蜂窝分区扫描参数对SLM成形GH4169残余应力的影响
2019-07-06刘全福赵冬冬宋国华代栓师钱远宏
刘全福 赵冬冬 宋国华 代栓师 钱远宏
蜂窝分区扫描参数对SLM成形GH4169残余应力的影响
刘全福1赵冬冬2宋国华3代栓师3钱远宏3
(1.中国航天科工飞航技术研究院,北京 100074;2.济源职业技术学院,济源 459000;3.北京星航机电装备有限公司,北京 100074)
为降低高温合金在SLM成形过程中产生的残余应力,以GH4169合金为研究对象,采用蜂窝分区扫描方法进行了研究,分析了激光功率、扫描速度、蜂窝边长等主要工艺参数对样件残余应力的影响情况。实验结果表明,在一定范围内随着激光功率的增加,残余应力呈线性增加;随着扫描速度的增加残余应力先增加后减小;蜂窝边长存在一个最佳取值范围,过大或过小均会产生较大的残余应力。
GH4169合金;激光选区熔化;蜂窝分区;残余应力
1 引言
GH4169是一种能够在 600℃以上及一定应力条件下长期工作的金属材料,与其他合金相比具有优异的高温强度、高温抗氧化、高温抗热腐蚀和高温抗疲劳等优点,被广泛应用到航空航天领域[1]。目前GH4169合金主要采用铸造和锻造方式生产,铸造工序简单但易产生气孔、夹渣、疏松等缺陷,后处理操作繁琐;锻造虽然可以消除部分缺陷,但是锻造开模对个性化、复杂外形产品费用较高。近年来随着3D打印技术的发展,一些学者将GH4169制造转向激光选区熔化(SLM)技术。王海丽等人采用SLM技术研究了 GH4169 镍基合金粉末的组织及力学性能[2]。杜胶义、陆超等采用激光选区熔化技术对GH4169成型过程的参数(扫描间距、扫描速度、激光功率)进行研究,得到了优化的工艺参数[3,4]。马威对选区激光熔化GH4169成形件表面质量和致密度进行了研究[5]。尹燕等人对GH4169不同粉末粒度的选区激光熔化特性及成形件组织结构进行了研究[6]。然而在 SLM 过程中由于激光热量较为集中,易造成温度场的不均匀与不稳定,继而使零件在成形过程中应力过大,易产生翘曲变形、开裂等缺陷。为了解决上述问题,一批学者、公司提出了棋盘格和条带等分区扫描方法,并对产生的应力及组织进行了研究[7~9]。近期大连美光公司提出了一种蜂窝扫描技术(见图1),该蜂窝由三个相邻的菱形组成,该技术有效地降低了产品在打印过程中应力的产生,特别适合大尺寸结构件。本文针对SLM成形过程进行研究,以揭示蜂窝分区不同参数对GH4169合金残余应力的影响情况。
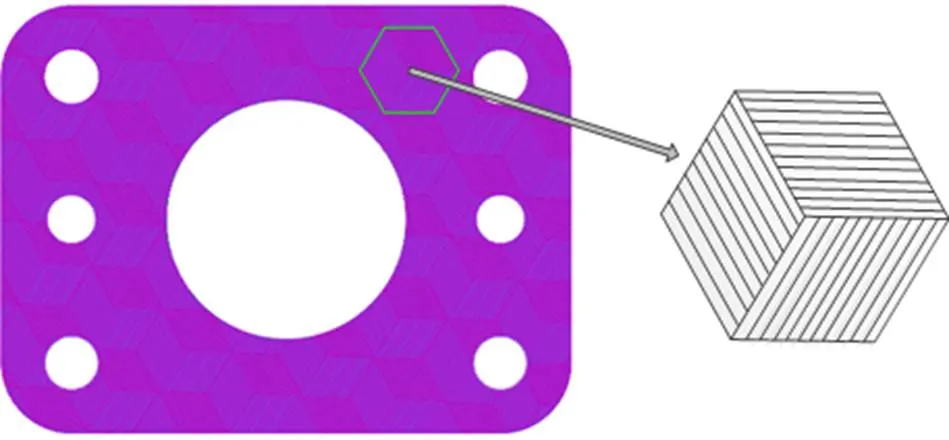
图1 蜂窝分区扫描技术
2 试验设备与材料
试验设备采用由激光器、铺粉装置、气体净化装置、送粉装置等组成的自主化SLM装备ASA-260M。它的最大成形尺寸为250mm×250mm×300mm,最大输出功率500W,最大扫描速度1200m/s的武汉锐科光纤激光器,光斑直径0.08mm。采用的GH4169工艺参数为:功率200~500W,扫描速度900~7000mm/s,扫描间距设为0.11mm,切片层厚0.04mm。试验所用材料为GH4169合金粉末,粉末粒度为15~55µm,基材采用316L不锈钢钢板,粉末化学成分如表1所示。
