智能预应力张拉压浆设备在预应力张拉压浆中的应用
2019-07-17于丽恒
于丽恒
摘要:预应力张拉压浆在预应力混凝土施工中属关键工序,其施工质量的好坏直接影响到预应力混凝土构件的成品质量。采用智能预应力张拉压浆设备进行预应力张拉压浆,可最大限度的减少人为操作对预应力张拉压浆施工质量的影响,从而确保预应力张拉压浆质量,进而保证预应力混凝土构件施工质量,具有广泛的应用前景。
Abstract: Prestressed tension grouting is a key process in the construction of prestressed concrete. The quality of the construction directly affects the quality of the finished product of prestressed concrete members. The prestressed tension grouting is carried out by the intelligent prestressed tension grouting equipment, which can minimize the influence of the artificial operation on the construction quality of the prestressed tension grouting, thereby ensuring the prestressed tension grouting quality and construction quality of prestressed concrete members, so it has broad application prospects.
关键词:智能;预应力;张拉;压浆;混凝土
Key words: intelligence;prestress;tension;grouting;concrete
中图分类号:TU757.1+7 文献标识码:A 文章编号:1006-4311(2019)10-0130-04
1 工程概况
京港澳高速公路石家庄至磁县(冀豫界)段是国家高速公路网(7918网)中的“射3”(北京-港澳)线河北段的重要组成部分,也是河北省2020年高速公路网布局规划“五纵、六横、七条线”中最主要的南北交通干线,是河北省中南部地区联系首都北京,进而沟通东北、华北和华中地区的重要高速通道。现有京港澳高速公路石家庄至磁县(冀豫界)段起于石家庄市区北郊南高营,北接京石高速,向南经栾城、元氏、高邑、柏乡、隆尧、内丘、邢台市、沙河、永年、邯郸、磁县等市县,止于临漳县的冀豫界,顺接京港澳高速公路河南段。
京港澳高速公路石家庄至磁县段改扩建项目,路线新建段起自石黄高速公路枢纽互通终点处,终点为冀豫界。全线扩建路段长165.01km,新建路段长79.8km,里程共计长244.81km。全线除邯郸东南环35km采用双向4车道(路基宽度28m)标准外,其余路段均按双向8车道(路基宽度42m)标准建设,其中改扩建部分为双向4车道改双向8车道。全线共设服务区7处,其中新增4处,改扩建3处;收费站17处,其中新增8处,扩建9处。
