LNG运输船螺柱焊对压载舱油漆影响的试验
2019-07-03
(招商局邮轮制造有限公司,江苏 海门 226116)
本单位承建的45 000 m3LNG运输船为全球首制A型罐的运输船,其中液货舱内的绝缘围护系统中采用螺柱焊的方式固定冷热绝缘板。螺柱焊是将螺柱一端与钢材表面接触,通电引弧,使螺柱断面和相应的工件表面被加热到熔化状态,达到适当温度时,将螺柱挤压到熔池中[1],在瓷环的作用下形成焊接接头,具有经济、省时、操作简便的优点,工作原理见图1。
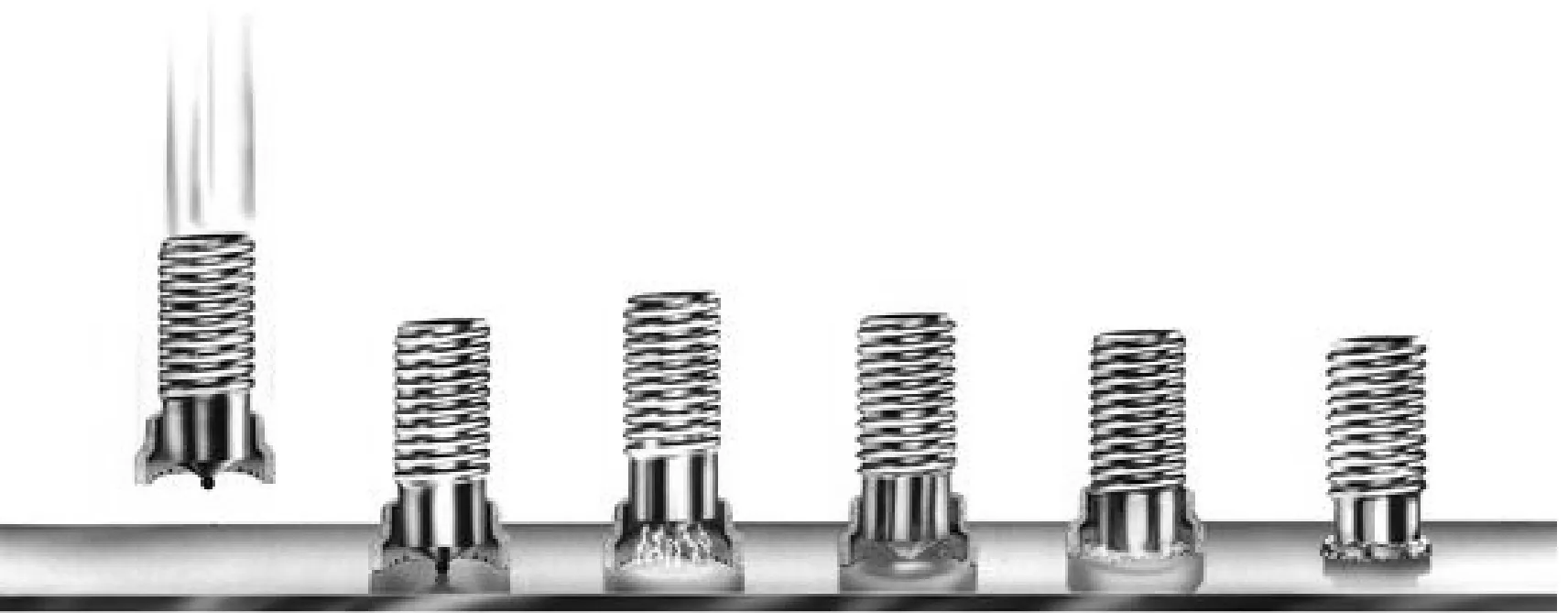
图1 螺柱焊原理示意
由于LNG运输船的结构特点,液货舱壁钢板的反面就是空舱及涉及到PSPC[2]规范的压载舱区域。压载舱内的油漆类型为环氧,一般环氧油漆的耐热温度为60~150℃[3],螺柱焊接过程中由于热量的传递,可能会对钢板反面的油漆造成烧损,对油漆的正常服役造成威胁。并且螺柱焊对反面油漆的烧损比较轻微,肉眼不易发现,全船一共有数万个螺柱焊的焊接点,排查油漆是否烧损很不现实。为此,根据螺柱焊的参数特点、钢板的板厚、漆膜的厚度等特征,设计一套试验方案,试验验证特定焊接参数下螺柱焊接对不同板厚反面油漆的影响。
1 试验设备、材料
材料:25 cm×25 cm规格钢板6组,板厚分为10~13.5 mm钢板各6块,总共36块
油漆:JOTAPRIME 510(铝红色/灰色),直径10 mm不锈钢螺柱,陶瓷圈。
设备:FLUKE t3000FC接触式温度测量仪,Elcometer 456涂层测厚仪,Elcometer108液压式拉拔测试仪,阴极剥离测试设备及容器1套。
焊接设备:NELSON STUD WELDING Series 4500 Model 101。
2 试验方法
1)对钢板进行冲砂处理(达到Sa21/2标准[4]),在钢板的一面喷涂两度JOTAPRIME 510油漆,第一度为铝红色、第二度为灰色,膜厚控制在(320±20)μm范围内,油漆硬干后,在涂层表面选取一处膜厚最接近320 μm的点(A1),并在选取点的反面敲上样铳点,作为后续螺柱焊的焊接点(A2)。另在涂层上随机选取一处(B1点),并将油漆打磨至裸露钢板,在选取点反面敲上样铳点,作为另一个后续焊接点(B2点)。见图2。

