衍射时差法超声检测技术非相关显示图谱解析
2019-07-22王红希黄自德邓春华
吴 涛,王红希,黄自德,邓春华
(中国长江三峡集团有限公司金属结构监督检测中心,湖北 宜昌 443100)
TOFD技术是一种依靠超声波与工件中不连续端部相互作用发射出衍射波或反射波来检出不连续并对其进行定量的检测技术,由于衍射信号与角度无关,不连续量值的测量不依靠信号振幅,具有可靠性高、定量精度高、检测数据可永久保存等优点,随着金属结构材料厚度、强度和质量要求逐步提高,焊缝质量的可靠性尤为重要。TOFD技术对其检测结果的判定尤为重要。通过大量TOFD工程应用,对检测图谱进行对比分析,发现一种规律性的非相关显示。通过研究该显示的共性以及产生的原因,发现识别和判定该类图谱的方法,降低了TOFD技术检测结果地误判。
1 TOFD相关显示与非相关显示
在TOFD检测中对检测结果的正确评判首先应对检测图谱中的相关显示与非相关显示进行区分。相关显示是由于工件中的不连续引起的显示,非相关显示是由于工件结构、材料冶金成分的偏差及其他外部因素引起的显示。在TOFD检测过程中应对相关显示依据标准进行评价,对非相关显示进行正确分析。
2 TOFD图谱解释
TOFD图谱一般采用A-B两种扫描模式,检测图谱包含了A型显示和B型显示[1],A型显示是一系列的A扫组合,B型显示是由A扫数据通过信号处理转换而成。A型显示和A型显示中有直通波、缺欠回波、底面波、底面横波,实际检测工作中应根据标准要求合理设置A扫描时间窗口。未要求分区检测[2]的TOFD图谱如图1。
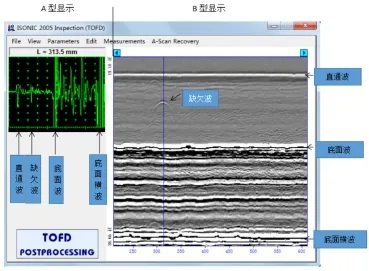
图1 未分区检测的TOFD图谱
3 非相关显示案例解析
案例中使用的TOFD仪器型号为ISONIC-STAR,在检测中遇到具有规律性的一些显示,这种图谱中的显示经过反复鉴别发现该显示为非相关显示,非相关显示虽然出现的几率比较低,但很容易引起误判。
3.1 因工件结构引起的底波显示变化
工件结构的变化直接决定TOFD成像的变化,在日常检测中一般检测员均能识别,如图1为不等厚板T字头检测,因板厚变薄引起TOFD图谱中的底波提前。对于底部结构复杂的工件检测人员因仔细核对工件结构与图谱中的变化是否一致,以免漏评近底面或底面缺欠[2]。
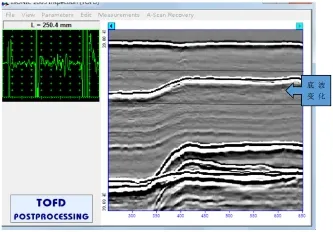
图2 因工件结构变化引起的底波变化图谱
3.2 因材料冶金成分或组织类型的偏差引起的非相关显示
负偏析[3]带在连铸坯断面的硫印和酸浸低倍试片上呈白色线条,其厚度一般在5mm~10mm.轧制成钢板后其厚度1mm~2mm,白亮带出现位置与连铸电磁搅拌开始时铸坯的凝固前沿相对应,即与电磁搅拌器安放位置有关,一般以常用公式x=kt 1/2来确定白亮带位置,式中x为凝固层厚度;k为凝固系数;t为凝固时间。
在不同位置施加电磁搅拌,白亮带表现不同,采用结晶器电磁搅拌(M—EMS)一般看不出白亮带,二冷区电磁搅拌(s—EMS)白亮带明显,凝固末端电磁搅拌(F—EMS)白亮带不明显。它的亮度随搅拌强度的增加和浇注温度的提高而增大,在热加工后仍然存在,一般不会对机械性能的不良影响,中国连铸坯质量检验标准对白亮带还没有确切的规定。负偏析处化学成分与基体相比略低,组织类型以粒状贝氏体为主,基体则以板条贝氏体(马氏体)为主,负偏析处晶粒度比基体略粗(基体晶粒度8.0级左右,负偏析处7.5级左右),因此化学成分、组织类型、晶粒度这三个因素对TOFD探伤可能产生影响。尤其是晶粒度,在负偏析处得白亮带整体偏粗,波在传播过程中遇到一条较粗的晶粒带产生信号,是一种非相关显示。如图3中的偏析带非相关显示。
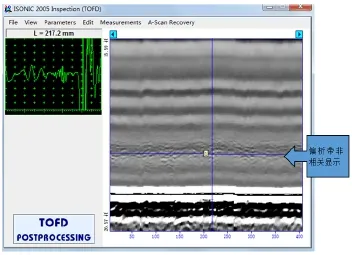
