一种用于潜艇的频率选择天线罩设计*
2019-07-08宋海洋李光军
宋海洋 李光军 章 敏 毛 杰
(1.海军驻武汉地区某军事代表室 武汉 430205)(2.武汉船舶通信研究所 武汉 430205)(3.91917部队 北京 100000)
1 引言
天线罩一般安装在天线外面,防止天线经受强风、暴雨、海浪、盐雾、太阳辐射等的侵袭,同时还是天线电磁波接收和发射的电磁窗口。因此,用于潜艇的天线罩,需要保证足够的强度、刚度,以满足水下环境的使用需求,同时需保证良好的透波性能。
近年来,随着探测技术的发展,对潜艇的隐身性能提出了越来越高的要求,天线作为潜艇上重要的通信设备,降低雷达散射截面(RCS)对提高潜艇隐蔽性具有重要意义。频率选择表面是一种周期性的电磁结构,其根本特征是对一定极化、入射角的电磁波具有频域滤波特性,将频率选择表面(FSS)技术应用于天线罩上,可以使天线罩具有频率选择功能,在设计频段内天线罩具有正常的透波,设计频段外对电磁波进行屏蔽,从而降低天线的 RCS[1~4]。
潜艇用频率选择天线罩需满足包括耐压、电性能等多方面的综合要求。如果设计电性能最优,可能会导致结构强度裕度不大;如果保证结构强度裕度,天线罩的透波性能必须作出牺牲;同时由于天线罩不是低RCS外形,采用FSS设计必定会影响透波率;因此,必须对天线罩进行电性能和结构强度的协调设计。制造工艺也会直接影响天线罩的结构强度和电性能,因此需要根据天线罩结构尺寸,选择最佳的成型工艺。针对以上研制难点,本文分别从材料、结构、工艺等方面进行阐述[1~5]。
2 天线罩的结构设计
2.1 材料方案
1)蒙皮材料
根据材料性能要求,同时依据天线罩高透波要求,石英纤维/氰酸酯复合材料是一种理想的蒙皮材料,该复合材料具有诸多突出的优点:优良的力学性能、耐热及耐湿热性能、极低的介电损耗、较低的介电常数等。并且其介电性能对温度及电磁波频率的变化都显示出特有的稳定性,类似材料已经应用于美国F-22飞机的雷达罩。为了进一步提高复合材料性能,对树脂基体进行改性。针对树脂基体固化物较脆、韧性较差的特点,采用可溶性热塑性聚酰亚胺对其进行增韧,在保持其电性能和力学性能的基础上提高其韧性指标和力学性能。石英纤维/改性氰酸酯树脂复合材料性能如表1所示[6~8]。
2)芯层材料
芯层材料选用PMI泡沫材料,PMI泡沫芯层具有如下优点[6~8]。
(1)泡沫夹层结构吸湿率低。PMI泡沫为100%闭孔,内部吸湿是通过水分子扩散,相对蜂窝大空隙而言,吸湿率较低。
(2)泡沫芯层复合材料的冲击后压缩强度较蜂窝芯层复合材料高。
(3)目前比强度和比刚度最高的聚合物硬质泡沫材料,在夹层结构中,PMI泡沫材料可以作为结构性单元。

表1 石英纤维/氰酸酯复合材料性能

表2 ROHACELL 71 XT-HT型PMI泡沫性能
PMI泡沫材料性能见表2。
3)胶膜及发泡胶
胶膜及发泡胶也是夹层结构材料的重要组成。在蒙皮材料和芯层材料单独力学性能、耐热性能和电磁性能都能够满足要求的前提下,夹层结构整体的性能取决于蒙皮和芯层之间的界面性能。如果蒙皮和芯层间界面粘接强度达不到要求,在热载荷和气动载荷联合作用下,首先界面脱粘而后导致夹层结构整体失稳。因此蒙皮和芯层粘接用耐高温胶膜是保证结构整体强度和电性能的关键。蒙皮和芯层粘接用耐高温胶膜除具有高粘接强度外,还应具有与蒙皮相同的耐热性能和介电性能。
另外,PMI芯层是平面形状,无法整体加工成天线罩形状,必须用若干块PMI板材进行热定型后拼接。芯层拼接用耐高温发泡胶也是保证结构整体强度和电性能的重要因素。耐高温发泡胶除具有高粘接强度外,还应具有与芯层相同的耐热性能和介电性能[9]。
耐高温胶膜及耐高温发泡胶性能见表3。