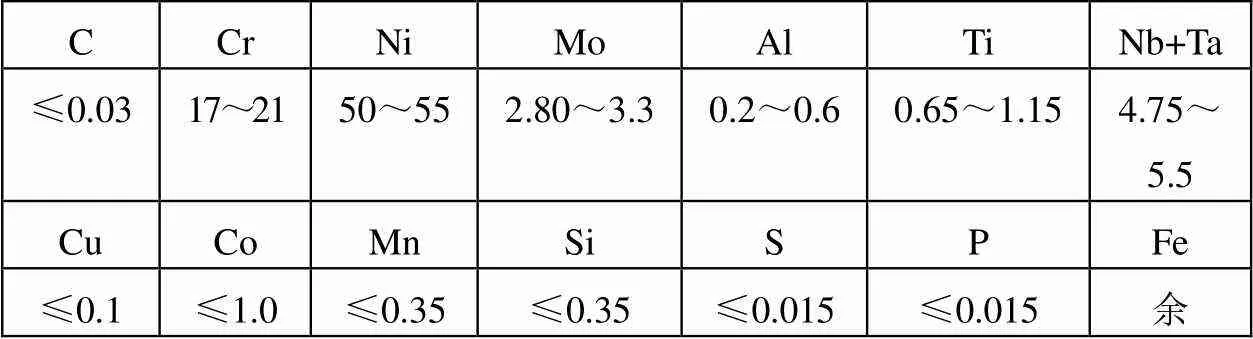
表1 GH4169合金粉末化成成分(质量分数,%)
3 实验过程与分析
本实验采用单一变量法研究蜂窝分区方式下主要参数:激光功率、扫描速度、蜂窝边长对GH4169合金成形残余应力的影响,并与条带分区、棋盘格分区进行了比较。残余应力采用邯郸爱思特应力技术有限公司的X-350A型X射线法测量,每个测试点测三次取平均值;分层厚度为 0.04mm,初始角度为0º,每层旋转67º。
3.1 激光功率对残余应力的影响
成形试样尺寸为:10mm×10mm×10mm,采用激光功率为200W、250W、300W、350W、400W、450W,扫描速度选取800mm/s、1000mm/s、1200mm/s,取样点在试样成形方向的中心位置。图2表示在相同的扫描速度条件下不同激光功率对残余应力的影响情况。由图2可知,在其他工艺参数保持不变时,在一定范围内随着激光功率的增加,残余应力显线性增加。究其原因随着激光功率的增加单位面积接收的激光能量密度越大,熔池的冷却温度梯度也越大,导致局部热应力增大。

图2 激光功率与残余应力关系
3.2 扫描速度对残余应力的影响

图3 激光速度与残余应力关系
为了研究蜂窝分区方式下激光扫描速度对样件残余应力的影响,分别选取激光功率250W、300W和350W,扫描速度在500~1500mm/s范围的试样 18 件。成形试样尺寸为:10mm×10mm×10mm,测试点是试样成形方向的中心位置。由图3可知在功率一定的情况下,随着激光扫描速度的增加,残余应力先增加后减小,在扫描速度1100mm/s附近达到最高值。其原因是初始激光速度慢,粉末吸收的能量远大于材料熔点,造成熔道较宽和熔池较深,熔池易夹杂未熔化粉末,导致熔池内部缺陷较多。随着激光速度继续增加当粉末吸收的能量等于激光输入的能量时,此时熔池致密度最高,残余应力最大。当激光速度继续增大时粉末吸收的能量不足,粉末未完全熔化,也导致致密度和残余应力下降。
3.3 蜂窝边长对残余应力的影响
为了研究蜂窝边的长短对成形过程中残余应力的影响,分别选取蜂窝边长为2mm、4mm、6mm、8mm、10mm、12mm、14mm、16mm、18mm和20mm的网格进行分区处理。成形试样尺寸为:30mm×30mm×30mm,测试点是试样成形方向的中心位置。工艺参数为:激光功率310W,扫描速度980mm/s,层厚0.04mm,图4表示不同蜂窝边长对残余应力的影响情况。由图可知随着蜂窝边长的增加残余应力先减小后增加,在8~12mm范围内残余应力较小。这说明在SLM成形过程中,扫描线段的长短与激光的开关光延迟具有直接关系,当开关光延迟设置一定的情况下对短线段扫描较为敏感,线段越短,开关光延迟误差越大造成的热量累积越多,残余应力越大。较长的扫描线则是因为大幅面在凝固过程中收缩较大造成较大的残余应力,因此存在一段最佳的扫描线长度范围。