河北省高速公路石安改扩建XJ5标现浇梁数量为25孔,其中预应力混凝土现浇梁为14孔;预制梁数量为777片,其中预制T梁426片,预制箱梁351片。預应力张拉压浆在预应力混凝土施工中属关键工序,为保证预应力张拉压浆施工质量,我部采用智能预应力张拉压浆设备进行预应力张拉压浆。智能预应力张拉设备由软件系统和硬件系统两部分组成,如图1所示。软件系统可实现张拉参数数据输入、修正以及张拉数据的采集、整理、输出功能;硬件系统主要由油泵及千斤顶等组成,可依据软件系统下发的指令完成预应力钢绞线的张拉作业。智能预应力压浆设备也由软件系统和硬件系统两部分组成,如图2所示。软件系统可实现压浆浆体水料比及搅拌时间等参数数据输入、修正。硬件系统主要由搅拌机、压浆机及真空泵组成,可依据软件系统下发的指令完成预应力孔道的压浆作业。
2 预应力钢绞线张拉施工
2.1 工艺流程
预应力钢绞线张拉施工工艺流程见图3。
2.2 设备标定
参考相关规范标准要求,选取张拉千斤顶时,采用穿心作用千斤顶,千斤顶的额定张拉力应为所需张拉力的1.5倍。应选用防震型压力表配套千斤顶使用,其最大读数为张拉力的2.0倍,标定精度为1.0级。
张拉用的千斤顶与压力表配套标定、配套使用,标定应在国家正规的计量技术机构定期开展,标定时千斤顶活塞的运行方向与实际张拉工作状态一致。若存在以下任一情况,标定工作应重新开展。
①千斤顶检修或更换配件后;
②千斤顶或压力表在使用期间存在异常情况;
③张拉次数大于300次;
④使用时间多于6个月。
测力传感器按照相关国家标准规定每年送检一次。
2.3 设备连接
将标定后的智能张拉设备与千斤顶通过数据线连接,连接时尤其要注意千斤顶与压力表按照标定时配套顺序配套连接。同时注意检查油管接头处垫片是否安装,以防止在工作过程中油管接头处液压油渗漏。连接完成后开机检查设备是否工作正常。
2.4 张拉参数输入
首先根据设计图纸计算每束钢绞线理论伸长量,将计算出的理论伸长量与图纸理论伸长量进行比较,偏差较大时及时与设计单位联系,確保伸长量数据准确。计算理论伸长量时注意预应力筋的截面面积及弹性模量数据采用本批次钢绞线报验时检测的实际数据。
张拉前对不同类型的孔道进行摩阻测试。根据测试结果对设计张拉控制应力进行修正。修正值报监理工程师审批。依据孔道摩阻实验确定的μ值和k值修正设计张拉控制应力,同时依据设计图纸统计张拉次序。
将不同梁型的钢绞线伸长量、修正后的张拉控制应力及张拉顺序参数通过智能张拉设备主机上的计算机输入到智能张拉设备软件系统,并保存。
为防止千斤顶超限工作,如伸长值超过设计伸长值的+6%,张拉控制应力超过设计控制应力的5%。在输入伸长量及张拉控制应力参数时同时输入此两项参数的上限值。若作业过程中伸长量或张拉控制应力达到上限值时,千斤顶将立即停止工作,确保张拉作业的安全及质量。
2.5 张拉
2.5.1 设备配置及安装
张拉采用两端对称张拉,因此张拉时配置4台千斤顶,其中1台为主机,其余3台为辅助机。在三台辅助机中的1台配有张拉作业控制台。
按照设计张拉顺序安装千斤顶,安装千斤顶时尤其注意要使工作锚、限位板、千斤顶及工具锚中心均位于同一轴线上,以防止在张拉作业过程中由于四者不在同一轴线上而导致钢绞线被咬伤、拉断。
锚具、夹片和连接器在安装前须擦拭干净,同时为防止工具夹片在张拉完成后无法退出,在进行第一次张拉作业前可在工具锚夹片孔壁上涂抹少量黄油。
2.5.2 张拉
