滚动轴承套圈端面弯曲度检测装置
2019-07-22康延辉陈辉张帅军倪滨昆王典仁
康延辉,陈辉,张帅军,倪滨昆,王典仁
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039)
由于摩擦力矩低,回转精度高等优点,轻、窄系列轴承的应用越来越广泛。然而,由于轻、窄系列轴承套圈易受力变形,其加工和检测的难度很大,尤其对于外径尺寸大于380 mm的轴承,国内通常采用平台加磁力表架进行套圈弯曲度的简易测量,测量效率不高且测量精度低,很大程度上制约了该类轴承的生产和检验。而轴承端面是轴承套圈加工的基准,其端面弯曲度直接影响轴承套圈其他表面各项形位公差的实现以及产品的旋转精度、配合精度等。因此,提出了一种滚动轴承套圈端面弯曲度检测方法,并设计了相应的检测装置,以实现滚动轴承套圈端面弯曲度的检测。
轴承套圈端面弯曲度是指套圈端面单一周向方向的弯曲程度,检测时需要使测头与端面支承点处于同一端面的同一圆周位置。为实现上述目的,需要通过端面支承将被测轴承套圈悬空,保证测量表与支承处于同一端面,且端面支承与测量表位置可调,以使测量表与端面支承处于同一周向位置。对套圈进行径向定位后旋转套圈,测量表上产生的示值变动量即滚动轴承套圈端面弯曲度。
基于上述检测原理设计的滚动轴承套圈端面弯曲度检测装置如图1所示,其由底座、测量平板和立柱3部分组成。底座可根据需要制作成方形、圆形或多角形,测量平板的形状与底座保持一致。测量平板的四角各设置1个螺孔,通过螺栓连接(铆接)或直接焊接到底座上。测量平板上设有3个间隔120°分布的T形槽,每个T形槽中部的两侧设有间隔1 mm的刻度线,且T形槽内均设置有可活动的端面支承,被测套圈放置于端面支承上,在环绕被测套圈的的任一位置至少设置2个径向定位支承。底座的一侧设有立柱,上测量表和下测量表通过测量表架安装于立柱,形成轴承套圈弯曲度测量装置。