表3 胶膜及发泡胶性能
4)涂层
本设计中的天线罩要求具有表面憎水性,出水15s后,表面无水膜、无明显水滴。因此在天线罩表面喷涂疏海水涂层是一种可行的方案。
本设计研制的涂层是以全氟烷基为主要憎水成分,以有机硅为辅助憎水成分的树脂,通过分子结构的设计、优化合成工艺,使树脂涂料具有优异的憎水性及耐久性[7]。已经基本完成有机硅改性聚氨酯涂层的研制,研制的疏海水涂层具有以下性能:涂层工艺性好,涂敷涂层后,材料表面光滑平整,附着力小于1级,涂层接触角达到120.5°,滚动角为6°。图1为复合材料平板在涂层涂覆前后透波率比对图,由图可知平板透波率基本无变化。
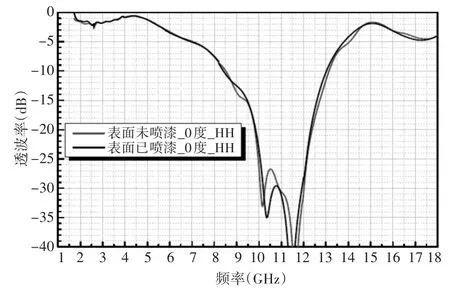
图1 喷漆前后平板透波率
2.2 结构强度设计
承载是天线罩的第一要求,本设计要求天线罩整体耐4MPa水压,因此首先需要对天线罩承压进行分析设计。经力学性能分析,当石英纤维/氰酸酯树脂复合材料蒙皮厚度大于8mm时,天线罩能够满足技术指标要求。同时进行了A夹层天线罩结构(4mm复合材料+12mmPMI泡沫+4mm复合材料)的强度校核,结果表明,该A夹层结构可以承受6MPa的均匀外压不破坏,同时结构在承受6MPa均匀外压不发生屈曲,屈曲系数大于1。

图2 复合材料有限元计算云图
3 天线罩FSS设计
本设计所用天线为圆柱形天线,由于天线罩不是低RCS外形,如果采用传统的反射型FSS方案,很难满足RCS技术指标要求,因此必须采用吸收方案。对于吸波结构来说,它通过在接地平面之前放置电阻层或电阻性单元来获得吸波特性,这种结构可被设计成在对其他任何频率都反射的同时对某个频率范围是吸波的。此外,如果想让该结构在某频率范围是透明的,那么必然要求接地平面对此频率范围也是透明的。将接地平面换成孔径型的FSS便可以实现这种特性,这就是耗散型FSS结构。当然,除此之外,还必须要求电阻层或电阻性单元对这些透明的频率是“不可见的”,而对其它频率则是吸收的[10~11]。
在设计耗散型FSS结构之前,首先要计算出纯介质结构本身能达到怎样的透波率。根据水下的耐高水压使用要求,实芯天线罩结构的总厚度要满足8mm以上才能满足要求。对于无耗散型FSS的实芯结构,图3给出了纯介质板的透波率与厚度对应关系的仿真结果。从理论计算结果来看,当厚度为8mm时,纯介质板本身的带内透波率(1GHz~2GHz)≥-0.5dB;然而当厚度为15mm时,纯介质板本身的带内透波将恶化到-1.2dB。
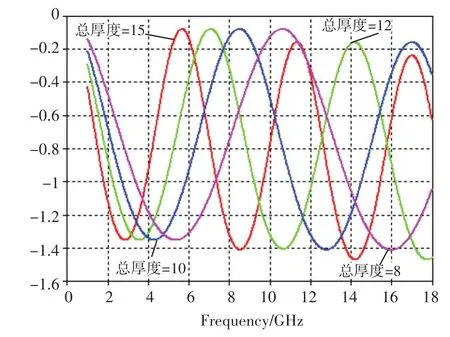
图3 纯介质板透波率预估结果
采用耗散型FSS结构进行吸透一体化设计,主要开展了两轮设计及优化工作。第一轮结构是实心壁,加载三层频选膜,总厚度约15mm。第二轮结构为夹层结构,顺序为8mm复合材料(加载两层频选膜)、10mmPMI泡沫、2mm复合材料(加载一层频选膜),总厚度为20mm。图4给出了第一轮和第二轮平板样件透波率测试结果对比。第一轮平板带内透波率基本控制在-2dB左右,而第二轮平板带内透波率已基本提高至-0.8dB以内,已经接近技术指标。从图5第二轮透波率设计和测试结果对比来看,设计与测试结果吻合度较高,说明设计结果的可信度较高。图6和图7给出了第二轮吸波特性设计结果和平板件反射率测试结果,从图中可以看出,该结构在X波段实现了高吸收。
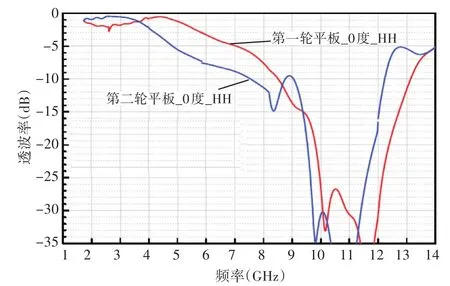
图4 第一轮和第二轮平板透波率测试对比
综上所述,通过独特的耗散FSS单元设计,第二轮设计结构已实现了低频波段的高透波,同时具备了覆盖整个X波段的低反射率。说明设计思路正确,且效果明显。可以据此开展天线罩制备。
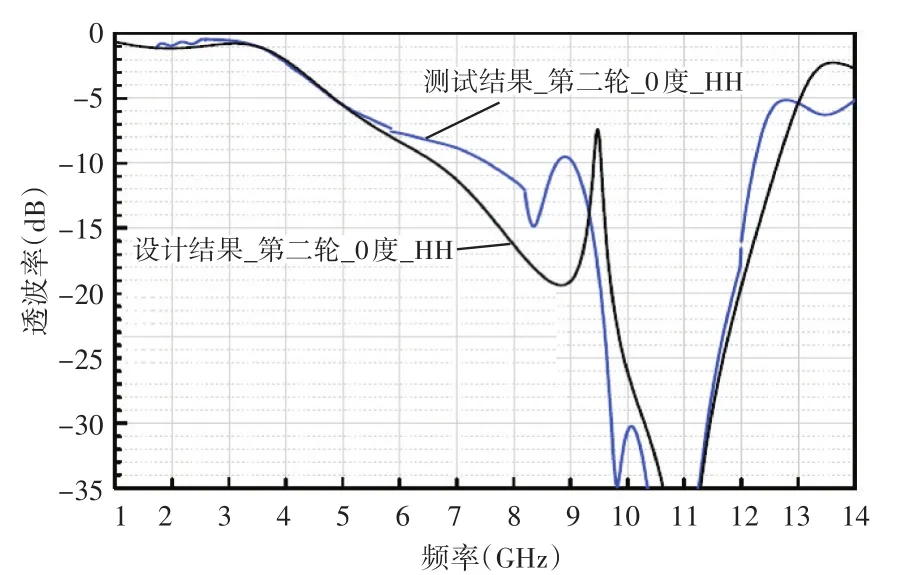
图5 第二轮透波率设计结果和测试结果对比

