双组分热风非织造材料的热成型工艺对性能的影响*
2019-07-11康桂田1超2黄配文2张一风
康桂田1 高 超2 黄配文2 张 恒 章 伟 张一风
1. 郑州纺机工程技术有限公司,河南 郑州 450001;2. 上海盈兹无纺布有限公司,上海 201501;3. 中原工学院纺织服装产业河南省协同创新中心,河南 郑州 451191
热风非织造材料的成型机理:热风穿透蓬松的纤网(纤网面密度一般为20~200 g/m2)后,纤网表层的热塑性纤维软化熔融并在纤维交叉处相互固结,最终形成具有一定厚度和稳定结构的非织造材料。其中,纤网表层的热塑性纤维主要包括低熔点热塑性纤维(如聚酯、聚丙烯、聚乙烯等)和双组分纤维[5-7]等。简言之,纤网在软化、熔融及固结过程中受温度和热气流的作用而成型[8-9]。因此,现有研究[10-11]认为,基于热风穿透低熔点热塑性纤维而成型的热风非织造材料,无需在生产过程中添加化学黏合剂,生产工艺环保,符合现代绿色生产的观念。
本文从热风非织造材料生产工艺流程入手,通过对各关键工艺参数进行配置,探讨生产工艺对热风非织造材料性能的影响,以期优化生产工艺、提高产品性能,为热风非织造材料在吸收性卫生材料中的高品质应用提供参考。
1 试验部分
1.1 原料及制备工艺
纤维原料:试验选用两种规格的聚乙烯/聚丙烯(PE/PP)双组分纤维,即2.22 dtex×38 mm(苏州鹏宏纺织化纤有限公司)和1.67 dtex×38 mm(宁波远东复合纤维有限公司),均为皮芯结构,即皮层为聚乙烯(PE),其熔点为125.00~130.00 ℃,芯层为聚丙烯(PP),其熔点为165.00~170.00 ℃。
制备工艺:采用直铺工艺。将两种纤维按照1 ∶1的质量配比分别喂入开松机后混合均匀,经气压棉箱均匀输送到双锡林双道夫梳理机进行梳理,形成两层纤维网;两层纤维网上下铺叠后送至平网式热风烘箱内,在一定温度和速度的热风作用下,皮层PE软化熔融,并在纤维交叉处黏合固结,形成具有一定强力的热风非织造材料。表1为制备的样品规格及其工艺参数。