图4 蜂窝边长与残余应力关系
3.4 分区方式对残余应力的影响
为了比较蜂窝分区、条带分区和棋盘格对样件残余应力的影响情况,选取成形试样及其尺寸如图5所示,样件水平方向设为轴方向,每隔10mm取样点进行测试,采用上述三种分区方式成形样件如图6所示。工艺参数为:激光功率305W,扫描速度975mm/s,铺粉层厚0.04mm,蜂窝边长、条带间距和棋盘格边长均为5mm。图7表示在不同分区方式对残余应力的影响情况。从图可以看出通过分区在轴方向产生残余应力分布较为均匀,条带分区产生的残余应力比棋盘格和蜂窝分区稍高些,说明条带分区不太适合大尺寸样件打印。蜂窝分区虽然和棋盘格分区产生的残余应力大体一致。
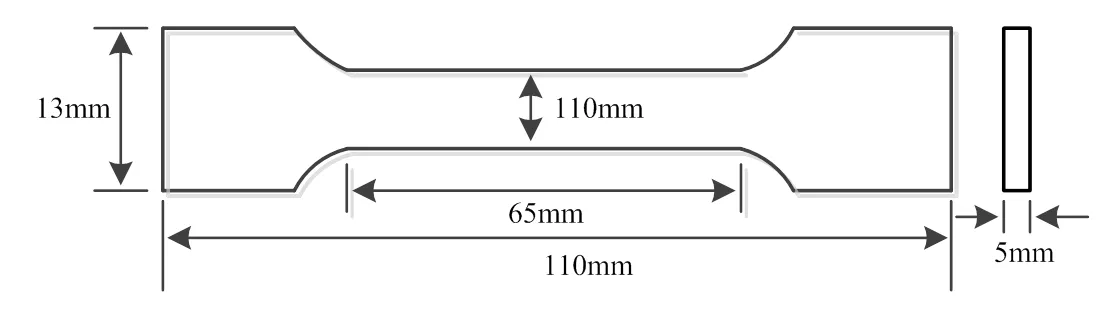
图5 测试试样设计示意图

图6 不同分区方式成形样件
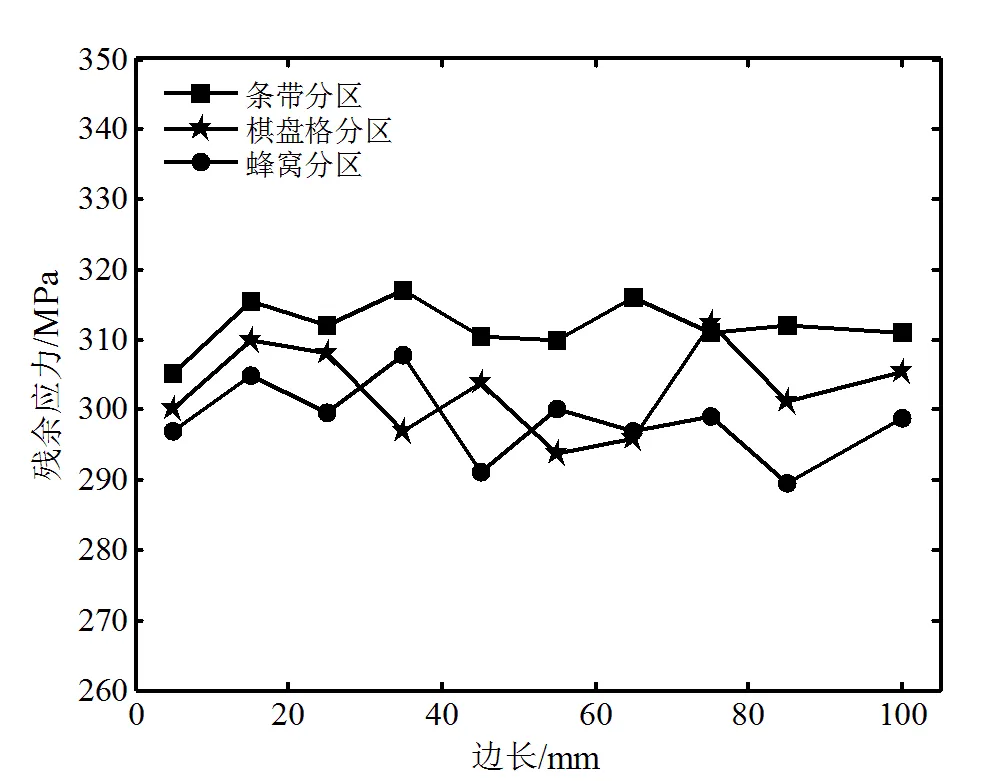
图7 激光速度与残余应力关系
4 结束语
通过对蜂窝分区高温合金成形参数分析,发现激光功率、扫描速度、蜂窝边长等工艺参数对样件残余应力具有一定的影响,且影响程度依次降低。随着激光功率的增加,热量输入增大,温度梯度变大,残余应力呈线性增加;随着扫描速度的增加,残余应力先增大后减小;蜂窝边长通过影响扫描线的长短进而影响残余应力大小,且存在一个最佳取值范围。
1 庄景云,杜金辉,邓群,等. 变形高温合金GH4169[M]. 北京:冶金工业出版社,2006
2 王海丽,刘斌,刘和平,等. 选区激光熔化镍基合金粉末GH4169组织与力学性能分析[J]. 热加工工艺,2015(10):90~92
3 杜胶义. GH4169镍基合金粉末选区激光熔化基础工艺研究[D]. 太原:中北大学,2014
4 路超. GH4169金属粉末选区激光熔化成型工艺及性能研究[D].兰州:兰州理工大学,2017
5 马威. 选区激光熔化GH4169成形件表面质量和致密度[D].哈尔滨:哈尔滨工业大学,2017
6 尹燕,刘鹏宇,路超,等. 选区激光熔化GH4169粉体特性及成型件组织结构的研究[J]. 热喷涂技术,2017,9(3):56~62
7 Jhabvala J, Boillat E, Antignac T, et al. On the effect of scanning strategies in the selective laser melting process[J]. Virtual and Physical Prototyping, 2010, 5(2):99~109
8 Ali H, Ghadbeigi H, Mumtaz K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V[J]. Materials Science and Engineering: A, 2018, 712:175~187