图6 吸波结构反射率预估
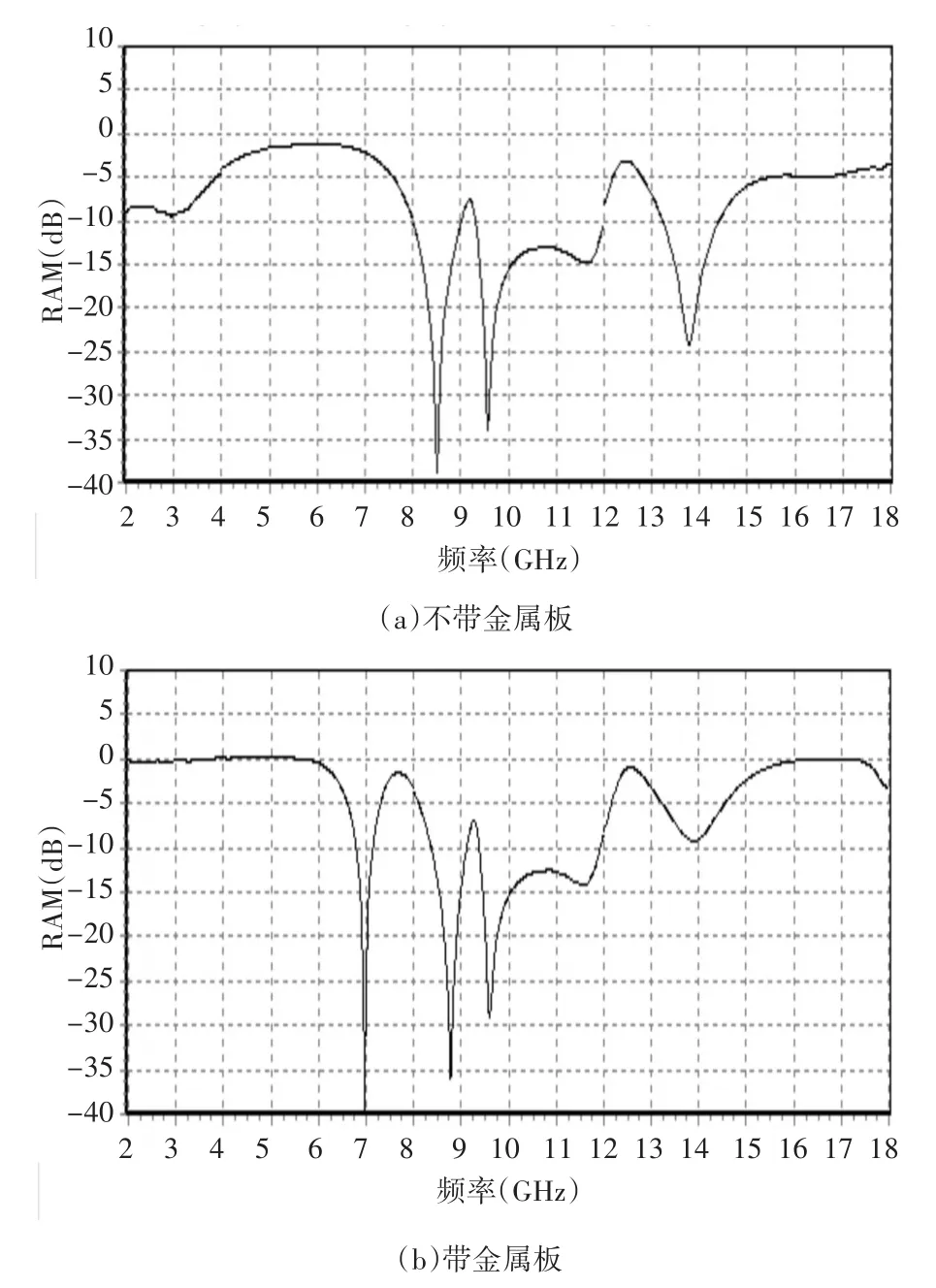
图7 第二轮平板发射率测试
4 工艺方案
本设计中的天线罩为圆柱形,顶部为半球形,高度为2500mm,因此选用缠绕工艺。缠绕工艺可严格控制树脂的含量,从而使整个天线罩具有均匀的介电常数。研究张力、转速等对复合材料外观质量及性能的影响。同时研究真空度、固化程序以及固化程度等成型工艺参数对天线罩外观质量和性能的影响,从而优化成型工艺参数,工艺难点在以下几个方面[9~12]:
1)整体成型难度大。因为天线罩顶端为半球封口,而且整体高度达2500m,缠绕过程中不能使模具处于一端固定的悬挂状态。因此采用分段成型方式,即固化0~300mm处后,采用转接工装将阳模的另一端固定。