表1 制备的样品规格及其工艺参数
1.2 结构与性能测试
1.2.1 面密度与厚度
根据GB/T 24218.1—2009《纺织品 非织造布试验方法 第1部分:单位面积质量的测定》,使用CZ1002A型电子天平(上海硕群电子科技有限公司)测定样品质量,然后对面密度进行计算。
根据GB/T 24218.2—2009《纺织品 非织造布试验方法 第2部分:厚度的测定》,使用YG141D型数字式厚度仪(温州市大荣纺织仪器有限公司)测定样品厚度。
1.2.2 力学性能
其中,x0、y0、z0分别为X、Y、Z的迭代初值,xin、yin、θin分别为X、Y、Z的输入值,zout为输出值。
根据GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定(条样法)》测试样品的纵向拉伸断裂强力和横向拉伸断裂强力。使用QJ210H型电子万能试验机(上海倾技仪器有限公司)进行测试,测试样品宽度为50 mm,夹距为100 mm,拉伸速度为100 mm/min。
1.2.3 液体穿透特性
液体穿透特性采用液体穿透时间和液体返渗量表征。
液体穿透时间是指在规定条件下,模拟尿液以一定速度穿透非织造布样品所需的时间。参照GB/T 24218.13—2010《纺织品 非织造布试验方法 第13部分:液体多次穿透时间的测定》,使用Lister AC L6057型无纺布水分渗透仪(Lenzing Instruments奥地利)测试液体3次先后穿透样品表面所需的时间,测试用液体为质量分数为0.9%的生理盐水。
液体返渗量是指液体穿透非织造材料后,将规定的重物和吸纸置于非织造材料表层,吸纸所吸收液体质量即为液体返渗量。参照GB/T 24218.14—2010《纺织品 非织造布试验方法 第14部分:包覆材料返湿量的测定》对样品的液体返渗量进行测试。测试时所用重物的质量为4 kg,尺寸为10 cm×10 cm。
2 结果与分析
2.1 厚度