混凝土强度与弹性模量(或龄期)满足设计及规范要求时,开始张拉。
张拉模式分为手动与自动两种,可通过主机张拉作业控制台“手动/自动”按钮实现,一般情况下选用自动模式。出现意外情况需继续张拉或回油时可选用手动模式。
启动智能张拉设备,通过智能张拉设备主机上的计算机选择加载已保存的张拉参数,并将张拉参数通过智能张拉设备主机下发至各个智能张拉设备辅机,然后在张拉作业控制台上选择开始,即开始张拉。张拉完成后千斤顶自动回油至初始状态,然后再将千斤顶更换至下束需要张拉的钢绞线上,重复以上步骤直至张拉作业全部结束。
张拉时可通过控制台显示器随时监控张拉力、伸长值、压力表读数和油温等参数。
在钢绞线表面做好记号,检查张拉后是否有滑丝现象。
2.5.3 注意事项
在箱梁张拉前,对施工人员进行技术、安全培训及交底:
①张拉钢绞线之前应先全面检查梁体,若在检查中发现异常情况,应及时报告给监理工程师,待其同意后采取修补措施,使梁体达到设计强度,并将承压垫板及锚下管道扩大部分的残余灰浆铲除干净,才能进行张拉;
②应安排专人负责张拉;
③张拉时在张拉千斤顶正前方设置挡板,防止工具夹片意外崩出或钢绞线意外断裂时出现安全事故。
按照设计的张拉顺序采用两端对称张拉。张拉期间应加强两端联系,协调统一,确保两侧的千斤顶出顶长度均匀和张拉速率基本相同。并且应注意观察梁体变化,尤其是预拱度,以避免由于梁端摩阻力过大而导致梁体损伤。
张拉过程中如遇钢绞线滑丝、断丝等意外情况,可在主机张拉作业控制台上通过“紧急制动”按钮强行停止张拉作业。
待意外情况排除后可将张拉模式调为手动模式,然后继续完成剩余钢绞线张拉或者千斤顶回油作业。
张拉过程中操作人员严禁远离操作台,以防止突发状况发生时无法及时处理。
为避免锈蚀、沾污、损伤、混淆问题出现,在存放、搬用及使用锚具、夹具、连接器的过程中应妥善保管和标识,并且采取的临时性防护措施应建立在不影响其安装和永久性防腐的基础上。预应力筋用锚具产品配套使用,同一结构或构件采用同一生产厂的产品,工作锚不得作为工具锚使用。
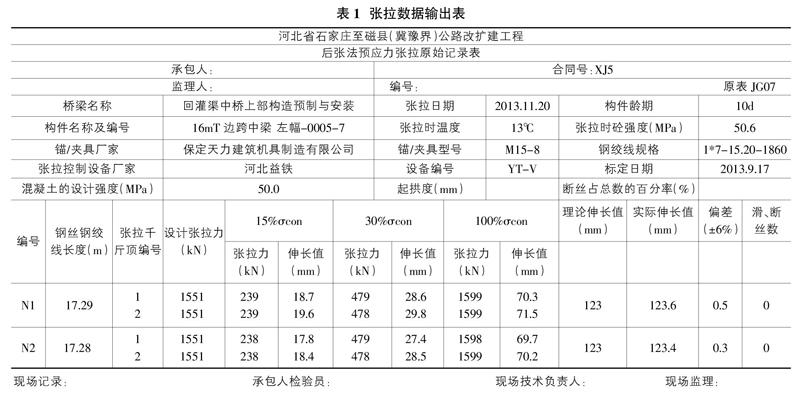
2.6 张拉数据输出
张拉前将承包人、监理人等名称参数输入至软件系统数据文件的标准模板内,此项设置如后续施工无变化可仅设置一次。每次系统导出数据时自动调用此模板文件。
张拉完成后,在智能张拉设备主机计算上通过张拉系统软件将张拉数据导出至U盘,张拉数据打印后由相关人员签字确认并整理存档。如表1所示。
3 预应力孔道压浆施工
3.1 施工工艺
预应力孔道压浆施工工艺流程见图4。
3.2 设备标定
设备使用前按照规范要求将设备中的搅拌机中的称重计量系统和压浆机及真空泵中的压力表在经国家授权的法定计量技术机构定期进行标定。
3.3 设备安装
①按照设备说明书将搅拌机、压浆机及真空泵安装就位。安装完成后加水测试设备是否运转正常。
②预应力各孔道间采用压浆管呈“之”字形连接。预应力各孔道进出口处分别设置1个阀门,以便在压浆完成后能够及时封闭。
3.4 参数输入
根据经验证后的施工配合比计算每盘压浆浆体水料比参数,并将压浆浆体水料比参数和搅拌时间参数输入压浆系统内。
3.5 压浆
3.5.1 压浆前准备工作
