八钢高炉TRT发电机组设备维修实践的探讨
2019-07-17吕俊明赵军余方升姜新河
吕俊明 ,赵军 ,余方升 ,姜新河
(1.宝钢集团八钢公司设备工程部;2.新疆八一钢铁股份有限公司能源中心)
1 前言
高炉煤气余压透平发电装置(TRT)是利用高炉炉顶煤气的余压,把煤气导入透平中膨胀作功,驱动发电机发电的能量回收机组。该装置可回收高炉鼓风机所需能量的25%~30%。正常运转时,对炉顶压力控制灵敏,波动幅度小,能代替减压阀组,起到很好地调节、稳定炉顶压力,净化煤气的作用。
自2008年八钢ABC三座2500m3高炉TRT发电机组陆续投运(ATRT于2008年投运,BTRT于2009年投运,CTRT于2011年投运),起到了平稳高炉运行,增产降本的良好效果,三台TRT发电机组历经6~8年的稳定运行,自2015年后陆续出现各类设备隐患,故障停机逐渐增多,TRT发电机组经济运行效益下降,设备安全运行风险加大。
以八钢BTRT发电机组为例,分析影响高炉TRT发电机组稳定运行的主要设备因素,针对TRT发电机组运行及维修管理存在的薄弱环节,提出经济性控制策略,取得的实践经验为八钢公司大型关键设备的运行及维修管理工作提供了参考。
2 影响TRT发电机组稳定运行的设备因素
2.1 TRT发电机组设备组成及性能参数
TRT电机组主要由透平膨胀机、三相同步发电机和励磁机等设备组成。
2.1.1 膨胀机
型号为MPG19.9-281/150;型式为干式轴、流反动式;机壳型式为卧式水平剖分式;机组重量141.1t;定子 70.55t;定子下部 47t;转子 17.9t;轴功率 12600kW,工作转速3000r/min;进口压力190kPa,出口压力10KPa;进口流量40万 Nm3/h,进口温度150℃。
2.1.2 三相同步发电机
型号为QFW-18-2;重量55900kg;额定容量22.5MVA,额定功率18000kW,额定转速3000r/min;额定频率50HZ,额定功率因数0.8。
2.1.3 交流励磁机主要技术参数
电压166V,功率81kVA,电流281A,频率100HZ;励磁电压66.4V,励磁电流5.3A,级数4。
2.2 影响TRT机组运行稳定性的设备因素
针对近几年高炉TRT故障原因进行分析,将影响TRT机组运行稳定性的设备因素归纳为六类故障类型,影响TRT发电机组稳定运行的最主要因素,见表1。
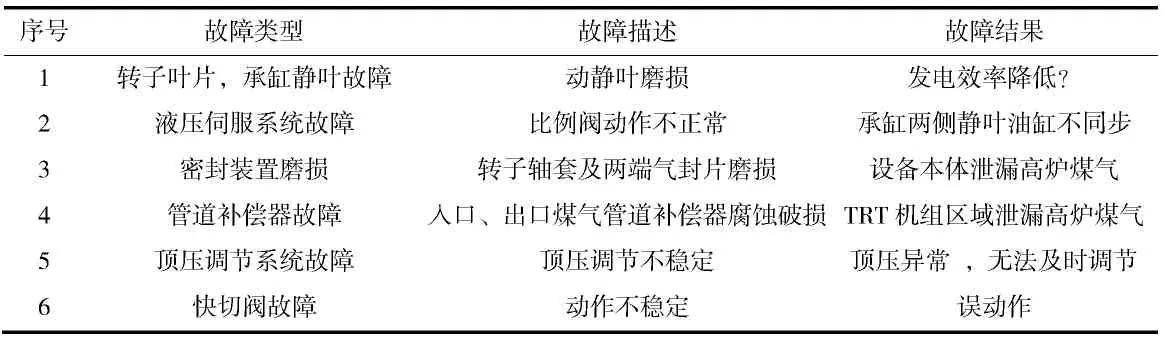
表1 影响TRT机组运行稳定性的设备因素
以八钢B高炉BTRT发电机组为例,针对影响高炉TRT发电机组稳定运行的主要设备因素,对TRT发电机组运行及维修管理策略进行了实践探索。
