基于UG奖杯零件的数控车铣复合加工
2019-07-04陈玉文
陈玉文
常州机电职业技术学院(江苏常州 213164)
1 引言
奖杯零件的三维模型如图1所示。该零件的尺寸为ϕ74.56×175mm,毛坯为合金铝棒料,棒料尺寸为ϕ80×180mm。奖杯零件由圆球、圆柱、圆锥、诸多曲面构成,球和圆柱体部分车削精加工到图样尺寸,中间曲面部分(含圆锥部分)车削时留足够余量,再用动力头通过4轴联动铣削加工完成。具体分为球右端面车削粗加工、奖杯外轮廓车削粗加工、球面车削精加工、左端圆柱体车削精加工、中间曲面部分铣削半精加工、中间曲面部分铣削精加工。

图1 奖杯零件的三维模型
2 球、轮廓、圆柱体数控车削加工
2.1 初始化加工环境
(1)创建加工坐标系MCS_SPINDLE,机床坐标系指定MCS坐标为(0,0,0),车床工作平面为ZM-XM。
(2)创建工件几何体WORKPIECE,指定部件边界,创建毛坯几何,毛坯为已拉伸体(ϕ80×180mm,采用拉伸命令得到)。
(3)创建车削工件TURNING_WORKPIECE,指定毛坯边界,类型为棒料,安装位置为远离主轴箱,指定点为加工坐标系,长度为180mm,直径为ϕ80mm。
(4)创建避让几何体AVOIDANCE,名称为AVOIDANCE,出发点指定点坐标(100,60,0),运动点到起点为轴向-径向,点坐标为(5,45,0),运动到回零点为径向-轴向,点选项为与起点相同。
(5)创建刀具:①外圆粗加工车刀,类型为turning,刀具子类型为OD_55_L,名称为OD_55_L,刀尖半径为R0.8mm,刀具号为1,使用刀具夹持器;②外圆精加工车刀,类型为turning,刀具子类型为OD_35_L,名称为OD_35_L,刀尖半径为R0.4mm,刀具号为2,使用刀具夹持器。
(6)创建程序,类型为turning,位置程序为NC_PROGRAM,名称为PROGRAM_T。
2.2 球右端面车削粗加工
(1)创建工序,类型为turning,工序子类型为ROUGH_TURN_OD,程序为 PROGRAM_T,刀具为OD_55_L,几何体为AVOIDANCE,方法为LATHE_ROUGH,工序名称为ROUGH_TURN_OD。轴向修剪平面1指定点为(0,0,0)。
(2)切削深度为恒定,深度为1mm,变换模式为省略。切削参数余量,面为0.1mm,径向为1.5mm。进给率和速度中主轴速度为1,000转/min,进给率为300mm/min。球右端面车削粗加工的刀具路径如图2所示。

图2 球右端面车削粗加工的刀具路径
2.3 奖杯外轮廓车削粗加工
(1)创建工序,类型为turning,工序子类型为ROUGH_TURN_OD,程序为 PROGRAM_T,刀具为OD_55_L,几 何 体 为 AVOIDANCE,方 法 为LATHE_ROUGH,工序名称为ROUGH_TURN_OD_1。轴向修剪平面1指定点为(-176,0,0)。
(2)切削深度为恒定,深度为1mm。切削参数余量,面为0.1mm,径向为1.5mm。进给率和速度中主轴速度为1,000转/min,进给率为300mm/min。奖杯外轮廓车削粗加工的刀具路径如图3所示。
2.4 球面车削精加工
(1)创建工序,类型为turning,工序子类型为FINISH_TURN_OD,程序为 PROGRAM_T,刀具为OD_35_L,几 何 体 为 AVOIDANCE,方 法 为LATHE_FINISH,工序名称为FINISH_TURN_OD。轴向修剪平面1指定点为(-48,0,0)。
(2)进给率和速度中主轴速度为1,200转/min,进给率为150mm/min。球面车削精加工的刀具路径如图4所示。

图3 奖杯外轮廓车削粗加工的刀具路径
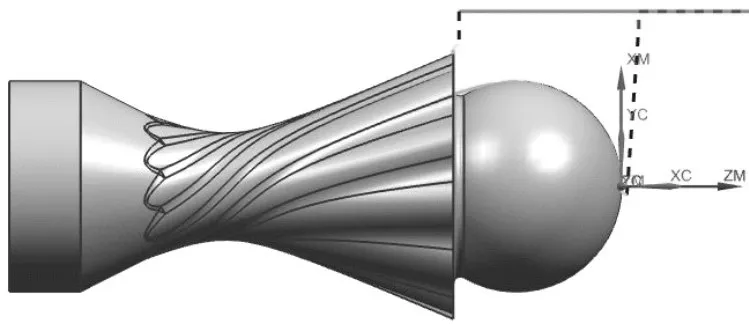
图4 球面车削精加工的刀具路径
2.5 左端圆柱面车削精加工
(1)创建工序,类型为turning,工序子类型为FINISH_TURN_OD,程序为 PROGRAM_T,刀具为OD_35_L,几何体为AVOIDANCE,方法为LATHE_FINISH,工序名称为FINISH_TURN_OD_1。轴向修剪平面1指定点为(-153.5,0,0),轴向修剪平面2指定点为(-178,0,0),勾选省略变换区。
(2)进给率和速度中主轴速度为1,200转/min,进给率为150mm/min。左端圆柱面车削精加工刀具路径如图5所示。