图3 因材料冶金成分的偏差的非相关显示
3.3 因表面状况引起的非相关显示
表面状况对TOFD成像有直接的影响,如果检测表面凹凸不平严重,甚至导致成像无法判读,或者掩盖工件内缺欠信号,因此检测前必须对检测面进行处理,表面粗燥度因≤6.3μm。如图4,检测面有2段凹凸不平,凹坑内充满检测耦合剂,由于工件表面凹凸不平、耦合剂的厚度不一致、耦合剂与钢的声速差异导致声波在工件表面传输时间不一致,引起直通波与底波均发生变化,形成非相关显示。
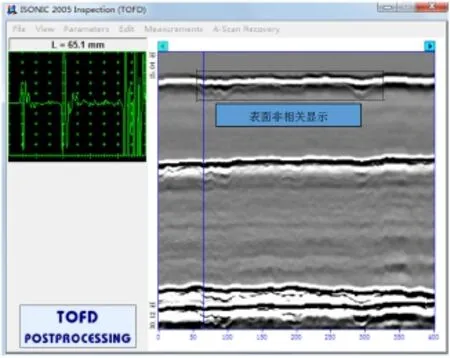
图4 因表面状况引起的非相关显示
3.4 工件外部存在液体引起的非相关显示
在超声波检测中,超声波在介质中沿直线传播,遇到界面产生折射、反射、透射、波形转换等,其界面反射率、透射率与界面两种介质的声阻抗差异有关[4]。TOFD技术是用纵波检测,因纵波可在液体、气体中传播,故在固体/液体/气体界面产生反射、折射以及波形转换形成如图5底面非相关显示。
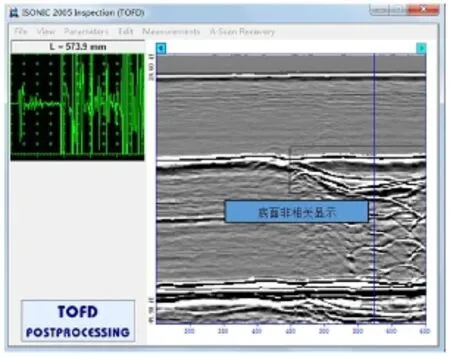
图5 因工件表面存在液体引起的非相关显示
4 非相关显示的特征
(1)焊缝内部TOFD非相关显示一般显示有一定高度,长度较长,几乎整张图谱存在这种显示且显示之间具有一定的规则性;用脉冲反射法超声波检测反射信号波幅极低或未发现发射信号,用磁粉或渗透检测剖面均无显示。焊缝返修后用TOFD复验,仍然出现与原图谱相同显示,其产生与焊接过程无关。
(2)焊缝外部引起的TOFD非相关显示,一般在图谱中的直通波和底波附近形成显示,此显示通过检测面修整、异物清楚或可消除,或由工件结构变化引起。
5 非相关显示判定方法
在使用TOFD技术检测中会出现一种非相关显示图谱容易引起误判,经解剖、对比、分析和验证研究,得出此类图谱的特征、产生原因及判定方法,可以防止误判,从而大大提高TOFD技术因为人为原因影响结果的准确性和客观性。为了方便快捷有效的解决现场检测出现的非相关显示图谱疑问,可以通过以下方式有效判定。
(1)非相关显示的存在与焊接过程过程中的错误无关,在不影响工件使用和各项性能的前提下才可评定为非相关显示。如某种原因引起的非相关显示影响工件的使用和性能指标下降,应考虑合适方案消除产生非相关显示的因素。
(2)遇到谱中的显示有一定高度,长度较长,几乎整张图谱存在这种显示且显示之间具有一定的规则性和特征性,且由多个密集的点状组成。首先在母材上进行TOFD非平行扫查,如母材上也有类似显示,然后采用A型脉冲反射法超声波检测,使用直探头检测焊缝两侧板材,如果焊缝两侧板材复合板材标准要求,可初步认定该显示为非相关显示。
(3)遇到谱中的显示有一定高度,长度与检测长度一致,这种显示在某一深度范围内平直均匀存在且显示无明显黑白分界线。采用A型脉冲反射法超声波检测时,使用多种角度的横波斜探头,并在原有检测灵敏度的基础上提高12dB作为扫查灵敏度。在图谱中的存在显示的位置做双面双侧超声波检测,如果未发现显示回波,说明该图谱中的缺陷是伪缺陷图谱显示。
(4)存在于直通波附近的非相关显示容易引起漏判或误判:一是直通波附近的非相关显示容易掩盖工件近表面的缺欠信号;二是表面开口缺陷显示与此类非相关显示容易混淆。此类非相关显示一般均由检测面未达到标准要求产生。在检测前应对检测面进行清理,尽量确保在直通波附近不存在非相关显示。
(5)对于存在底波附近的非相关显示,检测人员在检测时发现图谱中底波异常,因查看工件背面是否存在引起底波异常的因素。
6 结论
TOFD技术在国内得到了快速的发展,给焊缝检测工作带来了极大的便利,非相关显示的存在要求我们每位检测人员都应时刻保持认真负责的工作态度,仔细分析每一组检测数据,确保检测结果的准确性。