图1为样品厚度测试结果。由样品面密度与厚度的关系[图1(a)]可以看出:面密度从18.20 g/m2增大到25.70 g/m2时,样品平均厚度从0.44 mm增大到0.65 mm,说明样品厚度随面密度的增大而增大。图1(b)是面密度为23.80 g/m2的样品在其他工艺不变时,厚度与热风温度之间的关系。由其可以看出,当热风温度从123.40 ℃升高至137.00 ℃时,样品的厚度呈减小趋势。这是因为当热风温度高于皮芯纤维的表层熔点温度时,纤维表层开始软化熔融,随着热风温度的升高,表层软化熔融量逐渐增大、纤维交叉点处黏结面积增大,再经后续加压、牵伸等作用,样品会变得更加致密[12]。

(a) 厚度与面密度的关系
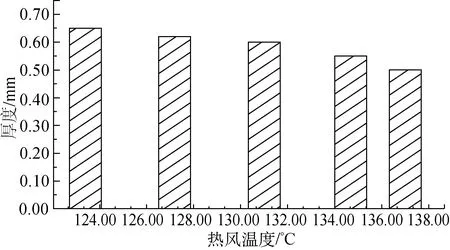
(b) 厚度与热风温度的关系
2.2 力学性能
对热风非织造材料而言,影响样品断裂强度的主要因素包括面密度和热风温度等。
在热风温度为131.00 ℃、热风作用时间为84.3 s时,样品拉伸断裂强度随面密度变化的曲线见图2。由其可知,随着样品面密度的增大,其纵、横向拉伸断裂强度均随之逐渐增大。对比图2(a)和图2(b)可以看出,样品纵向拉伸断裂强度均大于横向。这是由于样品制备时采用的是直铺工艺,纤网中大部分纤维沿纵向排列。
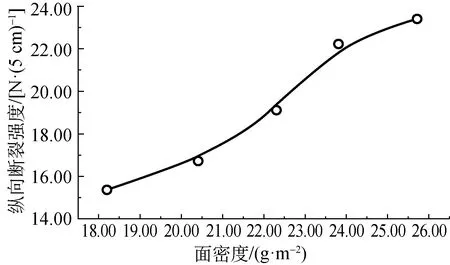
(a) 纵向断裂强度

(b) 横向断裂强度
在样品面密度为16.02 g/m2、热风作用时间为84.3 s时,样品拉伸断裂强度随热风温度变化的曲线见图3。由其可知,当热风温度从123.40 ℃增大到139.00 ℃时,样品纵向拉伸断裂强度从9.81 N/(5 cm)增大到18.01 N/(5 cm),横向拉伸断裂强度从3.10 N/(5 cm)增大至6.66 N/(5 cm),表明热风温度对样品纵、横向拉伸断裂强度有显著影响。值得注意的是,在热风温度由123.40 ℃升高至127.20 ℃时,样品的纵、横向拉伸断裂强度的增加幅度均比较大;而温度由127.20 ℃继续升高至139.00 ℃时,样品的纵、横向拉伸断裂强度的增幅变缓。这是因为双组分纤维的表层聚合物PE的熔点为125.00~130.00 ℃,当热风温度(123.40~127.20 ℃)在其熔点范围内时,样品纵、横向拉伸断裂强度增长最快[13]。