图5 圆柱面车削精加工的刀具路径
3 中间曲面部分数控4轴铣削加工
3.1 初始化加工环境
(1)创建几何体,类型为mill_multi-axis,几何体子类型为MCS,几何体为GEOMETRY,名称为MCS,机床坐标系指定MCS坐标为坐标系原点,旋转坐标系,使之与机床动力头坐标系一致。安全设置选项为包容圆柱体。
(2)设置工件几何体WORKPIECE_1,指定部件选择已修剪的实体(零件的中间曲面部分,采用基准平面、修剪体命令得到),指定毛坯几何体,选择部件的偏置,偏置为1.5mm。
(3)创建刀具:①球头铣刀,类型为mill_multiaxis,刀具子类型为MILL,名称为MILLR3,直径为ϕ6mm,下半径为R3mm,刀具号为3;②球头铣刀,类型为 mill_multi-axis,刀具子类型为MILL,名称为MILLR1.5,直径为ϕ3mm,下半径为R1.5mm,刀具号为4。
(4)创建程序,类型为mill_multi-axis,位置程序为NC_PROGRAM,名称为PROGRAM_M。
3.2 中间曲面部分铣削半精加工
(1)创建工序,类型为mill_multi-axis,工序子类型为VARIABLE_CONTOUR,程序为PROGRAM_M,刀具为MILLR3,几何体为WORKPIECE_1,方法为METHOD,工序名称为VARIABLE_CONTOUR。驱动方法为曲面,指定驱动几何体为已拉伸的曲面(ϕ80×106.65mm片体,用拉伸命令得到)。指定切削方向,切削模式为螺旋,步距为残余高度,最大残余高度为0.1mm,刀轴为轴为远离直线,指定矢量选择圆柱底面,切削参数部件余量为0.1mm,非切削移动转移/快速安全设置选项为包容圆柱体。
(2)进给率和速度中主轴速度为3,500转/min,进给率为1,000mm/min。中间曲面部分铣削半精加工的刀具路径如图6所示。
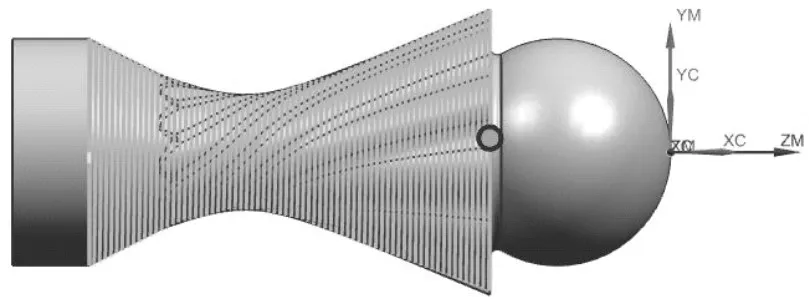
图6 曲面部分铣削半精加工的刀具路径
3.3 中间曲面部分铣削精加工
VARIABLE_CONTOUR复制,粘贴,工序名称为VARIABLE_CONTOUR_1,驱动设置最大残余高度为0.05mm,刀具选取MILLR1.5,切削参数余量部件余量为0,主轴速度为4,000转/min。中间曲面部分铣削精加工的刀具路径如图7所示。采用自定义的后处理文件即可生成了相应数控系统的数控代码。
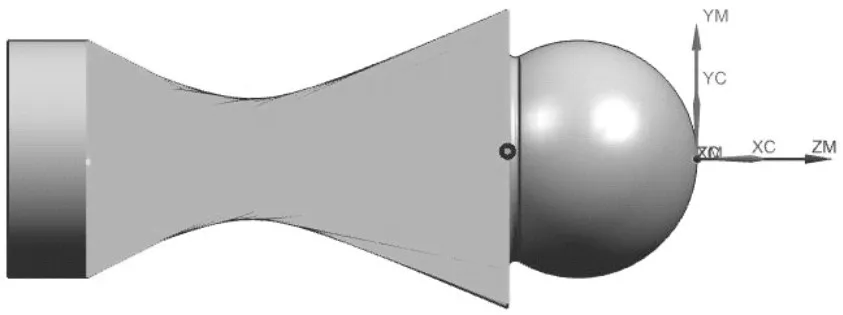
图7 曲面部分铣削精加工的刀具路径
4 结语
UG软件CAM模块数控加工功能十分强大,数控车削加工及铣削加工零件时采用自动编程可大大提高编程效率。利用自定义的后处理文件生成的NC代码,可以直接用于该零件的数控加工。
