多级缸柔性机械制齐缝孔工艺装置设计
2019-07-06邱红亮吕红瑞王江勇
邱红亮 吕红瑞 王江勇 王 玮 李 青 陈 霞
多级缸柔性机械制齐缝孔工艺装置设计
邱红亮 吕红瑞 王江勇 王 玮 李 青 陈 霞
(山西航天清华装备有限责任公司,长治 046012)
分析现有多级缸装配工艺流程,统计汇总装配过程制约质量的问题,针对齐缝孔加工难点,通过确定多级缸机械制齐缝孔工艺装置的适应范围、制定工艺装置的设计方案、关键零部件的设计,开展机械制齐缝孔工艺装置的研制,最终达到提高稳定性、效率和合格率的目的。
多级缸;工艺装置;机械制齐缝孔装置
1 引言
根据计划部门预测,“十三五”期间工厂多级缸年生产当量成倍增加,一次交验合格率由95%提高到99%以上,各型号批产任务量的剧增和产品交付周期的缩短,对企业批生产能力提出了更高的要求。现在装配方式以人工操作为主,准备占用工位时间长,劳动强度大[1];同时,操作技能的高低影响装配质量的稳定性和一致性。为确保完成任务,有必要开展项目研究工作,以期能够带动装配制造技术的改变,充分发挥有限装配资源的能效,提高装配效率,保证完成任务。
本文梳理汇总并分析各型号多级缸规格,分析各部件的结构特点、装配工艺难点,开展柔性机械制齐缝孔技术研究,研制开发一套柔性机械制齐缝孔工艺装置,实现装配过程的柔性化、机械化,将传统的手工方式转变为机械化生产方式,达到精确控制、机械操作的目的。
2 多级缸简介
多级缸结构形式基本类似[2,3],如图1所示,主要由一、二、三、四级缸体,缸套体,阻尼环1,阻尼环2,阻尼环3,上下缸头体等零件组成,具体细节存在差异。一级缸体、二级缸体、三级缸体、四级缸体依次装入缸套体后,进行阻尼环1、2、3的装配,在阻尼环体与缸体之间配制定位齐缝螺钉孔,安装螺钉后,各级缸体完全定位,而后安装上下缸头体,再经过多级缸运行试验,满足使用要求后投入生产使用。

图1 多级缸结构及齐缝孔位置图
3 现有多级缸装配工艺流程分析
目前,多级缸装配的整个流程为领料-挡圈切槽-密封件清洗-配合间隙检查-多级缸体套装-阻尼环安装-齐缝孔加工-安装螺钉-缸头体安装。其中制齐缝孔技术手段较落后,质量一致性保证能力不足,整个过程(制中心孔、底孔、攻丝)都是由手持电钻完成,且阻尼环体安装完成后,须吊离原多级缸体套装工位后进行齐缝孔加工,浪费转运时间,现有齐缝螺钉孔工艺流程如图2所示。

图2 制齐缝孔工艺流程
齐缝孔加工过程存在的问题有:齐缝孔加工必须吊离套装工位;人工方向控制差易造成孔歪斜;打孔受力不均匀,再加上钻头细,容易造成钻头断裂,此工序为制约生产的关键瓶颈问题。针对此问题和难点,通过确定多级缸机械制齐缝孔工艺装置的适应范围,制定工艺装置的设计方案,关键零部件设计三个方面,开展机械制齐缝孔工艺装置的研制。
4 机械制齐缝孔工艺装置的设计
4.1 确定多级缸机械制齐缝孔工艺装置的适应范围
通过调研国内普通液压缸自动化装配现状,结合生产情况及总装要求,查阅各型号多级缸图纸及装配工艺,对多级缸一、二、三、四缸体外径、长度及壁厚工艺参数进行汇总分类,确定多级缸机械制齐缝孔工艺装置的适应范围,最大装缸直径385mm,最长长度1802mm,最大型号多级缸外形尺寸统计见表1。
4.2 制定工艺装置设计方案