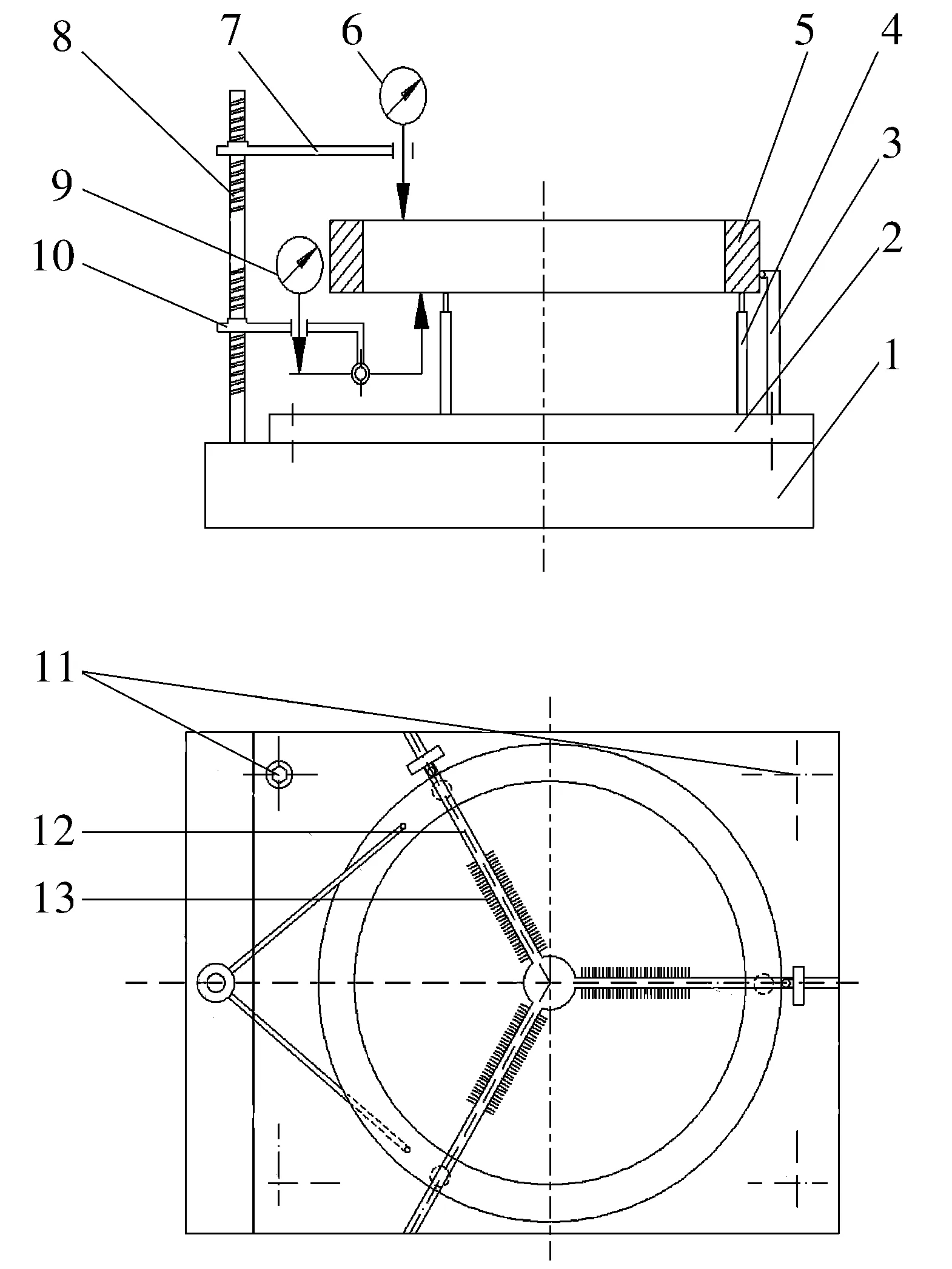
1—底座;2—测量平板;3—径向定位支承;4—端面支承;5—被测套圈;6—上测量表;7—上测量表架;8—立柱;9—下测量表;10—下测量表架;11—螺孔;12—T形槽;13—刻度线
以外径尺寸380~500 mm的轴承套圈为例说明套圈弯曲度测量装置的使用方法,根据测量范围,所设计测量平板的测量面尺寸应为505 mm×480 mm,用螺栓将底座与测量平板固定。检测时,根据被测套圈的直径调节测量平板上的端面支承及上、下测量表进行测量。针对某型外径400 mm的轴承套圈,对其精研端面后的端面弯曲度、平行差的检测做进一步的说明,具体操作步骤如下:
1)将被检套圈放置在端面支承上,调整2个径向定位支承使其处于同一高度,并使上、下测量表处于端面测量范围内,然后固定上、下测量表及径向定位支承。
2)调整端面支承,利用刻度线使3个端面支承在端面径向的支承位置相同,保证支承点周向的一致性。
3)对上、下测量表进行调零,旋转轴承套圈进行检测(将被测轴承以轴心线为中心旋转1周以上),记录上、下测量表的示值变动量,则上测量表变动量即套圈端面平行度,下测量表变动量即套圈端面弯曲度。
4)完成一件产品的测量后,取下套圈换另一件备检套圈进行检测,记录检测数据。共计10个工件,检测数据见表1。

表1 外径400 mm套圈端面弯曲度检测结果
以上分析及检测数据表明:所设计的滚动轴承套圈端面弯曲度检测装置调节简单,读取数值方便,测量精度高(±1 μm),测量点及端面支承点、径向支承点均可调,能够满足不同尺寸轴承套圈的端面弯曲度、平行度、高度变动量等参数的检测。