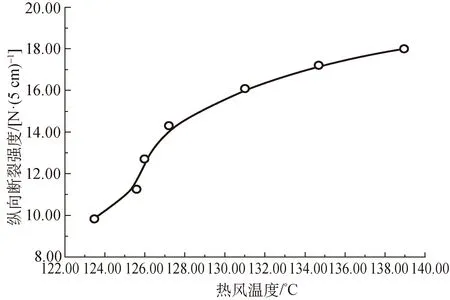
(a) 纵向断裂强度
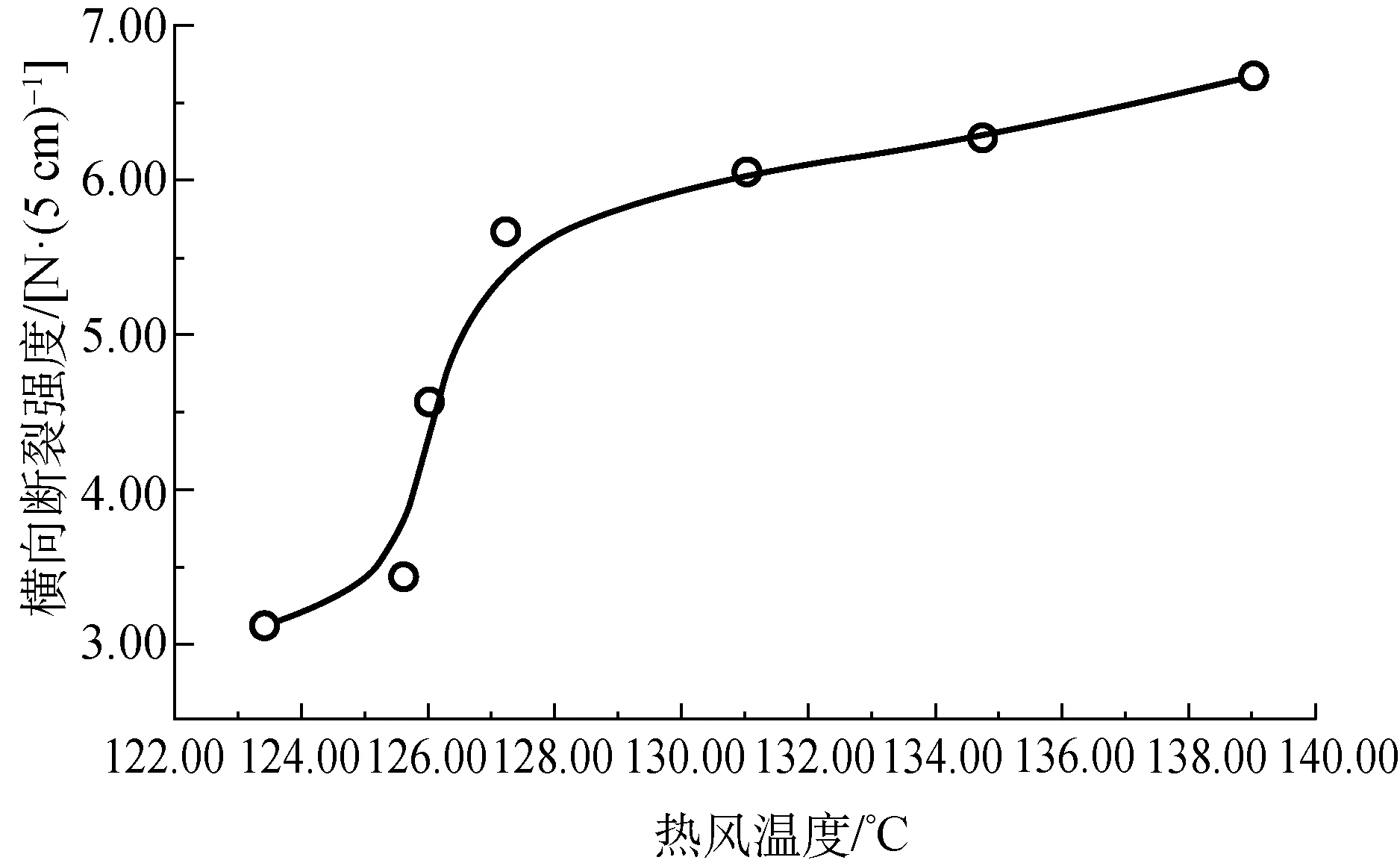
(b) 横向断裂强度
2.3 液体穿透特性
热风非织造材料具有结构蓬松、孔隙大的特点,为液体的快速穿透提供了可能性。液体穿透时间和返渗量随面密度变化的情况见图4。
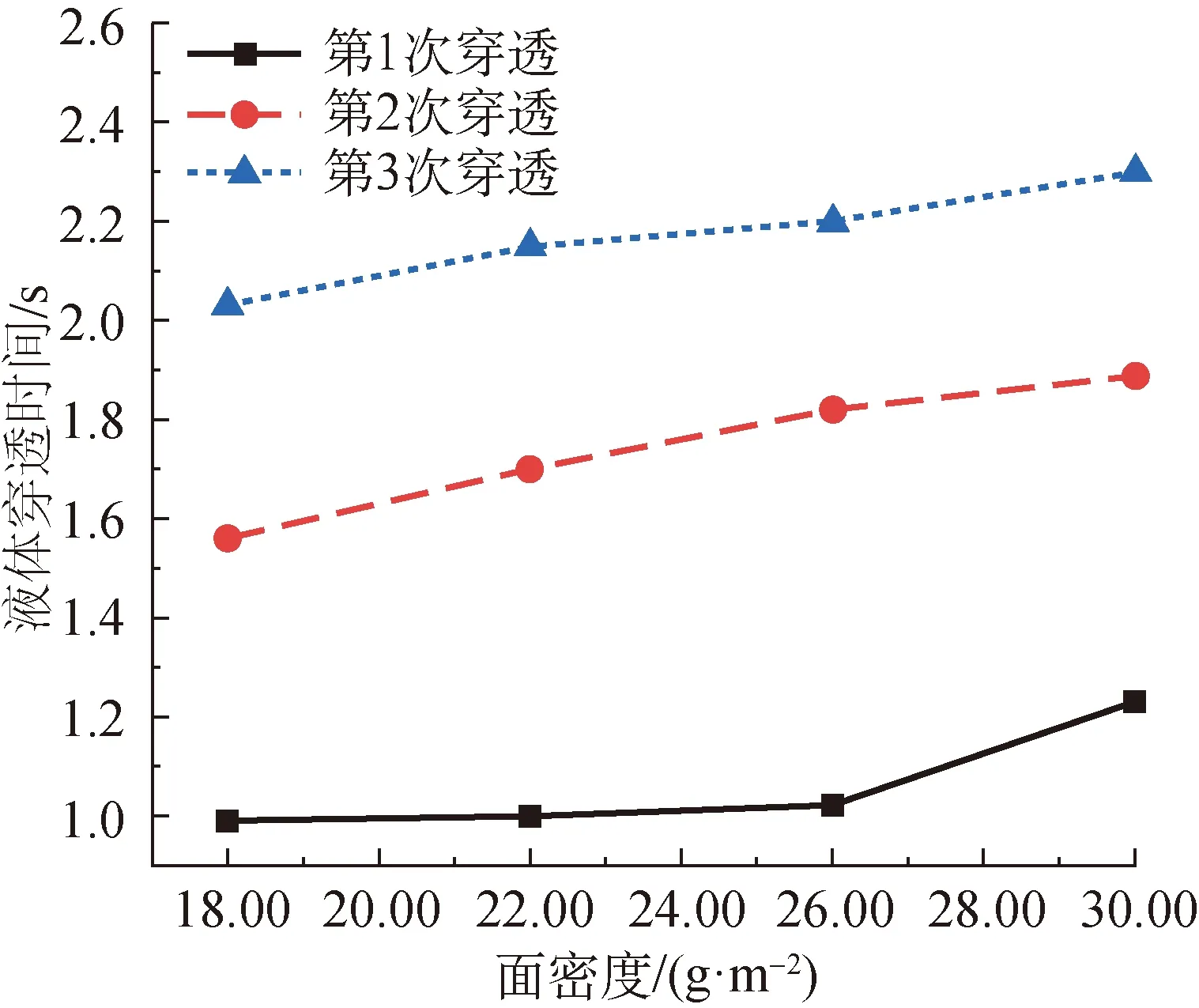
(a) 液体穿透时间
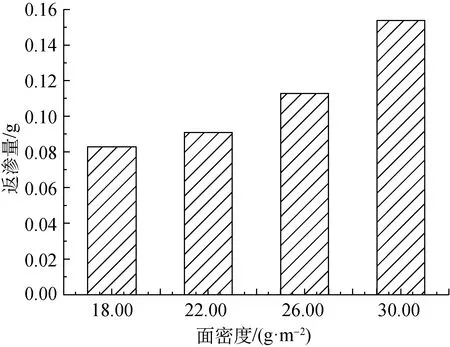
(b) 返渗量
由图4(a)可以看出:对不同面密度的热风非织造材料,液体穿透时间随着面密度的增大而增长。这是因为随着面密度增大,非织造材料的厚度增大、孔隙增多,故液体的穿透时间会有所增长。此外,当热风非织造材料的面密度相同时,液体穿透时间t1 由图4(b)可以看出:随着热风非织造材料面密度的增大,液体的返渗量逐渐增大。这是因为面密度越大,材料的厚度越大,导致残留在热风非织造材料内的水分总量增加,因而液体返渗量增大。 (1) 在相同生产工艺条件下,样品厚度随面密度的增大而增大;在面密度一定的情况下,热风温度的升高会使样品的厚度减小。 (2) 样品面密度对样品的拉伸断裂强度影响显著,在其他工艺不变的条件下,随着热风温度的升高,样品的纵、横向拉伸断裂强度增大,且热风温度由123.40 ℃升高至127.20 ℃时,样品纵、横向拉伸断裂强度增长最快。 (3) 面密度是影响液体穿透时间与液体返渗量的重要因素。随着面密度的增大,样品的穿透时间和返渗量均有所增加。因此,对吸收性卫生用热风非织造材料而言,降低面密度是提高其舒适性的方法之一。3 结论