图3 总体结构图
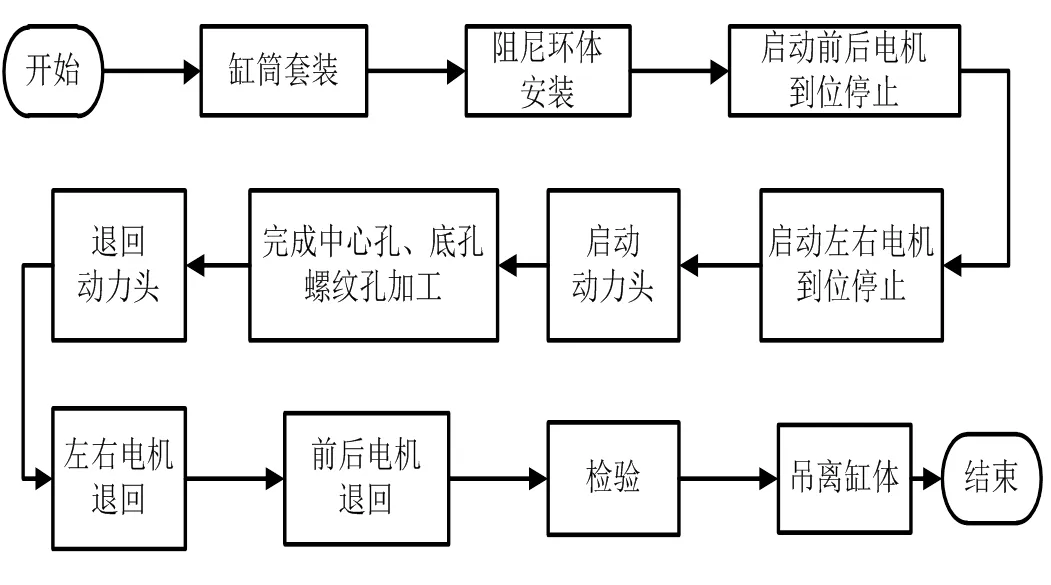
图4 制齐缝孔工艺流程
为解决质量一致性保证能力差、转运时间长的问题,设计在多级缸体套装工位进行齐缝孔加工:以自定心多级缸水平套装机中心为基准,通过前后运动组件带动双伺服动力头,精确控制位置与多级缸中心重合后,进行中心孔、底孔、攻丝等操作,其中多头转换器可拆卸,适应不同缸径齐缝孔的加工,左右行走组件是为适应不同多级缸长度而设计,整个过程套装机中心与机械制齐缝孔工艺装置中心在同一水平面内,整个制孔装置无需上下移动,只需平移即可,总体结构如图3所示。制齐缝孔步骤如图4所示。
4.3 关键零部件设计
4.3.1 前后行走组件
滚珠丝杠将旋转运动转换成线性运动,被广泛应用于各种工业设备和精密仪器。前后行走组件选择滚珠丝杠和导轨滑块,具备以下特点:精度高、运动平稳、传动可逆、正反向运动均可主动控制。滚珠丝杠加导轨滑块的设计、加工、组装、检测都属于成熟应用技术,购买市场商品然后组装。前后行走组件结构如图5所示。

图5 前后行走组件结构图
在伺服电机的作用下使所带动部件沿导轨滑块前进,为达到准精度0.01mm要求,以多级缸缸体中心为基准,通过反馈精确控制前进距离,使动力头中心与缸体中心重合,伺服电机静止状态下仍保持输出力矩,处于位置锁定状态,为双伺服动力头机构提供基座。
4.3.2 左右行走组件
左右行走组件与前后行走组件结构原理相同,其结构如图6所示。由丝杠旋转,丝杠螺母带动动力头安装板移动,从而带动动力头移动,适应不同长度多级缸齐缝孔加工。通过反馈精确控制前进距离,使动力头头部与多级缸端面距离达到固定值30mm,伺服电机静止状态下仍保持输出力矩,处于位置锁定状态,为双伺服动力头提供位置基准,确保双伺服动力头达到精确控制钻孔深度的要求。

图6 左右行走组件结构图
4.3.3 双伺服动力头机构
双伺服动力头机构采用双伺服电机对钻头的进给速度和转速进行精确控制,具有以下特点:
a. 控制精度高,实现位置、速度的闭环实时精确控制;
b. 低速扭矩大,运动平稳连续;
c. 响应速度快,动态响应时间短,能快速启动。其中中心孔和底孔加工仅需单独控制转速和位置即可,螺纹孔的加工必须使转速与前进速度相匹配,满足螺距的要求,因此需双伺服电机控制,完成齐缝孔的加工,其主要结构如图7所示。

图7 双伺服动力机构图
4.4 使用方法
a. 启动前后行走组件电机,使动力头中心与多级缸中心重合。
b. 启动左右行走组件电机,使动力头的头部与多级缸端面距离达到固定值30mm。
c. 操作动力头操作界面,完成中心孔、底孔、螺纹孔的加工。
d. 加工完成后,将前后行走组件退回原点,吊离多级缸,完成齐缝孔加工。
5 结束语
分析现有多级缸装配工艺流程,了解到制齐缝孔技术手段落后,质量一致性保证能力不足,操作时间长,通过确定多级缸机械制齐缝孔工艺装置的适应范围、制定工艺装置的设计方案,关键零部件设计三个面开展柔性机械制齐缝孔工艺装置的研制,并介绍装置的使用方法,改变了一直以来人工操作的模式,达到了提高稳定性、效率和合格率的目的
1 李楠. 自卸车多级缸装配质量及效率提升[J]. 液压气动与密封,2015(1):79~80
2 张俊豪,王荣花. 多级油缸的结构分析[J]. 佛山陶瓷,2008(6):20~23
3 生敏,褚桂君,刘明,等. 多级伸缩油缸典型结构解析[J]. 液压气动与密封,2013(12):61~63
4 成大先. 机械设计手册[M]. 北京:化学工业出版社,2002
Design of Processing Device for Flexible Mechanical Slotted Hole in Multi-stage Cylinder
Qiu Hongliang Lv Hongrui Wang Jiangyong Wang Wei Li Qing Chen Xia
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046012)
According to the existing assembly process of multi-stage cylinder, the quality problems in the assembly process are summarized and the difficulties in the processing of slotted holes are pointed out. Aiming at the difficult problems of soltted hole processing, the mechanical slotted hole processing device design of multi-stage cylinder engine is carried out from three aspects: determining the applicable range use of the multi-stage cylinder, developing process equipment design scheme and designing key parts, so as to improve the efficiency and qualification rate.
multi-stage cylinder;processing device;mechanical slotted hole processing device
邱红亮(1987),工程师,机械设计制造及其自动化专业;研究方向:工艺装备及非标设备的设计与研究。
2019-02-02