3 BTRT发电机组透平机设备隐患的影响
2017年,BTRT因转子叶片承缸静叶磨损严重,造成高炉顶压控制不稳定,承缸两侧静叶调整油缸不同步等设备问题,致使BTRT吨铁发电量降至44.39 kWh,标准发电量为48 kWh。
3.1 BTRT机组因承缸静叶卡死
高炉除尘器布袋破损或袋口密封不好,造成高炉净煤气含尘量超标,而BTRT机组煤气含尘跳机连锁保护(跳机值设定≥5 mg/m3,运行超过24h跳机;≥10 mg/m3,运行超过4h跳机)处于失效状态,导致透平机转子叶片、承缸及静叶过早出现冲刷磨损,2017年1月,发生承缸静叶卡死,检修过程中发现透平机转子叶片、承缸及静叶磨损,更换备用转子,因无承缸静叶备件,未更换。
3.2 转子轴套及两端气封片磨损
由于碳环长期接触摩擦,下线转子的轴套磨出约3mm深的沟槽,同时两端密封部位有较多气封片磨损、缺失,造成设备本体泄漏高炉煤气。
3.3 静叶不能稳定控制高炉顶压,发电机负荷偏低
在运行过程中BTRT静叶与四阀组同时参与高炉顶压的调整,不利于高炉顶压的稳定,同时一部分煤气通过四阀组降压进入管网系统不参与发电,造成能源浪费。
3.4 液压伺服系统故障
因伺服液压系统油品污染,造成伺服阀堵塞,动作失灵、滞后,承缸两侧静叶油缸不同步发生快切阀报警跳机。其中,BTRT因转子叶片,承缸静叶磨损严重,是造成高炉顶压控制不稳定、系统发电效率低下的主要问题。
因此,对BTRT发电机组转子叶片、承缸静叶等大型关键设备制定经济性维修方案,实施维修,恢复设备功能,保证TRT平稳运行,达到经济效益是设备维修工作的重点。
4 BTRT发电机组稳定运行的维修实践
4.1 调整静叶PID值稳定控制高炉顶压
4.1.1 解决静叶控顶压不稳的问题
通过观察发现,静叶控制与四阀组控制几乎同时参与,因没有基准,不好调整。通过调整静叶PID值,顶压在3000Pa以内静叶控制优先动作,超过5000Pa四阀组再参与调解,从而控制了顶压。
4.1.2 解决发电功率低问题
高炉产生的煤气是通过两个通道进入管网,即四阀组减压或TRT做完功后进入管网。在正常的情况下通过四阀组的煤气越少,则通过TRT的煤气就越大,发电量就高。为此,进行了改进:(1)修改程序,使顶压在3000Pa以内静叶优先动作,超过5000Pa四阀组再参与调解,正常情况下四阀组关闭,煤气都通过TRT做功;(2)要求热风炉关闭手动调节阀,并监控四阀组,正常情况下要求及时关闭。措施实施后机组发电功率保持在每小时10000kW以上,提高了发电功率。
4.2 完善TRT发电机组连锁保护功能
4.2.1 高炉煤气出口在线粉尘仪的运行
