城铁车侧墙工位制节拍化生产方案研究
2019-07-21张琳琳
张琳琳
(长春中车长客模具公司,吉林 长春 130000)
精益设计为企业更好地生存和发展提供了新的有效手段[1],主要针对生产模式中存在的问题,通过对企业生产过程细化分析,对提高生产效率和产品质量有着重要的意义。工位制节拍化生产方式[2]是中国中车精益管理体系的突破创新形式,是中国中车打造精益管理体系的基础和核心。侧墙是城铁车铝合金车体的重要组成部分,本文通过对侧墙结构、生产需求及生产工序的分析,制定了侧墙工位制节拍化生产方案。
1 侧墙生产状态分析
侧墙的生产需求为日产1 台车,即10 件分块侧墙,各工序均为1 班制。根据工艺周期要求,设计侧墙组焊精益模块,以结构最为常规的重庆环线侧墙为例进行分析。
由于料件打磨、门立柱与封板组焊两道工序须在开工前完成,故设立转序超市。转序超市中存储1 台车侧墙组焊所需打磨完成的墙板和组焊完成的门立柱,即10 件墙板及20件门立柱。如转序超市中物料数量不足50%,则须及时补充。考虑到不同项目侧墙结构不同,所涉及的生产工序不同,例如:调修、拉铆、隔音材(防寒材) 填充等。项目需求不一致,为适应多种侧墙结构,可设立线下工序,使生产线运转更加灵活。
2 工位制节拍化生产方案制定
2.1 节拍设计
节拍主要取决于客户的需求,对于企业来说,客户有两个层面,一是外部用户,二是内部用户即下道工序,本文所述的客户需求为下道工序。
节拍=纯生产时间/客户需求,节拍时间=每日的工作时间/每日客户需求的数量
每日纯工作时间为440min,节拍=440min/10=44min,节拍时间=440mim/10=44min。
2.2 工位设计
工位数量=产品制造周期/生产节拍
侧墙组焊时间为165min,工位数量=165min/44min=3.75≈4,故侧墙组焊共设4 个工位。由于侧墙正装和反装组焊均在工装上完成,需要变位机旋转调整焊接位置,过程中不能拆卸工装,因此工位一和工位二作业内容难以分割。为了满足焊接质量要求,实现产品单件流,利用两台变位机同时进行正装组焊和反装组焊,即工位一和工位二不断转换,保证在节拍时间内有1 件标准在制品能够顺利流转到下工序(即工位三)。
2.3 人员配置
根据侧墙组焊工序内容及工作时间进行人员配置,如表1 所示。
2.4 工位布局图及物料流
如图1 所示,从转序超市配送打磨完成的墙板和组焊完成的门立柱到侧墙组焊工装上,在工位一和工位二经过双面组焊后流转至工位三打磨板凳上进行窗口及小件组焊,工位三完成后翻转至工位四打磨板凳上进行打磨、刻打钢号、清理、交检等工作,最后将合格产品运至成品待检区。如有组焊后需要调修的侧墙,则在线下调修工位调修后流转至工位四。

表1 人员配置及作业内容
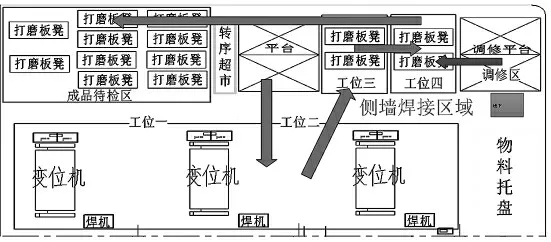
图1 工位布局及物料流
3 结语
本文通过对节拍时间、工位数量、人员配置、工位布局等方面设计,制定了城铁车侧墙工位制节拍化生产方案,对于平衡工序内容、缩短生产周期、消除不良浪费、提高产品质量具有重要作用。精益生产方案的推广实施是一个循序渐进、不断改进的过程,需要结合企业的具体情况和特点进行持之以恒的改善,最终才能形成一套适合自身发展的精益生产模式。