璃纤维长度可改善蜂窝夹芯板的高温弯曲性能.
表1 玻璃纤维长度对蜂窝夹芯板高温弯曲性能的影响
Table 1 The effects of glass fiber length in PP/GF skin on high temperature bending property of honeycomb sandwich panel
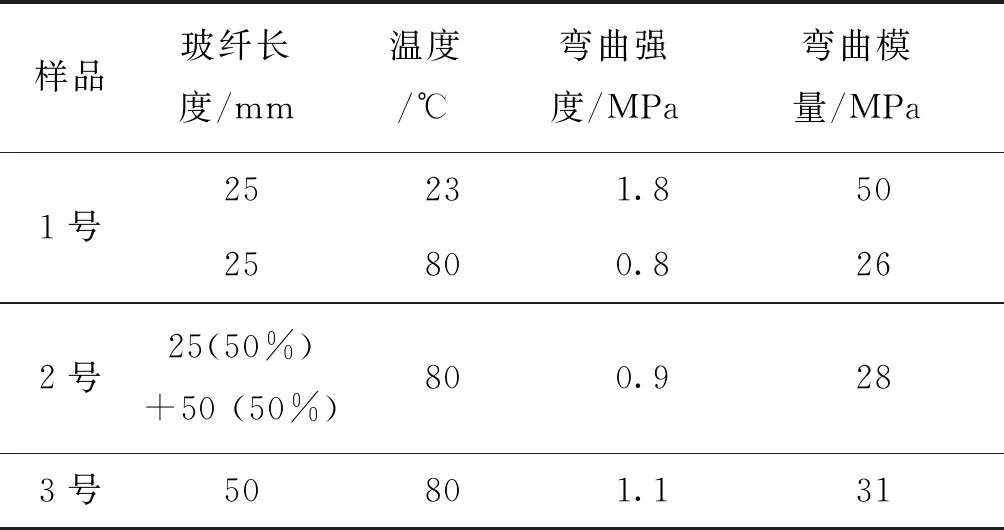
样品玻纤长度/mm温度/℃弯曲强度/MPa弯曲模量/MPa1号25231.85025800.8262号25(50%)+50 (50%)800.9283号50801.131
2.2 芯层中添加滑石粉对蜂窝夹芯板高温弯曲性能的影响
在弯曲外力下,蜂窝夹芯板会出现剪切挠度变形,剪切挠度与芯层的剪切模量有关.因此,对于PP芯层来说,增加芯层的模量可以提升PP蜂窝夹芯板在高温下的弯曲性能.
滑石粉的主要成分为水合硅酸镁(3MgO·4SiO2·H2O).由于滑石粉特殊的薄片状结构,在塑料中是一种有效的增强材料,无论常温和高温下,都可赋予塑料较高的刚性和抗蠕变性.滑石粉对塑料材料热变形温度的影响较为明显,可以有效地提高各种塑料的热变形温度[8],从而增加塑料的耐热性.
在面层玻璃纤维长度为50 mm的条件下,在蜂窝芯层中添加10 μm滑石粉以探讨滑石粉的添加量对蜂窝夹芯板高温弯曲性能的影响,试验结果如图1所示.由图1可见,随着滑石添加量的增加,蜂窝夹芯板的弯曲强度和弯曲模量逐渐增加.在80 ℃下,与未添加滑石粉的蜂窝板相比,添加质量分数15%滑石粉后,蜂窝夹芯板的弯曲强度和弯曲模量分别提高18%,16%.在PP蜂窝芯层中添加滑石粉后,滑石粉自身既可以作为增强填料,也可以作为成核剂.成核剂的作用主要是细化材料晶粒,提高聚丙烯的结晶性,从而改善材料的力学性能.

图1 芯层中滑石粉添加量对蜂窝夹芯板高温弯曲性能的影响Fig.1 The effects of talc content in PP honeycomb core layer on high temperature bending property of honeycomb sandwich panel
2.3 滑石粉粒径对蜂窝夹芯板高温弯曲性能的影响
在面层玻璃纤维长度为50 mm,芯层中滑石粉添加质量分数为25%的条件下,探讨滑石粉粒径对蜂窝夹芯板高温弯曲性能的影响.由图2可见,随着滑石粉粒径降低,蜂窝夹芯板的高温弯曲强度和弯曲模量提高.其原因是滑石粉粒径降低后,滑石粉的表面积增加,与PP的接触面积相应增加,从而可充分地发挥滑石粉抗蠕变耐高温特性.
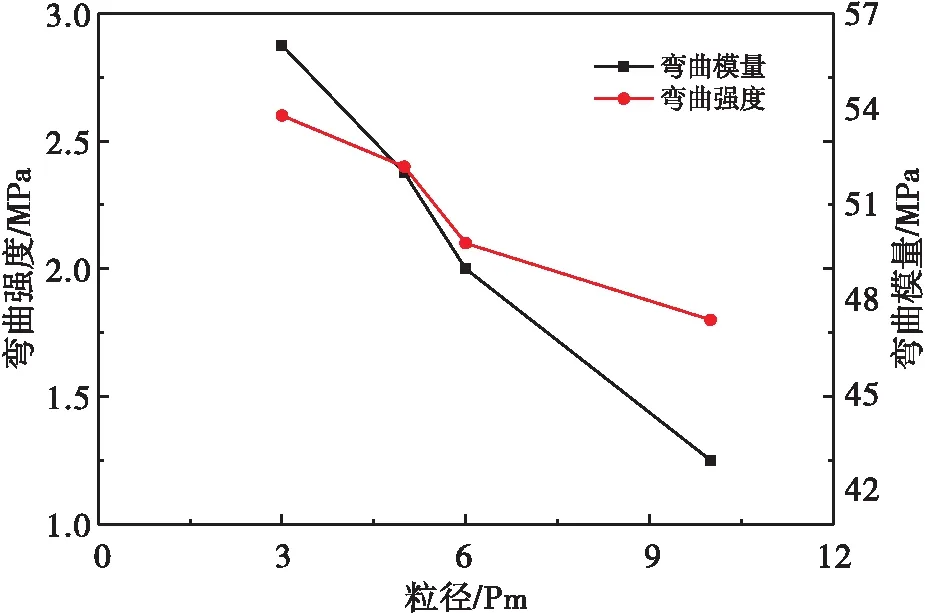
图2 滑石粉粒径对蜂窝夹芯板高温弯曲性能的影响Fig.2 The effects of talc particle size on high temperature bending property of honeycomb sandwich panel
3 结 论
在满足加工性的前提下,增加聚丙烯/玻璃纤维(PP/GF)面层中的纤维长度,增加蜂窝芯中滑石粉添加量及降低滑石粉粒径,均可提高聚丙烯蜂窝夹芯板的高温弯曲性能.