修复高炉煤气出口在线粉尘仪,确保煤气含尘跳机连锁保护正常运行,高炉净煤气含尘量不超标。完善TRT发电机组三级联络机制,及时通报高炉净煤气含尘量指标,TRT机组运行异常要及时反馈。
4.2.2 完善TRT发电机组连锁保护功能
(1)粉尘浓度≥10 mg/m3,不允许开机运行。运行保护条件:粉尘浓度≥5 mg/m3,运行超过24h跳机;粉尘浓度≥10 mg/m3,运行超过4h跳机;粉尘浓度≥20 mg/m3,运行超过2h跳机;粉尘浓度≥30 mg/m3,运行超过 0.5h跳机。
(2)在线粉尘检测仪的量程设定不得擅自修改。两个在线粉尘检测仪监测值相差较大时,启动人工取样。
(3)完善备用仓切换功能。确保粉尘检测设备故障时退出运行后检修。传感器发生故障或损坏后,超过4小时自动切换备用仓。
4.3 修订设备维修操作的技术标准
(1)根据近几年的实践经验,对于容易发生磨损的转子气封以及入口、出口煤气管道补偿器等易腐蚀破损部件,修订了维修技术标准。标准中规定了磨损腐蚀部件检查、修复更换的合理周期,以及高炉煤气泄漏发生时的安全控制措施。
(2)将TRT设备纳入八钢公司设备定(年)修年度计划管理,TRT的定修(含大修)计划与高炉的定(年)修计划同步实施。即:TRT的施工工期最大限度与高炉的检修工期进行重合,避免重复停机(炉)。
4.4 执行油品管理制度,保证油品质量
严格落实油品“五定三过滤”要求,定期进行油品清洁度检验,保证伺服液压系统油品清洁,消除伺服阀堵塞带来的动作失灵、滞后现象。
4.5 BTRT发电机组透平机主要部件转子维修
透平机转子是TRT主要部件,也是维修难度最大,修复价值最高的部件。在本次BTRT发电机组稳定运行维修实践中,做好转子及叶片等大型关键部件恢复设备功能,保证TRT平稳运行,并且使修复价格经济合理,也是本次设备维修工作的重点。
5 BTRT发电机组透维修经济性探索
5.1 透平机转子维修经济性
2017年前,针对蚀损的TRT转子修复方式是委托主机制造厂进行返修,返修费用高而且修复周期长。2017年8月,BTRT发电机组运行单位要求对已磨损下线的转子委托主机生产厂家承接修复。主机生产对返修转子的报价较历史价格又上涨约45%,比国内市场转子修复价格高55%。
针对现实问题,为寻求经济的维修价格,八钢设备管理部门采用竞争性管理方案对该转子进行返修经济性分析,积极在国内开展多方寻源工作,了解到A公司擅长激光修复与激光再制造技术,且在鞍钢、首钢、包钢、电力、石化行业有同类TRT转子修复业绩和成功经验。对此,通过与A公司主动联系,开展了全方位的转子维修技术对接交流,确认A公司具备转子修复的技术能力和良好的维修业绩,最终采用竞争性方案进行转子返修竞价招标。
