模切机压力故障分析及解决方法
2019-07-09刘飞林
刘飞林
(湖南福瑞印刷有限公司,湖南长沙 410100)
0 引言
模切是印刷包装品常用工艺,即在模切压力的作用下,将印刷品切成所需形状或切痕的成型工艺。模切工艺过程:装版→调压→调规→试压模切→正式模切压痕→清废→成品。在生产过程中,压力过大会造成印品散版,模切刀口钝化;压力过小会造成刀口切不透,成型困难。因此,调节控制模切机工作压力是生产高品质产品的关键因素。
1 模切系统组成及工作原理
模切压力传动系统主要由模切区固定平台、压力平台、模切底板、模切版组成。模切时,活动平台和模切底板在模切传动机构带动下做上下往复运动,将模切压力传递给模切版的钢刀钢线上,钢刀钢线再将模切压力作用于印品上,实现模切功能。活动平台往复运动使上下模切板不断合压,每合压一次实现一次模切过程。模切压力传递方式见图1。
2 问题
在模切加工中,由于压力不稳产生的质量问题有:①压痕过深。由于模切压力过大,导致折叠成型时纸板折痕处开裂,影响印刷包装品的美观;②压痕过浅。折痕挺度大,折叠成型困难,造成下工序折叠卡机;③散版。由于模切压力过大,造成纸张在传递过程中滑移或脱落;④成品切口与废边粘连,影响成品的光洁度和平整度。
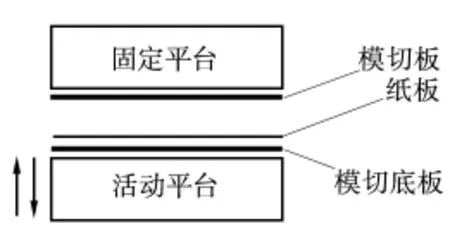
图1 模切压力传递
3 原因分析
折痕处开裂、折叠卡机、散版、成品切口与废边黏连等问题的产生的原因都是模切机压力调节不当。压力不当的原因有3个:①模切版上模切刀、线分布不均,动平台在模切时受力歪斜,导致局部压力不均匀;②活动平台支撑座机械磨损,造成活动平台四个角不水平;③整体模切压力不当(偏大或偏小)。
4 解决方法
(1)如果压力轻微不均匀,可能由模切刀线在模切版分布不均造成,可在模切版适当位置加装刀线解决。
(2)如果模切版四角压力差别较大,可能是活动平台不水平所致,需要调节活动平台支撑机构,如果磨损严重则需更换,直到活动平台与固定平台水平为止。
(3)以博斯特SP102-SE模切机压力调节机构为例(图2),整体压力调整需调节调压棘轮,当棘轮顺时针转动,斜铁向里运动,抬高活动平台,模切压力增大,反之亦然。如果脱开链条,则可按照同样方法单独对咬口边和拖梢边进行压力调整。调整整体压力后,对于细微压力不均衡的地方需在压力垫衬纸上补压力胶条进行压力微调。
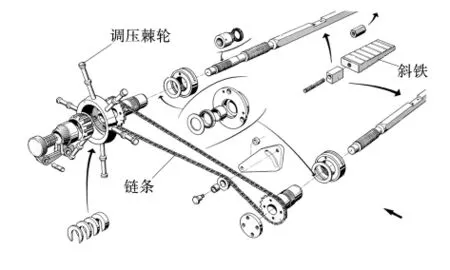
图2 博斯特SP102-SE模切机压力调节机构
5 结语
根据实践经验,总结出模切压力调节步骤:①调节局部压力平衡;②调节模切整体工作压力;③对细微压力不均衡处增减压。压力调节是繁琐而细致的工作,首先要确定基准压力,然后再根据模切效果加减压,操作者要有足够的耐心,反复调校才能生产出优质的模切产品,实现印刷品的增值。