9 Han Jitai, Wu Meiping, Ge Yanan, et al. Optimizing the structure accuracy by changing the scanning strategy using selective laser melting[J]. International Journal of Advanced Manufacturing Technology, 2018, 95:4439~4447
Effect of Honeycomb Scanning Parameters on Residual Stress of Selective Laser Melted GH4169
Liu Quanfu1Zhao Dongdong2Song Guohua3Dai Shuanshi3Qian Yuanhong3
(1. China Aerospace Institute of Science and Technology, Beijing 100074; 2. Jiyuan Vocational and Technical College, Jiyuan 459000; 3. Beijing Xinghang Mechanical and Electrical Equipment Co., Ltd., Beijing 100074)
In order to reduce the residual stress of high temperature alloy during the process of SLM forming, the GH4169 alloy was studied by honeycomb partition scanning method. The influences of the laser power, scanning speed and honeycomb edge length of the fabricated parts on the residual stress were analyzed. The results show that the residual stress increases linearly with the increase of laser power. The residual stress increases firstly and then decreases as the scanning speed increases. There is an optimal range of values for the length of the honeycomb edge, and either too large or too small will produce greater residual stress.
GH4169;selective laser melting;honeycomb partition;residual stress

刘全福(1979),工程师,自动化专业;研究方向:数字化制造及智能制造。
2018-12-11