图2 试验所用钢板及试验选取点
2)在钢板边角处油漆打磨至裸露钢板,露出两处接地区域。
3)调整焊机参数,选用实际制造中所使用的参数,将焊接接地钳夹在试板裸露处。
4)选择10 mm的试板,先在试板A2点处焊接第一根螺柱,同时将FLUKE t3000FC接触式温度测量仪的传感端紧靠A1点,测量并记录从焊接前到焊接完成后A1点温度的变化;然后在B2点处焊接第二根螺柱,同时将FLUKE t3000FC接触式温度测量仪的传感端紧靠B1点,测量并记录从焊接前到焊接完成后B1点温度的变化。
5)同理完成10.0 mm试板中剩下的5块板的试验,以及不同板厚各组试板的试验,并记录温度变化曲线。
3 试验及数据分析
3.1 螺柱焊温度曲线分析
FLUKE t3000FC接触式温度测量仪记录了焊接过程中,焊点反面的温度变化,见图3。

图3 螺柱焊前后钢板反面温度变化
由图3可知,在螺柱焊后,钢板反面的最高温度为短时性的,所以在测出焊接点反面最高点的温度,再与油漆的最高耐热温度相比较,就能初步得出涂层在一定厚度的钢板上耐螺柱焊高温的能力了。
3.2 涂层耐热分析
焊接时间选定为450 ms,焊接电流大小为600 A,通过测量螺柱焊过程中A1、B1点的温度,得出A1,B1点最高温度范围见表1。
查阅佐敦涂料公司关于JOTAPRIME 510的技术参数,得到JOTAPRIME 510最高耐热温度为140℃,表1中10.0,11.0,11.5 mm厚度的钢板在试验中出现了A1/B1点温度超过140 ℃的,可知此焊接参数下的螺柱焊会对这3种厚钢板反面的油漆造成损坏[6],后续只对更高板厚的钢板进行附加测试。
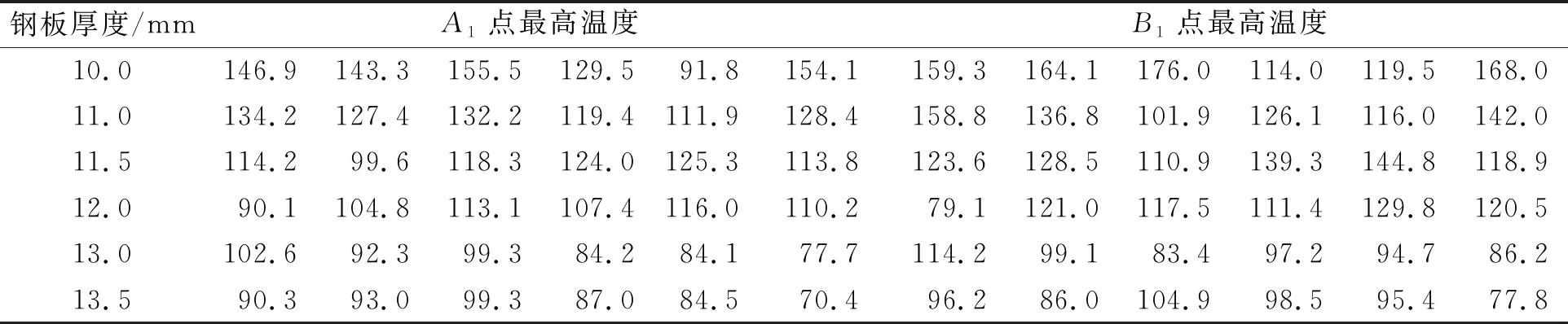
表1 各板厚上A1/B1点螺柱焊后最高温度
3.3 涂层拉拔试验分析
选取12.0,13.0 mm厚的试板,参照ISO 4624标准[6]对螺柱焊点反面的油漆进行拉拔试验。试验结果见表2。
通常情况下PSPC对压载舱涂层层间结合力要求为3.5 MPa,试验数据远高于3.5 MPa,可认定螺柱焊对板厚分别为12 mm以上厚度钢板反面涂层的结合力无影响。
3.4 涂层阴极剥离试验分析
参考ISO 15711 Method B标准[7]对板厚为12,13 mm钢板上的涂层进行阴极剥离试验,试验中将钢板裸露处用油漆覆盖后浸没在模拟海水[8]中,6个月后取出对焊接点反面涂层进行剥离蠕动检测,并对浸没后的涂层再次进行拉拔试验,结果见表3。

表2 12/13 mm钢板A1点处涂层结合力

表3 12/13 mm钢板A1点处阴极剥离试验结果
观察焊点反面涂层表面后,未发现有起泡现象,PSPC对涂层阴极剥离的要求为≤8 mm,可见试验结果满足PSPC要求,认定12.0、13.0 mm厚试板焊点反面的涂层仍然具有原有的性能。
4 结论
在船舶工程人员的常规认识中,螺柱焊产生的热量会在钢板中迅速传播,钢板反面的温度在焊接的一瞬间达到最高值。而本试验表明,螺柱焊产生的热量在钢板中缓慢传播,钢板反面的温度在数秒内达到极值,然后逐渐下降。
此试验可以确定出螺柱焊会烧损反面油漆的临界板厚,对于低于临界厚度的钢板,应尽量在分段涂装施工前将螺柱焊进行定位,并对定位处反面进行缓涂处理;对于高于临界板厚的钢板,无需提前定位,按正常程序施工即可。此方法可降低项目涂装的施工难度,减少施工成本,保证压载舱的涂层质量。
由于此系列试验周期较长,需在项目初期提前策划,宜在确定焊接参数、油漆品种和板厚后进行,以满足船舶生产进度的要求。