图8 天线罩缠绕成型方式
2)湿法缠绕难度大。因为氰酸酯树脂在常温下粘度太大,无法缠绕,如果加溶剂,溶剂挥发一方面导致复合材料孔隙率大,另一方面缠绕过程中纤维和布容易打折造成强度下降,因此采用在氰酸酯树脂中加入低粘度树脂来降低浸渍液的粘度,从而满足缠绕要求。
3)工序多且复杂。本设计天线罩成型过程包括蒙皮材料成型,PMI泡沫成型,多层频选膜贴覆等,工序较多且复杂。蒙皮材料基本采用湿法缠绕成型;芯层PMI泡沫采用预定型、定型,再通过胶膜转移到蒙皮材料上;频选膜主要通过胶膜贴覆。
5 试验件测试

图9 高强度频选材料天线罩工艺试验件
为了验证工艺可行性,制备了工艺试验件,如图9所示。在航天科工集团第二研究院207所准动态散射辐射实验室进行了天线和天线罩组合体的RCS测试,如图10所示。测试天线水平放置于测试台架上,在8GHz~12GHz波段内进行扫频测试。选取天线本身、天线加载天线罩、天线自转90三种状态进行了HH、VV极化测试,测试结果如图11所示。从图看出,天线加载天线罩的RCS比天线本身有所减小。

图10 天线及其加载天线RCS测试状态
6 结语
本文选用低介电、低损耗的石英纤维/氰酸酯树脂复合材料、耗散型FSS等材料,采用耗散型FSS结构设计,通过分段成型、树脂改性等措施,制作出一种用于潜艇的频率选择天线罩,测试结果表明,试验件基本满足设计要求。频率选择天线罩是实现天线隐身的重要措施,在潜用天线隐身发展中必将发挥越来越重要的作用,因此需对其进行更深入的研究,以获得高强度、高透波、强隐身的性能。