通过招投标,A公司中标价格只有主机生产厂家报价60%,合同交货期为45天,比主机厂家的5个月缩短了维修周期。此项措施对八钢设备维修管理具有长期战略意义。
5.2 透平机转子维修技术实践
5.2.1 转子修复检测
2018年10月,BTRT机组和ATRT机组同停开展年修工作。A公司在此期间测绘新、旧承缸尺寸,用于推算确定所修复转子叶片与新承缸配合部位的尺寸,保证所返修转子能够和承缸配套使用,45天内交付修复转子。经测量计算确定承缸锥度为6°50′,一级静叶之间的搭接间隙均<0.4mm(标准为<0.6mm),最终推算出转子叶片加工外径后开始进行转子修复。
5.2.2 修复转子质量验收及上机验证工作
2018年11月中旬,A公司返修转子到货,针对“缺少转子叶片内部无损探伤报告、外径尺寸标注不全”两项问题,要求该公司出具修复转子的产品质量承诺书。12月中旬,BTRT机组停机检修,开展转子上机验证工作,对修复转子和承缸之间的动静间隙匹配予以确认,见表2。
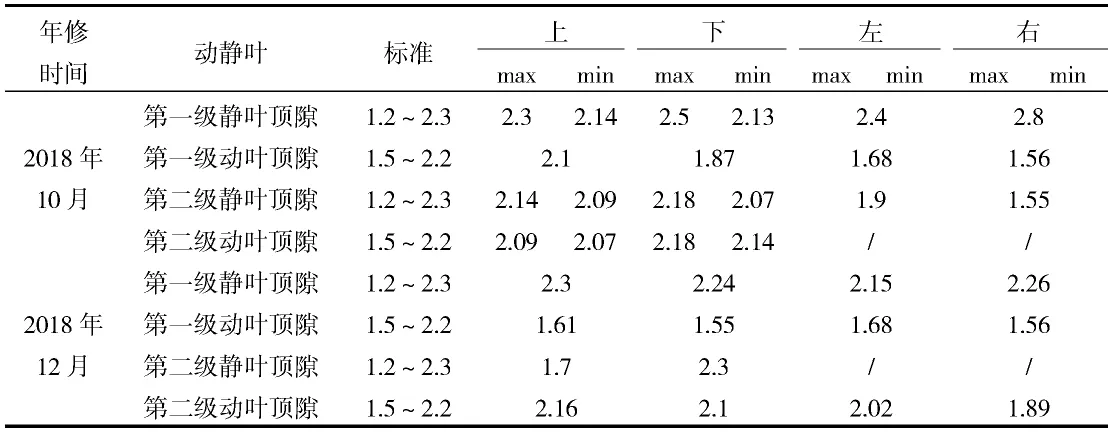
表2 BTRT机组转子修复测量数据记录 mm
经修复转子上机验证,确认修复转子和承缸之间的动静间隙能够匹配。
5.2.3 BTRT发电机组运行
2019年1月2日,BTRT发电机组于并网发电,发电量正常,稳定在9~10MW/h,检修后动态监测数据均在控制标准范围内,达到技术要求,见表3。
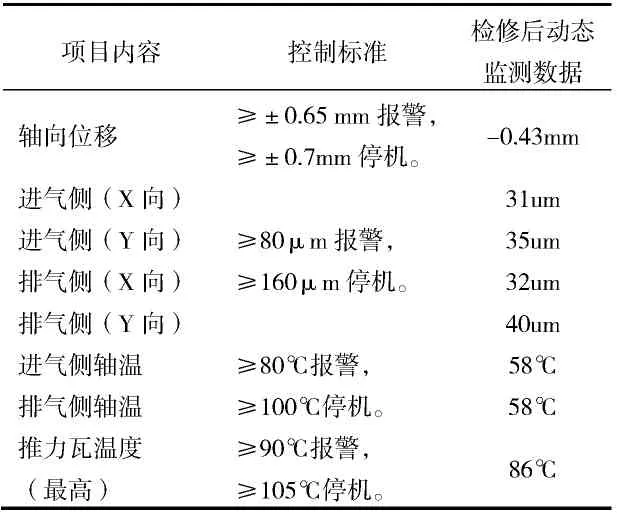
表3 BTRT机组检修后动态监测数据
5.2.4 效果
BTRT机组维修后的吨铁发电量比维修前增加了3.6kW·h/t,已接近48 kWh的标准发电量,发电效率明显提高,验证了返修转子满足BTRT机组性能需要。从运行中最大工况时BTRT发电机组的做功情况来看,随着高炉运行工况的优化,BTRT机组的做功将会有进一步提升的空间,可力争达到最优吨铁发电量指标52 kWh,见表4。

表4 BTRT机组维修前后的吨铁发电量对比
在BTRT机组维修技术过程中,通过实践摸索,修订完善了TRT机组磨损腐蚀部件检查、修复、更换维修技术标准。在针对TRT发电机组运行及维修模式的探索实践中完善了设备维修的经济性控制策略积累了维修技术实践经验,并取得了显著的效益。
6 结束语
在此次维修管理中,八钢设备管理部门通过对设备维修经济性方式的探索,提高了维修性价比,为八钢节约了维修费用。
通过BTRT维修方式的管理创新,不仅完善了TRT发电机组运行及维修管理的环节,并且通过维修经济性控制策略和维修技术实践,取得了较好的经济效益和维修效果,为今后八钢公司大型关键设备的修复工作提供了指导依据和借鉴。