夹片式锚具锚固后夹片顶面平齐,其相互间距的错位不宜大于2mm,且露出锚具外的长度不大于4mm。锚固完毕经检验合格后方可切除端头多余的预应力筋,预应力钢绞线张拉完成后,采用砂轮锯切割多余钢绞线,严禁采用电弧焊进行切割,同时不得损伤锚具。切割后预应力筋的外露长度为3cm,且不小于1.5倍预应力筋直径。
切割完成后采用石膏封闭锚具与混凝土、锚具与钢绞线间的缝隙,以确保压浆过程中不漏浆。
压浆前采用搅拌用水冲洗预应力孔道,使得管壁湿润,此过程亦可检验预应力孔道是否畅通及锚具处是否严密。孔道冲洗完成后使用不含油的压缩空气将孔道内的所有积水吹出。
3.5.2 压浆浆体搅拌
水料比参数和搅拌时间参数输入完成后,将压浆料放至搅拌机料斗内,搅拌机根据每盘压浆料及水用量自动加料搅拌。搅拌完成后浆体放至储浆桶,在使用前和压注过程中须连续搅拌。
预应力孔道浆液采用高性能灌浆材料。
①严格控制水胶比、流动度、泌水率及自由膨胀率等浆液性能指标。
②膨胀剂采用钙矾石系列或复合型膨胀剂。
③外加剂要与水泥具有良好的相容性。
3.5.3 压浆
压浆采用大循环压浆工艺,预应力管道采用“之”字形连接,进浆口位于最低处的预应力孔道一端,出浆孔位于最高处的预应力孔道一端。
压浆采用真空辅助压浆工艺,压浆前采用真空泵对孔道进行抽真空,真空度稳定在-0.06MPa~-0.1MPa范围内。抽真空时关闭预应力孔道压浆端阀门,真空度稳定后立即开启预应力孔道压浆端阀门,同时启动压浆泵进行连续压浆。
当最上方孔道出口端排出与规定流动度相同的浆体时,关闭出口端阀门,在0.6MPa压力下稳压3-5min。最后关闭所有预应力孔道进出口处阀门,完成压浆。
3.5.4 注意事项
搅拌机放料口及出浆口处分别设置网格尺寸2mm的过滤网,以防止浆体的杂质将压浆管堵塞。
压浆过程中若出现堵管现象则立即停止压浆作业,并用水从堵塞的孔道出浆端反向压水将浆体冲出。
压浆时每一工作班制作留取不少于3组尺寸为40mm×40mm×160mm的试件,标准养护28d,进行抗压强度和抗折强度试验,作为质量评定的依据。
压浆过程及压浆结束后48小时内,若结构或构件混凝土的温度及环境温度低于5℃,应采取必要的保温措施,并按冬期施工的要求处理,但禁止将防冻剂掺用在浆液中。若环境温度高于35℃,应在夜间压浆。
3.6 封锚
压浆完成后,及时对锚固端按照设计要求对梁端混凝土凿毛并将其周围冲洗干净,设置钢筋网浇筑封锚混凝土。凿毛采用机械凿毛,确保凿毛质量。
端梁封锚在吊装前完成。封锚时,必须采用定型钢模板支设,并加强混凝土振捣。封锚时,严格控制梁板长度,确保伸缩缝宽度。端梁伸缩缝预埋钢筋位置、高度、角度要符合设计要求,保证伸缩缝与预埋钢筋良好连接;模板支设牢固、不变形、不跑模;否则返工处理。
4 施工总结
通过采用智能预应力预应力张拉压浆设备进行预应力张拉压浆,最大限度的减少了人为操作对预应力张拉压浆作业过程的影响,极大降低了产品不合格品率,同时也提高了作业效率,圆满完成施工任务。为今后智能预应力张拉压浆设备在预应力张拉压浆中的应用提供了宝贵经验。
参考文献:
[1]中交第一公路工程局有限公司.JTG/T F50-2011,公路橋涵施工技术规范[S].北京:人民交通出版社,2011.
[2]交通部公路科学研究所.JTG F80/1-2004,公路工程质量检验评定标准[S].北京:人民交通出版社,2005.
[3]和腾飞.桥梁预应力智能张拉压浆系统原理及施工技术[J]. 交通世界,2018(07).
